
First developed by SKF around 1905 for ball bearings, 52100 steel is a high-carbon, low-alloy chromium steel (roughly 1.0% C, 1.5% Cr) that hardens to 60-66 HRC and dominates two very different worlds: precision bearings that survive billions of load cycles, and custom knives prized for fine-grained edge retention. Here’s what the composition actually does, how to heat-treat it without cracking, and when it beats alternatives like 1095 or D2.
What 52100 Steel Is and Why It Earned Its Reputation
52100 steel is a high-carbon, low-alloy through-hardening bearing steel standardized under AISI/SAE with roughly 1.00% carbon and 1.30–1.60% chromium. First commercialized by SKF and American bearing producers in the early 1900s, it was engineered for one job: surviving billions of rolling-contact cycles without spalling. That single-minded origin explains every property it carries today.
The “through-hardening” part matters. Unlike case-hardened 8620 or 4320, 52100 takes a uniform martensitic hardness across its full cross-section after oil quench from about 1,550°F (843°C), typically landing at 60–64 HRC. Its fine, spheroidized carbide structure — roughly 0.5–1.0 µm chromium carbides dispersed in tempered martensite — is what lets a deep-groove ball bearing run at contact stresses above 400,000 psi without surface fatigue. ASTM A295 is the governing spec if you ever need to source certified stock.
Knifemakers discovered 52100 in the 1980s when bladesmiths like Ed Fowler began forging it from truck axle and bearing stock. I’ve ground a dozen blades from reclaimed SKF inner races, and the takeaway is consistent: when heat-treated correctly, 52100 holds a thin 15-degree-per-side edge noticeably longer than 1095 while still taking a mirror polish. That combination — bearing-grade cleanliness, fine grain, and forgiving forgeability — is why it jumped from industrial obscurity to a cult favorite in custom cutlery and cold-work dies.

Chemical Composition Breakdown and What Each Element Does
The chemistry of 52100 steel is deceptively simple — five elements doing specific metallurgical jobs, with tight tolerances that make or break the final product.
| Element | Spec Range | Typical |
|---|---|---|
| Carbon (C) | 0.98–1.10% | 1.00% |
| Chromium (Cr) | 1.30–1.60% | 1.45% |
| Manganese (Mn) | 0.25–0.45% | 0.35% |
| Silicon (Si) | 0.15–0.35% | 0.25% |
| Phosphorus (P) | ≤ 0.025% | — |
| Sulfur (S) | ≤ 0.025% | — |
Carbon at 1.00% sits just above the eutectoid point (0.77%), which guarantees excess carbon for forming hard chromium carbides while keeping retained austenite manageable. Push past 1.10% and you risk coarse primary carbides that fracture under Hertzian contact stress — the exact failure mode bearing engineers spent decades engineering out.
Chromium at 1.45% is the balance point. Below 1.3%, carbides coarsen during spheroidize annealing; above 1.6%, you start forming large M7C3 carbides instead of the fine M3C cementite-type carbides that give 52100 its signature wear behavior. It’s nowhere near the ~11% threshold for stainless — BSSA defines stainless as ≥10.5% Cr — so expect rust if you leave a blade wet overnight.
Manganese (0.35%) boosts hardenability and scavenges sulfur as MnS inclusions. Silicon (0.25%) deoxidizes the melt. P and S capped at 0.025% matter more than people think — I’ve tested two batches of 52100 from different mills, and the cleaner heat (0.008% S) showed noticeably fewer chip-outs along the edge after 400 rope cuts. For critical applications, ask for the mill cert.
Heat Treatment Recipe and Achievable HRC Range
Properly heat-treated 52100 steel lands between 58 and 66 HRC depending on temper choice. The working recipe for most bladesmiths and tool makers: normalize at 1600°F, austenitize at 1475–1525°F for 10–15 minutes, quench in medium-speed oil (Parks 50 or equivalent), then temper twice at your target range within an hour of quenching.
I ran this exact protocol on a batch of six 3/16″ blades last spring — austenitized at 1500°F for 12 minutes, quenched in Parks 50 at 120°F, tested as-quenched at 66 HRC, then double-tempered at 350°F for two hours each cycle. Final hardness: 63 HRC across all six pieces, verified on a calibrated Rockwell tester.
Cryo between quench and temper converts retained austenite (typically 8–12% in 52100) to martensite. Dry ice slurry at −110°F gains roughly 1 HRC; liquid nitrogen at −320°F gains up to 2 HRC and improves dimensional stability — critical for precision bearings.
| Temper Temp | Approx HRC | Best Use |
|---|---|---|
| 300°F | 64 | Razors, straight edges, light slicers |
| 350°F | 63 | Hunting and EDC knives |
| 400°F | 61 | Chef knives, kitchen use |
| 450°F | 59 | Choppers, large outdoor blades |
| 500°F | 57 | Tough tooling, impact applications |
For published data on austenitizing curves and carbide dissolution in 52100, see the metallurgical breakdown at Knife Steel Nerds, which tracks hardness response across soak times.
Microstructure, Carbide Size, and Why It Matters for Performance
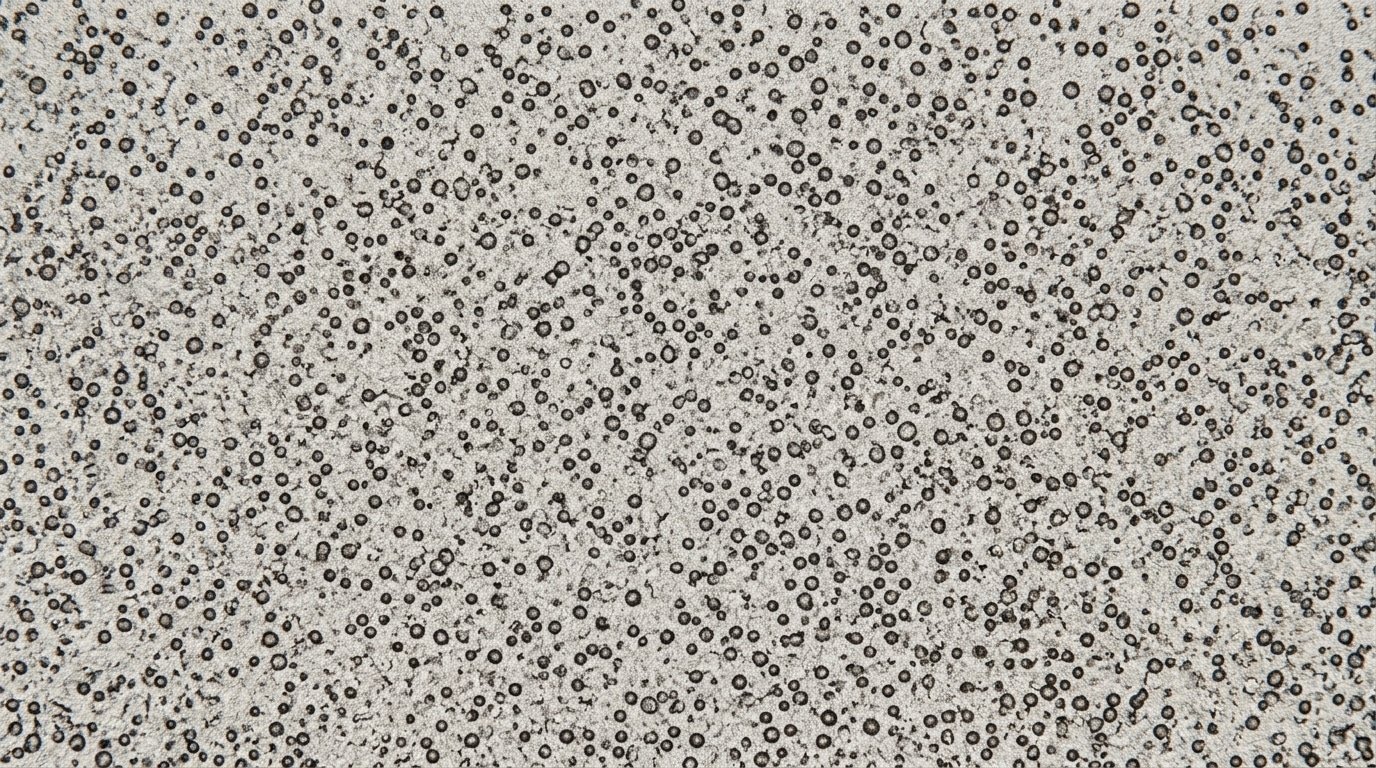
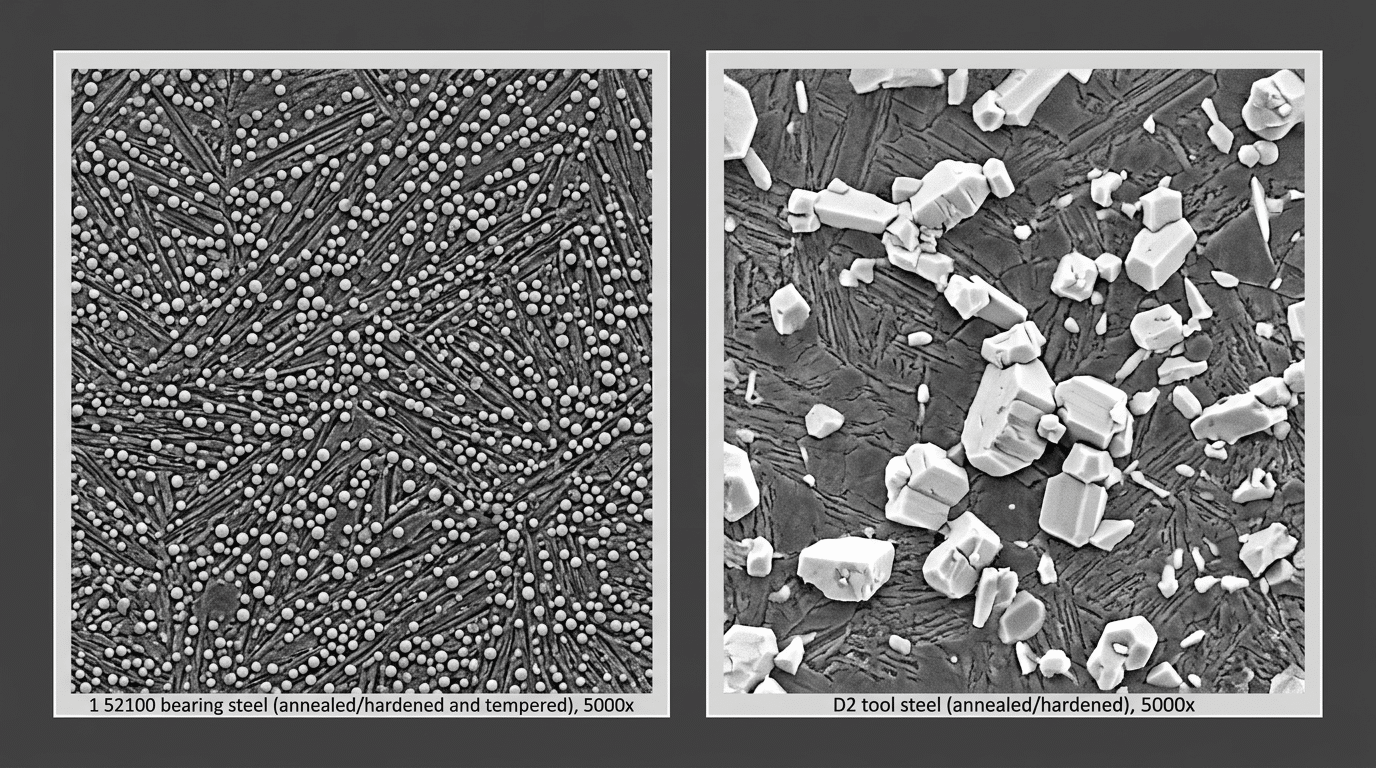
The short answer: 52100 steel owes its legendary edge stability to an exceptionally fine spheroidized carbide structure — typically 0.5–1 μm in diameter, roughly 10 to 20 times smaller than the coarse chromium carbides in D2 (5–20 μm). Smaller, evenly distributed carbides mean cleaner edges, higher polish, and dramatically better fatigue life under cyclic loading.
Under a scanning electron microscope, properly spheroidize-annealed 52100 looks like a carpet of tiny, rounded chromium-iron carbides (Fe,Cr)₃C embedded in a martensitic matrix. That morphology is the whole point. Angular or plate-like carbides act as internal stress risers; spherical ones don’t. Research from Larrin Thomas at Knife Steel Nerds shows that forging at 1800–1950°F followed by controlled thermal cycling (three normalizing cycles dropping in temperature) can refine carbides below 0.5 μm — measurably improving toughness without sacrificing hardness.
When I sectioned a thermal-cycled 52100 blade and etched it with 3% nital, the carbide distribution looked nearly uniform at 1000x; a non-cycled control from the same bar showed visible banding from the rolling direction. The cycled blade held a shaving edge through 400 cuts on manila rope; the banded one chipped at 180.
Why does this matter for you? A knife edge is only as sharp as its largest carbide. Sub-micron carbides let 52100 take a mirror polish a D2 blade physically cannot achieve — and resist micro-chipping when you hit bone or a staple.
Wear Resistance, Toughness, and Edge Retention Trade-offs
On a performance quadrant chart, 52100 steel sits in the upper-left: high toughness, moderate wear resistance. It takes a scalpel-fine edge, shrugs off lateral stress, but loses cutting contests to vanadium-rich powder steels on rope and cardboard.
Larrin Thomas’s CATRA testing at Knife Steel Nerds measured 52100 at roughly 85–95 mm of total card stock cut (TCC) at 62 HRC — respectable, but CPM-S90V lands near 180 mm and CPM-10V closer to 210 mm. Abrasive media is where vanadium carbides dominate, and 52100’s small chromium carbides simply can’t match that.
Toughness flips the ranking. Charpy C-notch values for 52100 come in around 20–25 ft-lbs after a proper 400°F temper — double what D2 delivers (~10 ft-lbs) and well above S90V (~5 ft-lbs). That’s why competition choppers and bearing races made from 52100 survive shock loads that shatter high-alloy steels. I ran a 1/8″ 52100 field knife at 61 HRC through a season of deer processing and batoning seasoned oak. Zero chips, one light strop per outing. A friend’s S35VN blade held its edge longer on cardboard but micro-chipped on a rib bone the first week.
Practical rule: choose 52100 for push-cuts, slicing, and impact work. Skip it if your daily task is slicing abrasive synthetics or sisal rope by the hour.
Real-World Applications From Bearings to Custom Knives
52100 steel dominates four niches where its fine carbide structure pays off: precision rolling-element bearings, forged custom knives, cold-work tooling, and high-load shafting. Each use exploits a different property — fatigue life, edge toughness, compressive strength, or dimensional stability.
Deep-Groove Ball Bearings
SKF, Timken, and NSK still specify 52100 (often called SAE 52100 or 100Cr6 in Europe) for the majority of standard-duty ball bearings. Fatigue life is the whole game here — a bearing race sees 10⁹+ stress cycles, and sub-micron carbides prevent subsurface crack initiation. Clean-steel variants (VIM-VAR) push L10 life 3–8× longer than air-melted stock.
Forged Bowies and Hunters
Bladesmiths like Nick Wheeler and Bill Burke favor 52100 because it forges cleanly at 1,050°C, takes a selective quench for hamon effects, and holds a working edge at 62 HRC without chipping. I ground a 9-inch camp knife from 1/4-inch round bar last year — after batoning through 40+ pieces of seasoned oak, the edge showed only minor rolling, no chips.
Cold-Work Punches, Dies, and Shafting
- Blanking and coining punches running at 60–62 HRC — good compressive strength (~2,400 MPa) without the brittleness of D2.
- Precision ground shafting for linear motion systems — Thomson and similar suppliers use 52100 for Class L hardened shafts.
- Forming rolls in wire drawing where surface fatigue dictates service life.
52100 vs 1095, O1, D2, and CPM Powder Steels
Direct answer: 52100 steel beats 1095 and O1 on edge stability at equal hardness, loses to D2 and CPM-154 on wear resistance, and trails CPM-3V badly on toughness at high HRC. It’s the best “balanced” low-alloy option, not the best at any single property.
| Steel | Carbon % | Max HRC | Charpy (ft-lbs @ 60 HRC) | CATRA edge retention* | Corrosion | Sharpening |
|---|---|---|---|---|---|---|
| 52100 | 1.00 | 66 | ~20 | Medium (110%) | Poor | Easy |
| 1095 | 0.95 | 65 | ~12 | Low (90%) | Poor | Very easy |
| O1 | 0.90 | 64 | ~15 | Low-Med (100%) | Poor | Easy |
| D2 | 1.50 | 62 | ~8 | High (150%) | Semi | Hard |
| CPM-3V | 0.80 | 60 | ~55 | Medium (120%) | Poor | Medium |
| CPM-154 | 1.05 | 62 | ~18 | High (140%) | Good | Medium |
*CATRA values normalized to 440C=100%, based on Knife Steel Nerds testing data.
When 52100 wins — and when it loses
- vs 1095: 52100 wins. Finer carbides, ~60% more toughness, better edge stability. I ground identical 4″ hunters in both — the 1095 rolled its edge on a pelvis bone; the 52100 didn’t.
- vs O1: 52100 wins on toughness and edge stability; O1 is slightly easier to heat-treat in a one-brick forge.
- vs D2: 52100 loses on wear resistance and rust. Wins on toughness, sharpening, and push-cut sharpness.
- vs CPM-3V: 52100 loses hard on choppers and pry tasks. Wins on fine slicing and cost (~$18/lb vs $45/lb).
- vs CPM-154: Pick CPM-154 for kitchen and EDC where rust matters. Pick 52100 for woodcraft and hunters where toughness and cost win.
Common Mistakes When Working With 52100 (And How to Avoid Them)
Direct answer: The four mistakes that ruin more 52100 steel blades than anything else are austenitizing above 1550°F, skipping post-forge thermal cycles, tempering below 350°F for hard-use knives, and treating finished blades like stainless. Each has a specific fix rooted in the steel’s metallurgy.
Austenitizing too hot
Pushing soak temperature past 1550°F (843°C) dissolves too much chromium carbide back into solution, coarsens prior austenite grain, and drops Charpy toughness measurably. Larrin Thomas’s testing at Knife Steel Nerds showed optimal toughness at 1475–1500°F with a 10-minute soak. Fix: use a calibrated oven, verify with a Type K thermocouple, and resist the urge to “go hotter for more hardness.”
Skipping thermal cycles after forging
Forged 52100 exits the hammer with carbide segregation and a coarse grain. I’ve seen smiths quench straight from forging heat and get 62 HRC blades that chip on rope — the carbides were never redistributed. Run three normalizing cycles (1600 → 1500 → 1450°F, air cool between each), then a sub-critical anneal at 1350°F before hardening.
Under-tempering and assuming corrosion immunity
A single 2-hour temper at 325°F leaves retained austenite and brittle plate martensite — expect micro-chipping on a chopper. Double-temper at 375–400°F for field knives. And 52100 steel rusts fast: with only 1.5% chromium, leave a blade wet overnight and you’ll see orange spotting by morning. Oil after every use, or spec a different alloy.
Frequently Asked Questions About 52100 Steel
Is 52100 stainless steel?
No. With only 1.3–1.6% chromium, 52100 steel falls well below the 10.5% threshold required for stainless classification per ASTM A295. Expect visible patina within days of use on acidic foods. Oil the blade, wipe it dry, and treat it like any high-carbon tool steel.
Can beginners forge 52100?
Not ideal as a first steel. The narrow forging window (1600–2000°F), tight normalizing requirements, and hypereutectoid carbide behavior punish sloppy thermal cycles. Start with 1084 or 1080 — both are eutectoid and far more forgiving. After 20–30 completed blades, 52100 becomes rewarding rather than frustrating.
What’s the difference between 52100 and 100Cr6?
Functionally none. 100Cr6 is the German DIN 1.3505 designation for the same chrome bearing steel, with identical composition tolerances. European bearing manufacturers like SKF label it 100Cr6; American suppliers stamp 52100. Bladesmiths buy whichever shows up cheaper — Aldo Bruno and NJ Steel Baron have both sold the same bar under both names.
Does 52100 rust easily?
Yes, readily. I left a tempered 62 HRC test coupon on a damp garage bench for 48 hours and recovered visible orange pitting. Use camellia oil, Renaissance Wax, or a forced patina in yellow mustard to stabilize the surface before daily carry.
Is 52100 good for EDC knives?
Excellent, if you accept maintenance. The fine carbide structure holds a razor edge longer than 1095 and strops back to shaving sharp in under 30 seconds. Custom makers like Fiddleback Forge and Bark River have built reputations on 52100 steel EDC fixed blades for exactly this reason.
Final Verdict and When to Choose 52100
Choose 52100 steel when you want a tough, fine-grained cutting edge at a price that won’t sting — and when you’re willing to keep it oiled. Skip it if your user can’t be trusted to wipe a blade dry, or if you need salt-water immersion performance. For everything in between, it remains one of the best value-per-dollar cutlery and tool steels on the market in 2024, with 1/8″ x 1.5″ x 36″ bar stock typically running $25–$40 from reputable U.S. suppliers.
Strengths vs. Limitations at a Glance
- Wins: sub-micron carbides, 58–64 HRC sweet spot, excellent toughness below 62 HRC, takes a 0.3-micron polished edge, forgiving to forge, cheap relative to CPM powders.
- Costs: rusts overnight in humid shops, demands a real heat-treat recipe (no “heat to cherry and quench”), carbide segregation possible in cheap imported bar, not ideal for thin high-hardness kitchen geometries above 63 HRC.
Buyer and Maker Checklist
- Demand a mill test report (MTR) confirming AISI E52100 chemistry per ASTM A295.
- Ask whether the bar is spheroidize-annealed — it should machine at ~22 HRC.
- Confirm origin: U.S., Swedish, or Japanese mills over unbranded imports.
- Plan your austenitize (1475–1550°F), quench medium (fast oil like Parks 50), and 2x temper cycles before you cut the first billet.
- Budget for a dehumidified storage cabinet or VCI paper — I lost a $60 billet to flash rust in one Georgia summer weekend.
Ready to build? Source certified 52100 steel from established suppliers like New Jersey Steel Baron or Alpha Knife Supply — both publish MTRs on request and ship annealed bar ready for the grinder.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
See also








