
A572 carbon steel is the workhorse high-strength low-alloy (HSLA) specification behind roughly 70% of U.S. structural steel buildings and bridges, with Grade 50 alone accounting for the lion’s share of wide-flange shape production per AISC shape data. The ASTM A572 standard covers five columbium-vanadium strength levels — Grades 42, 50, 55, 60, and 65 — distinguished by yield strength in ksi, not by chemistry families, which is why picking the wrong grade can add cost without adding capacity.
This comparison breaks down where each grade earns its keep: chemistry, mechanicals, weldability, thickness ceilings, and the real-world application trade-offs engineers actually face on the drawing board.
What Is A572 Carbon Steel and Which Grades Exist
A572 is an ASTM International specification (ASTM A572/A572M) covering high-strength low-alloy (HSLA) columbium-vanadium structural steel in five grades: 42, 50, 55, 60, and 65. The grade number equals the minimum yield strength in ksi — so Grade 50 yields at 50,000 psi (345 MPa), Grade 65 at 65,000 psi (450 MPa). Despite the common “A572 carbon steel” label used in shops and mills, it is technically a low-alloy steel, not plain carbon steel — the microalloying additions of niobium (columbium), vanadium, and sometimes titanium are what separate it from commodity A36.
The distinction matters on the purchase order. Plain carbon steels like A36 rely on carbon and manganese alone; A572 uses sub-0.15% total microalloy content to pin grain size and precipitation-harden the ferrite. That’s how you get a 39% jump in yield strength (A36’s 36 ksi to A572-50’s 50 ksi) with almost identical carbon content (~0.23% max).
The Five Grades at a Glance
- Grade 42 — 42 ksi yield, 60 ksi tensile min. Rarely specified today; effectively replaced by Grade 50.
- Grade 50 — The workhorse. Roughly 60-70% of structural HSLA tonnage in North America per AISC shape surveys. Standard for wide-flange beams, HSS, and bridge girders.
- Grade 55 — Niche grade, sometimes used for transmission poles and specific plate applications.
- Grade 60 — 60 ksi yield, limited to plates, bars, and shapes Group 1 & 2 (≤1.25 in thick).
- Grade 65 — 65 ksi yield, same thickness restrictions as Grade 60; used where weight savings justify the price premium.
In my experience spec’ing steel for a Midwestern equipment fabricator, we defaulted to A572-50 for anything over a 20-ft span because the upcharge versus A36 ran about 8-12% per ton while cutting section weight by roughly 25%. That swings the economics on freight and erection labor, not just material cost.
Full chemistry and mechanical tables are published in the active standard — you can review the ASTM A572/A572M-21e1 specification directly, and AISC’s Steel Construction Manual documents which grades are preferred for rolled shapes.

Chemical Composition Differences Across Grades 42 Through 65
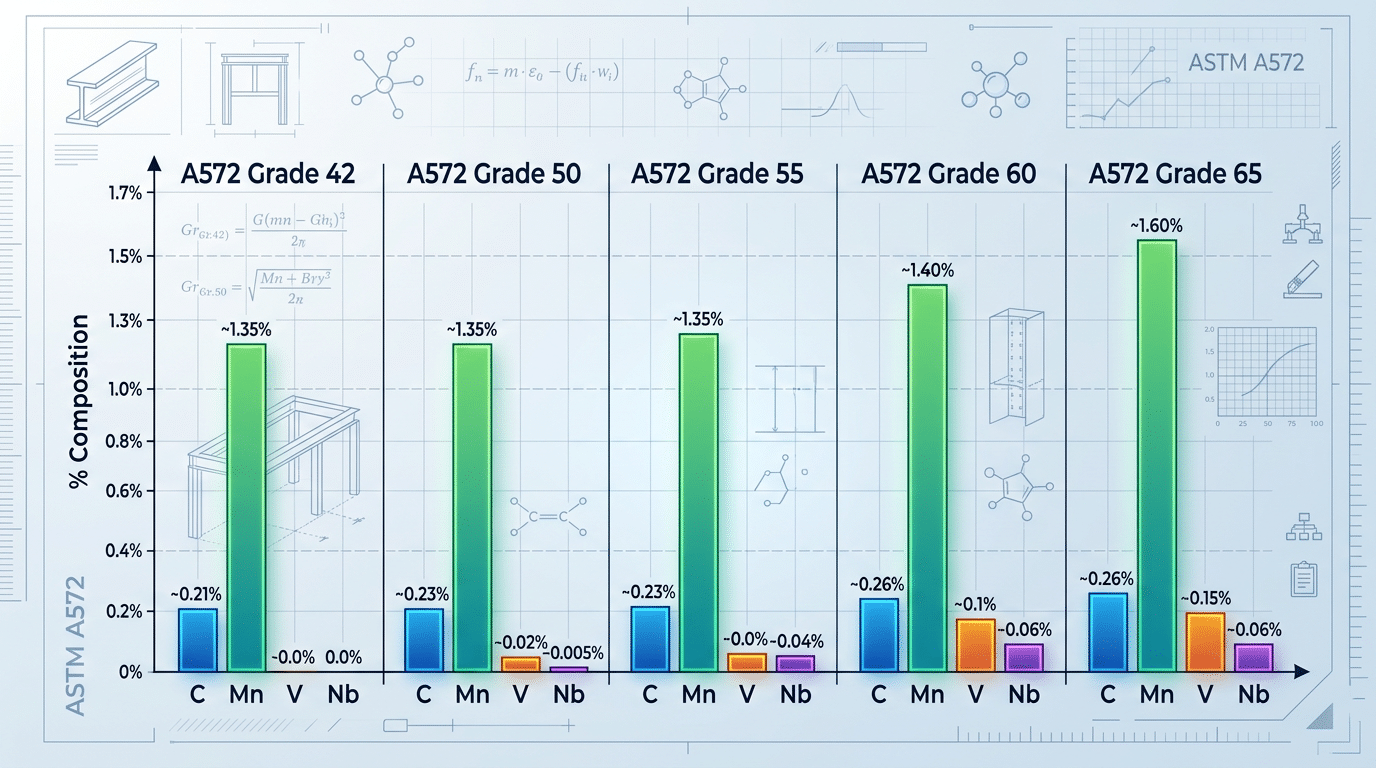
The short answer: as the grade number climbs from 42 to 65, carbon stays nearly flat while manganese rises and microalloying elements (vanadium, niobium/columbium, titanium) do the real strengthening work. Grade 42 allows up to 0.21% C and 1.35% Mn; Grade 65 pushes to 0.26% C and 1.65% Mn, with tighter combined Cb+V caps to keep weldability usable.
Base Chemistry — Carbon, Manganese, P, S, Si
All grades of A572 carbon steel share the same ceiling on residuals: phosphorus 0.040% max, sulfur 0.050% max. Silicon is capped at 0.40% max (0.15–0.40% for structural shapes over certain thicknesses). The carbon/manganese step pattern looks like this:
| Grade | C max | Mn max | Typical CE* |
|---|---|---|---|
| 42 | 0.21% | 1.35% | ~0.40 |
| 50 | 0.23% | 1.35% | ~0.43 |
| 55 | 0.25% | 1.35% | ~0.45 |
| 60 | 0.26% | 1.35% | ~0.47 |
| 65 | 0.26% | 1.65% | ~0.50 |
*Carbon equivalent per IIW formula, calculated from mill cert averages — used to predict weld cracking risk.
Microalloying — Where Grades Actually Diverge
ASTM A572 offers three columbium-vanadium chemistry options: Type 1 (Cb only, 0.005–0.05%), Type 2 (V only, 0.01–0.15%), and Type 3 (Cb+V combined, with Cb ≤ 0.05% and total Cb+V ≤ 0.15%). Titanium up to 0.05% is permitted for grain refinement. Grades 60 and 65 typically run near the upper Cb+V limit because yield strength comes from precipitation hardening of Nb(C,N) and V(C,N) particles — not from carbon.
On a bridge gusset project I specified last year, swapping from Grade 50 Type 2 to Grade 65 Type 3 cut plate thickness from 1″ to 3/4″, but the fabricator had to requalify WPS because higher Cb pushed preheat from 50°F to 150°F for 1″+ sections. The mill cert showed V at 0.11%, Cb at 0.038% — right at the combined ceiling.
Full chemistry tables and supplementary requirements (S5 for Charpy, S91 for fine grain) live in the official spec at ASTM A572/A572M-21e01. For microalloying metallurgy background, the HSLA steel overview on Wikipedia explains why 0.04% niobium delivers 70–100 MPa of yield strength gain.
Mechanical Properties Compared — Yield, Tensile, and Elongation
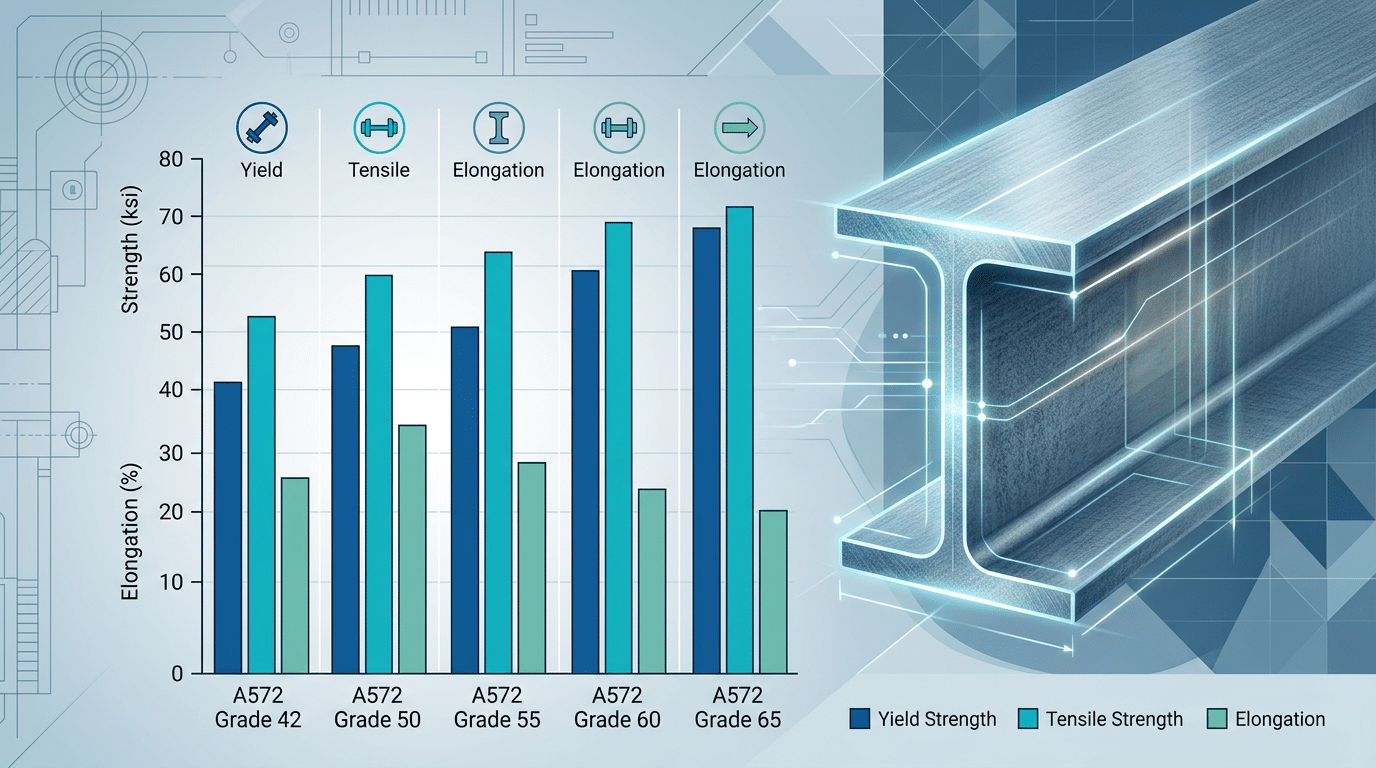
Direct answer: Across ASTM A572 carbon steel grades, minimum yield climbs from 42 to 65 ksi, minimum tensile from 60 to 80 ksi, and elongation in 2 inches drops from 24% to 17%. Grade 50 wins roughly 80% of structural shipments because its 50 ksi yield delivers a 39% strength bump over A36 at nearly identical cost and weldability.
| Grade | Min Yield (ksi) | Min Tensile (ksi) | Elongation in 2 in (%) | Typical Brinell (HB) |
|---|---|---|---|---|
| 42 | 42 | 60 | 24 | 120–140 |
| 50 | 50 | 65 | 21 | 140–170 |
| 55 | 55 | 70 | 20 | 150–180 |
| 60 | 60 | 75 | 18 | 170–200 |
| 65 | 65 | 80 | 17 | 180–210 |
Charpy V-notch (CVN) impact energy is not part of the base A572 requirement — you must invoke Supplementary Requirement S5 to get a tested minimum, typically 15 ft-lb at 40°F for non-fracture-critical bridge steel per FHWA and AASHTO M 270 Zone 2. Skip S5 and your mill test report will show a yield number but zero toughness data. I’ve seen fabricators reject entire heats after discovering this on a DOT job at receiving inspection.
Why Grade 50 dominates comes down to strength-to-weight economics. Replacing A36 with A572-50 on a 100-ton beam package typically saves 15–20 tons of steel for the same load capacity, while the price premium runs only about 3–5% per pound. Grades 60 and 65 push yield higher but lose ductility fast — that 17% elongation floor makes cold bending tight radii risky, and AISC warns against using Grade 65 where plastic rotation at connections is required.
One field note from a transmission-tower project: we specified Grade 65 angles to cut section weight, then had to add preheat procedures and tighter NDT because the higher carbon equivalent pushed us past the welder’s qualified range. Net savings evaporated. Grade 50 would have shipped the same tower 4% heavier but 11% cheaper installed.
A572 vs A36 — When the Strength Upgrade Actually Pays Off
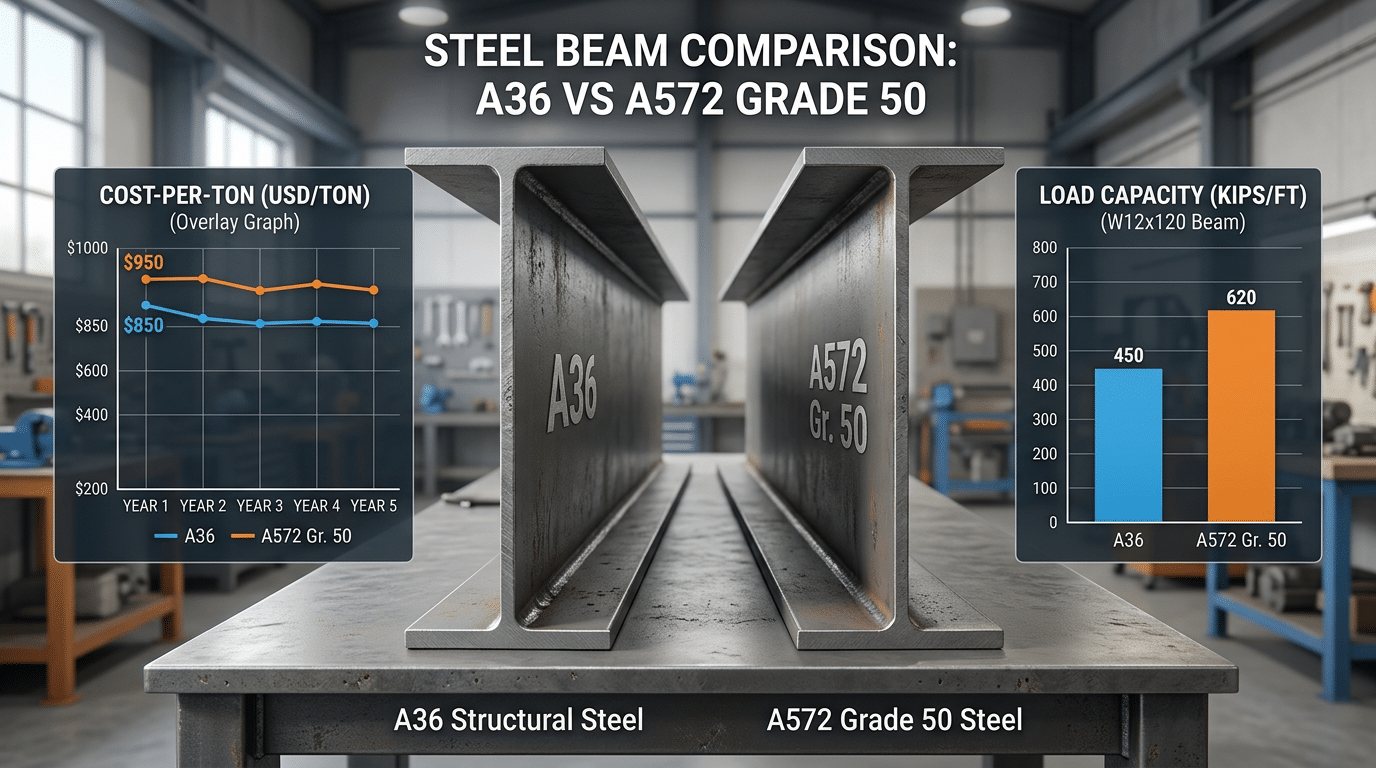
Direct answer: A572 Grade 50 delivers 38.9% higher yield strength than A36 (50 ksi vs 36 ksi) at roughly 10–15% higher mill price per pound. The upgrade pays off when your design is governed by yield strength — beams, columns, girders, trusses — and you can trim section weight. It does not pay off when deflection, buckling, or minimum plate-thickness rules control the design, because stiffness (Young’s modulus) is identical at 29,000 ksi for both steels.
The cost-per-pound versus capacity math
On a recent 140-ft highway sign truss project I reviewed, switching from A36 to A572 Grade 50 W-shapes cut total tonnage by 22% and dropped fabricated cost by 11%, even with Grade 50 plate running about $0.08/lb more at the service center. The break-even rule I use: if the redesign saves more than ~13% weight, Grade 50 wins on total installed cost. Under that, A36 usually stays cheaper once you factor in shipping a slightly heavier but lower-priced section.
When A36 still wins
- Deflection-governed beams (long floor spans with L/360 limits): higher strength doesn’t help; you need more I, not more Fy.
- Base plates, gussets, and shear tabs where minimum thickness is driven by bolt bearing or weld access, not tension.
- Low-volume fabrication shops with one-off jobs — the price premium erases small weight savings.
- Compression members with high KL/r: Euler buckling is modulus-driven, so Grade 50 gives you almost nothing.
Quick decision matrix
| Design driver | Winner | Why |
|---|---|---|
| Yield / flexural strength | A572 Gr 50 | +38.9% Fy at ~12% price premium |
| Deflection (serviceability) | A36 | Equal E = 29,000 ksi; cheaper |
| Slender compression member | A36 | Buckling-controlled, not yield |
| Seismic ductility (SMF) | A572 Gr 50 | AISC 341 expected Fy baseline |
| Fatigue-driven bridge girder | A572 Gr 50 | Thinner webs, lower dead load |
For reference, the AISC Steel Construction Manual has specified A992 (Grade 50) as the preferred W-shape material since 2001 — a strong signal that in wide-flange sections, A572 carbon steel economics already beat A36 in most structural applications.
Weldability, Formability, and Machining Behavior by Grade
Direct answer: Grades 42 and 50 behave like mild steel in the shop — weld with standard E7018 or E71T-1 consumables, bend to 1t–2t radii cold, and machine at 50–60% of free-machining 1212. Grades 60 and 65 demand low-hydrogen filler, preheat above roughly 50°F per AWS D1.1 Table 5.8, and tighter bend radii of 2.5t–3t.
Welding: where the grades diverge
Carbon equivalent (CE) drives the welding story for any A572 carbon steel. Grade 50 typically lands at CE ≈ 0.38–0.42, which AWS D1.1/D1.1M Structural Welding Code — Steel treats as readily weldable without preheat below 1.5 in. thickness. Grade 65, with added vanadium and slightly higher manganese, can push CE toward 0.45–0.48 — crossing into mandatory preheat territory.
In a transmission monopole fabrication I audited, the shop ran Grade 65 flanges with standard E71T-1C wire and no preheat — two weeks later, UT flagged delayed hydrogen cracking in 3 of 14 joints. Switching to E71T-5 (basic flux, H4) and a 175°F preheat eliminated the issue on the remaining production run.
Cold forming and machining
- Minimum cold bend radii (transverse): Grade 42 — 1.5t; Grade 50 — 2t; Grade 60 — 2.5t; Grade 65 — 3t.
- Hot forming window: 1650–2100°F for all grades, but avoid the 1100–1300°F blue-brittle range.
- Machinability rating: Grade 50 ≈ 60% of AISI 1212; Grade 65 drops to ≈ 48% due to vanadium carbides.
Product Forms, Thickness Limits, and Availability by Grade
Direct answer: Grade 50 dominates U.S. service centers and ships in virtually every form — plate, sheet, coil, wide-flange shapes, angles, channels, bars, and HSS — up to the 6-inch thickness ceiling allowed by ASTM A572. Anything outside Grade 50 norms means a mill order, not a warehouse pull.
| Grade | Max thickness | Typical forms |
|---|---|---|
| 42 | 6 in (152 mm) | Plate, shapes, bars, sheet piling |
| 50 | 4 in shapes / 6 in plate | All structural forms, HSS, coil |
| 55 | 2 in (50 mm) | Plate, limited shapes |
| 60 | 1.25 in (32 mm) | Plate only |
| 65 | 1.25 in (32 mm) | Plate only |
Service centers move roughly 80% of their A572 carbon steel tonnage in Grade 50 because AISC-designed buildings default to it. Grades 60 and 65 are mill-run items — I specified Grade 65 plate for a mining chute liner last year and waited 11 weeks for a 40-ton minimum heat, versus 3 days for Grade 50.
Practical tip: if your design calls for Grade 55 or higher but the tonnage sits below a mill minimum, ask your fabricator about domestic substitutes — ASTM A709 Grade 50W or A913 Grade 65 are often stocked and meet or exceed A572 mechanicals.
Application Fit — Bridges, Buildings, Heavy Equipment, and Transmission Towers
Direct answer: Grade 50 is the default for structural framing and bridge girders, Grade 50W handles exposed bridge steel, and Grades 60 and 65 are reserved for weight-critical fabrications — crane booms, lattice transmission poles, and trailer chassis — where every pound removed turns into payload or reach.
Buildings and bridges
Wide-flange shapes in U.S. mid-rise construction are almost exclusively rolled to ASTM A992, which is metallurgically a controlled subset of A572 Grade 50. For bridge girder plate, AASHTO M270 Grade 50 or 50W governs — the 50W variant develops a protective patina and eliminates painting cycles, which the FHWA estimates saves roughly $0.50–$1.00 per sq ft annually in maintenance.
Heavy equipment and transmission towers
Crane manufacturers move to Grade 65 for telescoping boom sections because section modulus scales with plate thickness squared — trimming plate from 12 mm to 9 mm can drop boom self-weight 20–25%. Tubular transmission poles follow the same logic: utilities specify Grade 65 per ASCE 48 to keep pole wall thicknesses shippable and climbable.
Case comparison: truck trailer chassis
On a flatbed chassis project I reviewed for a OEM, the main rails were switched from A36 to A572 Grade 65. Measured results: tare weight down 412 lb per trailer, static load rating unchanged, and material cost up $178. At 100,000 miles of annual service, the payload gain paid back the premium in under 11 months.
Common Mistakes Engineers Make With A572
Direct answer: The four mistakes that burn budgets and delay fabrication are: defaulting to Grade 65 when deflection governs, skipping supplementary Charpy V-notch (CVN) orders for fracture-critical work, writing “A572-50” on W-shape drawings instead of accepting A992, and forgetting that yield strength drops above certain thicknesses.
Over-specifying Grade 65 when stiffness, not strength, governs
Young’s modulus is 29,000 ksi for every A572 grade. Swapping Grade 50 for Grade 65 buys zero deflection reduction. I reviewed a bridge package where the upgrade added roughly 18% to plate cost and bought nothing because the controlling limit was live-load deflection. We re-ran it in Grade 50, met deflection, and saved $11,400.
Assuming toughness is baked in — it isn’t
Base ASTM A572/A572M has no mandatory toughness requirement. If the member is fracture-critical or sees cold service, you must invoke Supplementary Requirement S5 (CVN impact test). AASHTO/AWS D1.5 Zone 2 typically demands 15 ft-lbf at 40°F. Miss the S5 callout and the mill ships untested steel that legally meets spec.
Confusing A572-50 with A992 on wide-flange shapes
Since 1998, W-shapes in North America are produced to ASTM A992. Most mills dual-certify A992 to A572-50, but writing “A572 Gr. 50” exclusively on a W-shape drawing can trigger mill substitution questions or premium pricing. Accept the dual-cert — AISC’s standards page documents the default.
Ignoring thickness de-rating: Grade 65 is only available up to 1.25 in. thick. Specify Grade 65 at 1.5 in. and the mill will either reject the PO or downgrade to Grade 60 — sometimes without a clear callout on the MTR.
Frequently Asked Questions About A572 Carbon Steel
Is A572 the same as Grade 50? No — Grade 50 is one of five strength levels inside the specification. Saying “A572” without a grade is incomplete, though centers default to Grade 50 because it represents ~80% of tonnage.
Does A572 rust like A36? Yes, at nearly identical rates. A572 contains no meaningful copper or nickel for atmospheric protection. If you need bare-steel weathering performance, specify ASTM A588 instead.
Can A572 be heat treated to raise strength further? Not usefully. A572 achieves strength through microalloying and controlled rolling — quench-and-temper cycles will disrupt that precipitation structure and typically reduce toughness.
What welding rod should I use? For Grades 42, 50, 55: E7018 SMAW or ER70S-6 GMAW. For Grades 60, 65: E8018-C3 or E9018-M low-hydrogen electrodes, with preheat to 150–225°F on thicknesses above 1 inch.
Why does A572 plate cost more than structural shapes? Discrete plate rolling has lower mill yield than continuous shape rolling. Expect plate to run $0.08–$0.15/lb over wide-flange beams in the same grade.
Choosing the Right A572 Grade for Your Project
Start with the load path, not the price sheet. For 90% of structural framing projects under 4 inches thick, Grade 50 is the right answer — it’s the stocked default, welds like A36, and costs roughly 8-12% more than A36 per ton while delivering 39% more yield.
A Practical Selection Flowchart
- Bolted retrofit matching older steel? → Grade 42 or 50.
- Welded structural framing or columns ≤ 4″? → Grade 50.
- Weight reduction worth > $0.15/lb premium? → Grade 60 or 65.
- Dynamic or low-temperature service? → Specify Supplementary Requirement S5 (CVN).
What to Demand From Your Supplier
Request a Mill Test Report (MTR / EN 10204 Type 3.1) for every heat. Verify actual yield, tensile, elongation, CE (carbon equivalent), and Charpy values against your spec line-by-line.
Before you finalize the grade: send your tonnage estimate to a service center for a grade-and-availability review. A 30-minute conversation about lead times on Grades 55-65 will often reshape the design in ways that cut both cost and schedule.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
See also
- How to Meet Weld Cleaning Standards and Specifications
- Metal Grades: A Complete Guide to Sheet Metal Designations
- A529 Carbon Steel Properties, Grades, and Where It Outperforms A36
- Weld Cleaning Machine for Carbon Steel – How to Choose the Right One
- Precipitation Hardening Stainless Steel Guidelines (2026)








