Powder-coated sheet metal survives 2–3× longer than conventionally painted sheet metal in ASTM B117 salt-spray tests — yet wet paint still dominates roughly 60% of custom fabrication shops, largely because of lower upfront equipment costs and faster color-change flexibility. The debate around sheet metal powder coating vs painting isn’t about one finish being universally superior; it’s about matching the right process to your part geometry, production volume, durability requirements, and budget. This head-to-head comparison breaks down every variable — from per-square-foot cost data to EPA VOC compliance thresholds — so you can make a decision backed by numbers, not sales pitches.
Powder Coating vs Painting Sheet Metal — The Quick Verdict
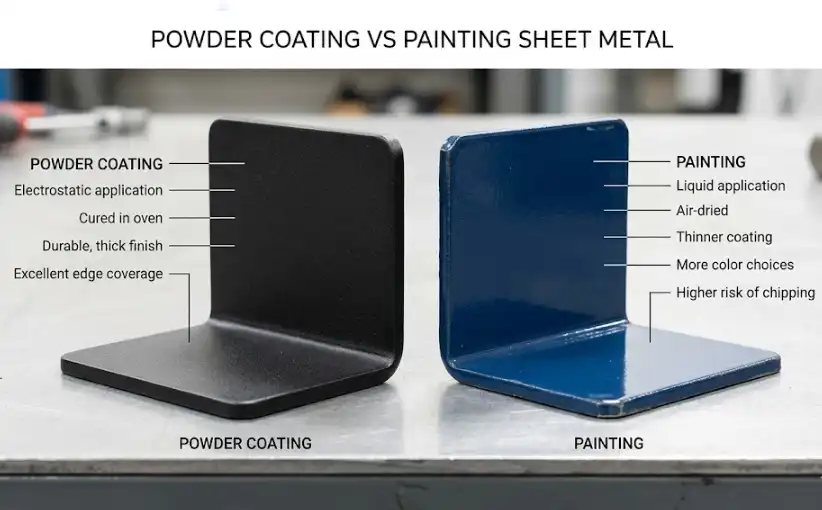
Powder coating wins for most sheet metal applications. It’s tougher, lasts longer, and produces near-zero volatile organic compounds (VOCs). Wet painting, however, still earns its place when you need precise color matching, thin-film coverage, or on-site touch-ups that electrostatic powder simply can’t deliver.
When comparing sheet metal powder coating vs painting, the performance gap is significant: powder-coated finishes typically withstand 3,000+ hours of salt spray testing (per ASTM B117), while standard liquid paint often fails between 500 and 1,000 hours under identical conditions. That’s a 3–6× durability advantage before you even factor in chip and scratch resistance.
| Criteria | Powder Coating | Wet Painting | Winner |
|---|---|---|---|
| Durability | 15–20 year lifespan; excellent impact resistance | 5–10 years; prone to chipping | Powder Coating |
| Cost (per sq ft) | $5–$15 for standard jobs | $3–$10; lower upfront | Painting (upfront) |
| Appearance | Uniform, thick finish; limited specialty colors | Broader color range; metallic and gradient effects | Painting |
| Environmental Impact | ~0% VOC emissions; overspray recyclable | High VOC solvents; hazardous waste | Powder Coating |
| Touch-Up Ability | Requires full recoat in an oven | Field-repairable with spray or brush | Painting |
The bottom line? Choose powder coating when long-term durability and environmental compliance matter most. Opt for wet paint when color flexibility, field repairs, or budget constraints drive the decision. The powder coating process requires an electrostatic charge and curing oven — meaning parts must fit inside the booth — so oversized or heat-sensitive sheet metal assemblies default to liquid paint by necessity.

sheet metal powder coating vs painting side-by-side finish comparison
How Powder Coating and Wet Painting Actually Work on Sheet Metal
The debate around sheet metal powder coating vs painting really comes down to chemistry. Powder coating uses finely ground thermoplastic or thermoset polymer particles — typically 30–50 microns in diameter — charged to 60–100 kV via an electrostatic spray gun. Those charged particles cling to the grounded sheet metal substrate, then get baked in a curing oven at 180–200 °C (356–392 °F) for 10–20 minutes. The heat triggers a chemical cross-linking reaction that fuses the powder into a continuous, uniform film with zero solvent evaporation.
Wet painting works on an entirely different principle. A liquid carrier — usually a solvent or water-based solution — suspends pigment and resin binders. After spraying, brushing, or dipping, the carrier evaporates, leaving behind a thin paint film. Most sheet metal jobs require a primer coat, one or two color coats, and often a clear coat, with flash-off time between each layer. Total dry-film thickness typically lands around 25–75 microns, compared to powder coating’s single-pass 60–80 microns.
Why does this matter? Because powder coating’s electrostatic application wraps around edges and into recesses far more evenly than liquid paint, which tends to sag on vertical surfaces and thin out at corners. For sheet metal — with its bends, flanges, and sharp edges — that wraparound coverage is a genuine performance advantage, not a marketing claim.
Pro tip: If your sheet metal has oil residue from stamping or forming, neither finish will adhere properly. Alkaline cleaning or phosphate pretreatment is non-negotiable regardless of which method you choose.

powder coating vs painting sheet metal application process comparison diagram
The Powder Coating Process Step by Step
Understanding each stage of powder coating clarifies why it consistently outperforms liquid paint in the sheet metal powder coating vs painting debate. Every step exists to build adhesion, uniformity, and long-term durability — skip one, and the finish fails.
Surface Preparation — The Make-or-Break Stage
Raw sheet metal must be stripped of oil, mill scale, and oxides before any powder touches it. Most shops use a multi-stage process: alkaline degreasing, followed by an iron or zinc phosphate wash, then a deionized water rinse. Sandblasting (also called abrasive blasting) creates a 1.5–3.0 mil anchor profile that dramatically improves powder adhesion. Pro tip: if you see orange peel or flaking within the first year, inadequate prep — not the powder itself — is almost always the culprit.
Electrostatic Spray Application
A spray gun charges dry powder particles to roughly 60–100 kV. Those charged particles wrap around grounded sheet metal parts, clinging even to back edges and recesses — a phenomenon called Faraday cage effect management that skilled operators adjust for by lowering voltage on complex geometries. Overspray doesn’t go to waste; reclaim systems capture and reuse up to 95% of unused powder, according to the Powder Coating Institute.
Oven Curing and Cross-Linking
Parts enter a convection oven at 350–450°F (177–232°C) for 10–20 minutes of cure time. During this window, thermoset powders — typically epoxy, polyester, or hybrid chemistries — undergo an irreversible cross-linking reaction that fuses the particles into a continuous, chemically bonded film. Thermoplastic powders melt and flow without cross-linking, making them re-meltable but less chemically resistant. The result either way: a uniform coating between 2–6 mils thick with zero solvent evaporation.

Sheet metal powder coating process steps including sandblasting, electrostatic spray, and oven curing
The Wet Painting Process Step by Step
Wet painting sheet metal follows a multi-stage sequence that demands precise timing and environmental control. Skip a step or rush the flash-off, and you’ll end up with adhesion failure, orange peel, or premature corrosion — problems that make the sheet metal powder coating vs painting debate tilt heavily toward powder for inexperienced shops.
Surface Prep and Primer Application
Just like powder coating, wet painting starts with cleaning — solvent wipe, alkaline wash, or phosphate conversion coating on steel. A dedicated primer (epoxy or zinc-rich for corrosion-prone environments) goes on first via HVLP spray gun at 25–30 PSI, building a dry film thickness of roughly 1.0–1.5 mils. This layer is non-negotiable; it anchors everything above it.
Base Coat, Flash-Off, and Top Coat
After the primer tacks up (typically 15–30 minutes at 70 °F), the base coat is applied. Shops choose between three spray methods:
- HVLP (High Volume Low Pressure) — best for detail work, ~65% transfer efficiency
- Airless — fast coverage on large flat panels, higher overspray
- Electrostatic — wraps paint around edges, transfer efficiency up to 90%
Flash-off time between coats usually runs 10–20 minutes. A single-stage system combines color and gloss protection in one product — cheaper, faster, but less durable. A two-stage system adds a separate clear coat for UV resistance and deeper gloss, which is standard on architectural and automotive sheet metal. According to EPA guidelines on surface coating operations, two-stage systems also allow better VOC management per coat layer.
Curing and Air-Drying
Catalyzed urethane top coats force-cure at 140–160 °F in about 30 minutes, while air-dry alkyds need 4–8 hours before handling. That extended cure window is a real bottleneck when comparing painting vs powder coating throughput on production runs.

wet painting process steps on sheet metal compared to powder coating
Durability and Corrosion Resistance Compared
When evaluating sheet metal powder coating vs painting on raw performance, standardized testing tells a decisive story. In ASTM B117 salt spray testing, powder-coated sheet metal routinely survives 1,000+ hours before showing signs of corrosion creep, while most single-coat liquid paint systems begin failing between 200 and 500 hours.
| Performance Metric | Powder Coating | Wet Paint |
|---|---|---|
| Salt Spray (ASTM B117) | 1,000–3,000 hrs | 200–500 hrs (single coat) |
| Impact Resistance (ASTM D2794) | 160+ in-lbs | 40–80 in-lbs |
| Scratch Hardness (ASTM D3363) | 2H–4H pencil | H–2H pencil |
| UV Stability (ASTM D4587) | Excellent (TGIC/super-durable) | Good (2K urethane only) |
| Chemical Resistance | Resists solvents, mild acids | Vulnerable to solvents |
That impact resistance gap matters more than most specs suggest. A powder-coated panel absorbs a direct hit at 160 in-lbs without chipping — roughly double what quality wet paint handles. For outdoor enclosures, HVAC housings, or any sheet metal that gets bumped during installation, this difference eliminates touch-up cycles entirely.
Here’s a detail fabricators often overlook: UV performance in powder coating depends entirely on resin chemistry. Standard polyester powders fade noticeably within 3–5 years outdoors. Specify super-durable polyester or TGIC-free formulations if the part faces direct sunlight — these retain gloss and color for 10+ years. Cheap liquid paints degrade faster, but high-end two-component urethanes can rival powder in UV stability, albeit at significantly higher material cost.
For chemical exposure — think cleaning agents, hydraulic fluid splashes, or agricultural chemicals — powder coating’s fully cross-linked thermoset film resists penetration far better than solvent-based paint. Skip standard alkyd or acrylic paints for any sheet metal destined for industrial environments.
Real Cost Breakdown — Powder Coating vs Paint Per Square Foot
Raw material cost rarely tells the full story when comparing sheet metal powder coating vs painting. Powder typically runs $1.00–$2.50 per square foot for a single coat on flat sheet metal parts, while wet paint ranges from $0.50–$3.00 depending on the coating system (primer + topcoat + clear). The gap narrows—or flips—once you factor in rejection rates, rework labor, and multi-coat requirements.
| Cost Factor | Powder Coating | Wet Painting |
|---|---|---|
| Material per sq ft (single coat) | $1.00–$2.50 | $0.50–$1.50 |
| Typical system (primer + finish) | 1 coat | 2–3 coats |
| Rejection/rework rate | 1–2% | 5–10% |
| Equipment investment (entry-level line) | $50K–$150K | $20K–$60K |
| Overspray reclaim | Up to 98% | 30–60% |
That 98% overspray reclaim rate is the hidden cost-killer. With wet paint, wasted material goes straight into filters and exhaust. Powder gets vacuumed back into the hopper. According to the U.S. EPA’s guidance on powder coating facilities, this reclaim efficiency significantly reduces both material waste and hazardous waste disposal costs.
For small batches under 500 parts, outsourcing powder coating to a job shop at $3–$6 per square foot often beats the capital expense of an in-house spray booth. High-volume runs above 10,000 units flip the equation: amortized equipment costs drop powder coating’s total cost of ownership to roughly 40–60% less than a comparable wet paint system over a five-year lifecycle. The practical takeaway? Price sheet metal powder coating vs painting on total lifecycle cost—not just the quote per part.
Finish Options, Color Matching, and Aesthetic Differences
The myth that powder coating limits you to a handful of flat colors died years ago. Major suppliers like Prismatic Powders now catalog over 6,500 colors and effects — smooth, wrinkle, hammertone, matte, high-gloss, candy translucent, and even textured “vein” finishes that hide surface imperfections on rough sheet metal.
So where does wet paint still hold an aesthetic edge in the sheet metal powder coating vs painting debate? Two areas: ultra-thin films and exact color matching. Liquid paint can lay down coats as thin as 0.5 mil, preserving crisp edges and fine detail on decorative panels. Powder typically builds 2–4 mils minimum, which can soften sharp corners or fill tiny features. For automotive-grade metallic flake orientation — where light must reflect uniformly across a curved fender — multi-stage wet basecoat/clearcoat systems remain the industry standard.
Where Powder Coating Pulls Ahead
- Texture variety: Wrinkle, river vein, and hammertone textures are nearly impossible to replicate with liquid paint in a single coat.
- Consistency: Electrostatic application delivers uniform thickness across flat sheet metal panels, eliminating runs and sags.
- Special effects: Bonded metallics fuse metallic flake directly into the powder, preventing the “mottling” that plagues metallic wet paints sprayed by less-experienced operators.
Pro tip: If your project demands a Pantone or RAL match tighter than ΔE 1.0, request a pre-production draw-down sample from your powder supplier. Custom color runs typically require a 50–100 lb minimum order, so factor lead time into your schedule.
Environmental and VOC Considerations for Each Method
Volatile organic compounds (VOCs) are the dividing line in the sheet metal powder coating vs painting environmental debate. Conventional solvent-based paints release 3.5–5.0 lbs of VOCs per gallon, sending hazardous air pollutants straight into the atmosphere. Powder coating? Near-zero VOC emissions — typically under 0.05 lbs per gallon equivalent — because the process uses no solvents at all.
That gap matters for regulatory compliance. The EPA’s National Emission Standards for Hazardous Air Pollutants (NESHAP) impose strict limits on surface-coating operations, and OSHA monitors worker exposure to isocyanates in two-component paint systems. Shops running solvent-based lines need thermal oxidizers or carbon adsorption units — equipment that can cost $50,000–$200,000 to install and maintain.
Overspray and Waste Reclaim
Powder overspray is reclaimed at rates of 95–98% through cyclone recovery systems, meaning almost nothing hits the waste stream. Liquid paint overspray, by contrast, produces paint sludge classified as hazardous waste under RCRA, requiring licensed disposal that runs $0.50–$1.50 per pound.
Modern waterborne and low-VOC paints have cut emissions by roughly 60–80% compared to traditional solvent formulas, narrowing the environmental gap significantly — but they still can’t match powder’s essentially closed-loop system.
If your facility evaluates sheet metal powder coating vs painting through a sustainability lens, powder remains the clear winner. However, for applications where liquid paint is unavoidable, specifying waterborne or high-solids coatings keeps you well within current EPA thresholds and positions the shop for tighter future regulations.
Common Sheet Metal Applications and the Best Finish for Each
Not every sheet metal part demands the same finish. The right choice in the sheet metal powder coating vs painting debate shifts dramatically depending on geometry, environment, and production volume. Here’s how the decision plays out across six major applications.
| Application | Recommended Finish | Key Reason |
|---|---|---|
| HVAC enclosures | Powder coating | Outdoor UV/corrosion resistance; simple box geometry suits electrostatic wrap |
| Automotive body panels | Wet painting (multi-coat) | Metallic and tri-coat effects; color-match repairability at dealerships |
| Architectural facades | PVDF liquid paint or super-durable powder | Kynar 500 spec requires 70% PVDF resin for fade resistance over 30+ years |
| Electrical cabinets (NEMA-rated) | Powder coating | Uniform mil thickness on internal corners; no solvent flash risk near wiring |
| Outdoor furniture | Powder coating | Impact and chip resistance; single-coat efficiency for tubular frames |
| Appliance housings | Powder coating | Scratch-resistant gloss; ~95% material utilization keeps per-unit cost below $0.40/sq ft |
Automotive OEMs remain the strongest case for wet paint because multi-stage basecoat/clearcoat lines achieve the depth-of-image ratings consumers expect — something powder still struggles to replicate on large, curved panels. Electrical enclosures, by contrast, are powder coating’s sweet spot: Faraday cage effects (charge buildup in deep recesses) are manageable on standard 90° bends, and the dielectric properties of cured thermoset powder add a layer of electrical insulation.
For architectural projects, ask the specifier whether the job calls for AAMA 2604 or AAMA 2605 standards. The 2605 spec — demanding 4,000+ hours of South Florida weathering — historically favored liquid PVDF, but super-durable polyester powders now meet 2604 at roughly 20% lower applied cost.
When to Choose Powder Coating Over Painting and Vice Versa
Strip away the generalizations. Your decision in the sheet metal powder coating vs painting debate hinges on five project-specific variables — not brand loyalty or habit.
Powder Coating Is the Clear Winner When…
- Batch size exceeds 50 identical parts. Electrostatic application and batch curing slash per-unit cost dramatically at scale.
- Parts fit inside your oven. Most commercial cure ovens max out around 8 × 8 × 20 feet. If it fits, powder coat it.
- Single-color durability matters most. Outdoor enclosures, racking systems, and structural brackets benefit from powder’s 2–3× longer service life.
Wet Painting Wins When…
- Parts are too large for oven curing — think architectural facades or oversized HVAC housings. Air-dry two-component polyurethanes solve this without compromise.
- Field touch-ups are inevitable. A maintenance crew can spray-repair a scratched painted panel on-site in under 30 minutes; powder coating demands disassembly and shop re-processing.
- Multi-color or gradient finishes are required. Masking between powder coat colors adds roughly $3–$7 per color break, while wet paint transitions cost a fraction of that, according to Products Finishing industry benchmarks.
- Turnaround is under 24 hours. Fast-cure liquid primers and topcoats can ship same-day; powder typically needs 48–72 hours including queue time.
One practical tip most guides skip: if your project mixes both scenarios — say, large assemblies with small sub-components — use a hybrid approach. Powder coat the brackets and hardware, wet paint the oversized panels, then assemble. You get the best durability-to-cost ratio without forcing a single method onto incompatible parts.
Frequently Asked Questions About Powder Coating vs Painting Sheet Metal
Can you powder coat over existing paint?
Technically yes, but don’t. Old paint outgasses during the curing cycle (typically 375–400 °F), creating bubbles and adhesion failures. Strip the existing finish down to bare metal first — sandblasting to an SSPC-SP 5 white metal standard gives the best results.
How long does each finish last on sheet metal?
Powder coating routinely delivers 15–20 years of outdoor service before noticeable degradation. Quality two-coat wet paint systems last 5–10 years in comparable conditions. That gap widens in coastal or industrial environments where UV and salt spray accelerate paint breakdown.
Is powder coating stronger than paint?
Yes — by a measurable margin. Cured powder coat films typically rate 2H–4H on the pencil hardness scale, while most single-stage liquid paints land around H–2H. Powder also passes 160 in-lb direct impact tests that crack conventional enamel.
Can you touch up powder coat in the field?
Not with more powder — the part needs oven curing. Field repairs use color-matched liquid touch-up paint or aerosol. It’s a functional fix, not an invisible one. For parts requiring frequent field repairs, this is a genuine advantage of wet paint in the sheet metal powder coating vs painting comparison.
What film thickness does each method achieve?
A single powder coat pass deposits 2–3 mils (50–75 µm). Wet paint typically builds 0.5–1.5 mils per coat, so reaching equivalent thickness demands multiple passes with flash-off time between each. Thicker films mean better corrosion protection — one reason powder coating dominates sheet metal applications exposed to harsh service.
Choosing the Right Finish for Your Sheet Metal Project
Every comparison in this guide points to one truth: there is no universal winner in the sheet metal powder coating vs painting debate. The right finish depends on your specific intersection of performance requirements, production volume, budget ceiling, and aesthetic expectations.
Use this decision framework before you commit:
- Durability-first projects (outdoor enclosures, architectural panels, automotive brackets) — powder coat. You’ll get 2–3× the corrosion resistance and a finish that routinely exceeds 3,000 hours in ASTM B117 salt spray testing.
- Color-critical or multi-tone work (retail displays, branding elements, gradient finishes) — wet paint gives you unlimited Pantone matching and on-the-fly blending that powder simply can’t replicate.
- High-volume, single-color runs — powder coating’s 95%+ transfer efficiency and near-zero VOC output slash per-unit cost and keep you compliant with EPA Clean Air Act regulations.
- Low-volume prototypes or heat-sensitive substrates — liquid paint avoids the 400°F cure cycle that can warp thin-gauge sheet metal under 20 ga.
One step most buyers skip — and shouldn’t: request sample panels from your finishing vendor in both methods before signing a PO. A 6″ × 6″ test coupon costs almost nothing yet reveals adhesion, gloss, and texture differences no spec sheet can communicate. Ask for cross-hatch adhesion test results (ASTM D3359) on each sample so you’re comparing verified data, not sales promises.
Ready to move forward? Contact a finishing specialist, share your substrate gauge, environment exposure, and target Mil thickness, and get quoted on both processes side by side. That 15-minute conversation will save you thousands in rework.
See also
Automotive sheet metal repair and laser welding technology
Sheet metal thickness table helps you pick right metal
Metal Grades: A Complete Guide to Sheet Metal Designations
Stainless Steel vs Aluminum Which Is Better for Sheet Metal Work








