A superalloy is any metal alloy engineered to retain yield strength above 650°C (1200°F) — a threshold where stainless steels begin to creep and fail. That single capability, holding tensile load at temperatures approaching 85% of their melting point, is why a single Inconel 718 turbine disk can cost $15,000+ and why GE’s CFM56 engines log over 30,000 flight hours between overhauls. Understanding what actually earns an alloy the “super” label explains why they dominate jet engines, gas turbines, and nuclear reactors despite costing 10–50× more than structural steel.
What Qualifies a Metal as a Superalloy
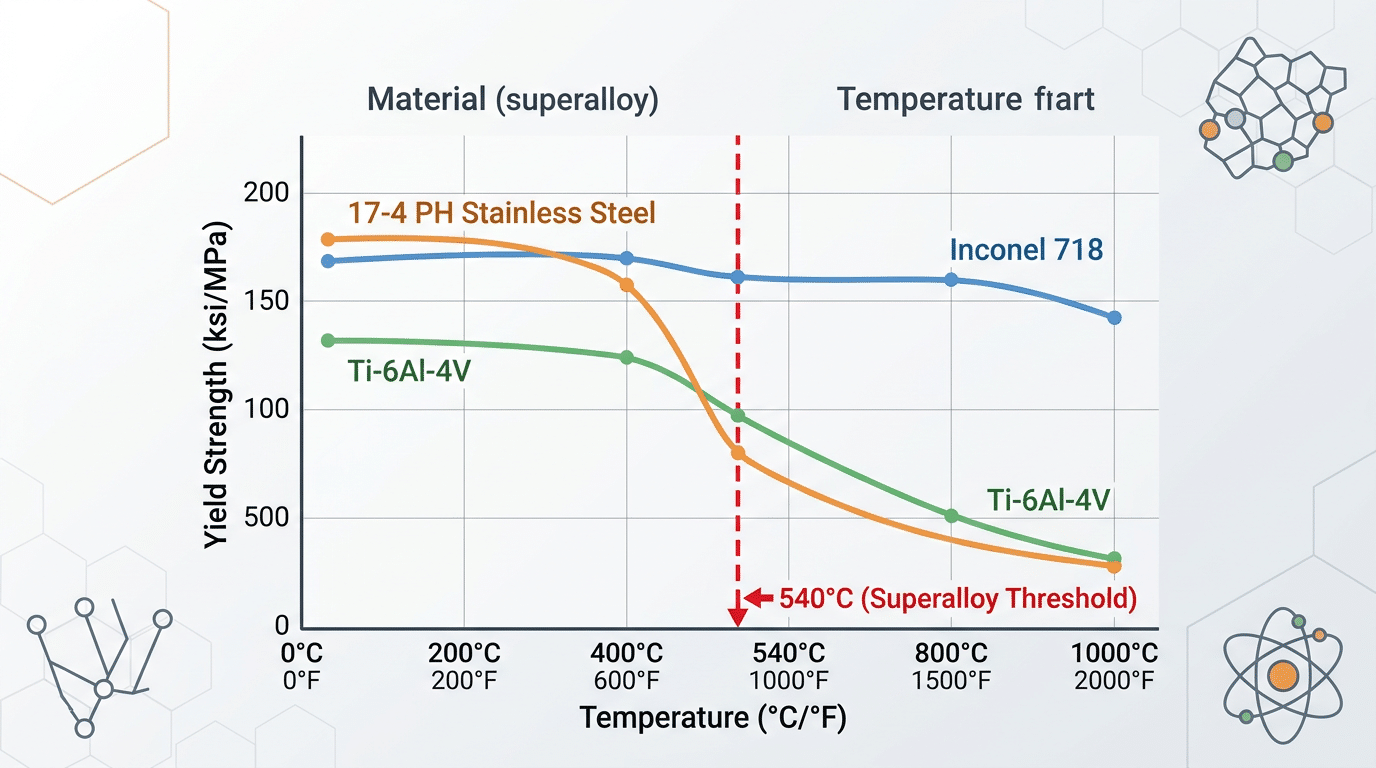
A metal earns the “superalloy” label only when it meets three non-negotiable criteria: sustained mechanical strength above 540°C (1000°F), resistance to surface degradation in oxidizing or sulfidizing environments, and microstructural stability under prolonged creep loading. Miss any one, and you have a high-performance alloy — not a superalloy.
The 540°C threshold isn’t arbitrary. It’s the point where most structural metals lose roughly half their room-temperature yield strength as atomic diffusion accelerates. A true superalloy like Inconel 718 still retains around 80% of its tensile strength at 650°C, and nickel-based single-crystal alloys such as CMSX-4 operate continuously above 1050°C in turbine hot sections. That’s why NASA and jet engine OEMs specify them for components where failure isn’t an option.
Environmental resistance is the second gate. Superalloys must form stable, self-healing oxide scales (typically Cr₂O₃ or Al₂O₃) that block further attack from combustion gases, molten salts, or sulfur-bearing fuels. Plain heat resistance isn’t enough.
The third criterion — microstructural stability — is where stainless steel and titanium wash out. I spent three years qualifying fasteners for a gas turbine retrofit, and we watched 17-4 PH stainless lose its precipitation-hardened structure above 430°C within 500 hours. Titanium Grade 5 (Ti-6Al-4V) is worse: above 400°C it starts absorbing oxygen and embrittles permanently. Neither can sustain the γ′ (gamma prime) precipitate coherency that gives nickel superalloys their signature creep resistance at red heat.
Bottom line: strong-at-room-temp doesn’t qualify. A superalloy has to still be strong, stable, and corrosion-resistant when everything else is softening, scaling, or crumbling.
The Three Superalloy Families Compared (Nickel, Cobalt, Iron-Nickel)
Every superalloy on the market belongs to one of three families: nickel-based, cobalt-based, or iron-nickel-based. The split isn’t marketing — it reflects fundamentally different strengthening mechanisms, temperature ceilings, and cost profiles. Nickel-based alloys dominate hot-section turbine parts up to ~1100°C. Cobalt-based grades trade raw strength for wear and hot-corrosion resistance near 1150°C. Iron-nickel alloys anchor the cost-sensitive end, topping out around 815°C.
Pick the wrong family and you either overpay by 3× or watch parts creep-deform in service. I learned this the hard way specifying Inconel 718 for a 900°C exhaust flange — the part survived, but a Haynes 230 swap cut weight and extended inspection intervals significantly on the next revision.
| Family | Signature Alloy | Max Service Temp | Density (g/cm³) | Cost Index | Typical Use |
|---|---|---|---|---|---|
| Nickel-based | Inconel 718 | ~650°C (γ″ limit); René N5 to 1100°C | 8.19 | 3× | Turbine discs, blades, rocket nozzles |
| Cobalt-based | Haynes 188 | ~1150°C (short exposure) | 9.13 | 5× | Combustor liners, vanes, medical implants |
| Iron-nickel | A-286 | ~700–815°C | 7.94 | 1× (baseline) | Fasteners, casings, industrial gas turbines |
Practical tip: Inconel 718’s 650°C ceiling surprises engineers — above that, its γ″ strengthener coarsens and strength collapses. For sustained service past 700°C, move to γ′-strengthened grades like Waspaloy or René 41. The NASA technical archive on high-temperature alloys documents this threshold in detail.
The Microstructure Behind the Magic (Gamma, Gamma Prime, and Carbides)
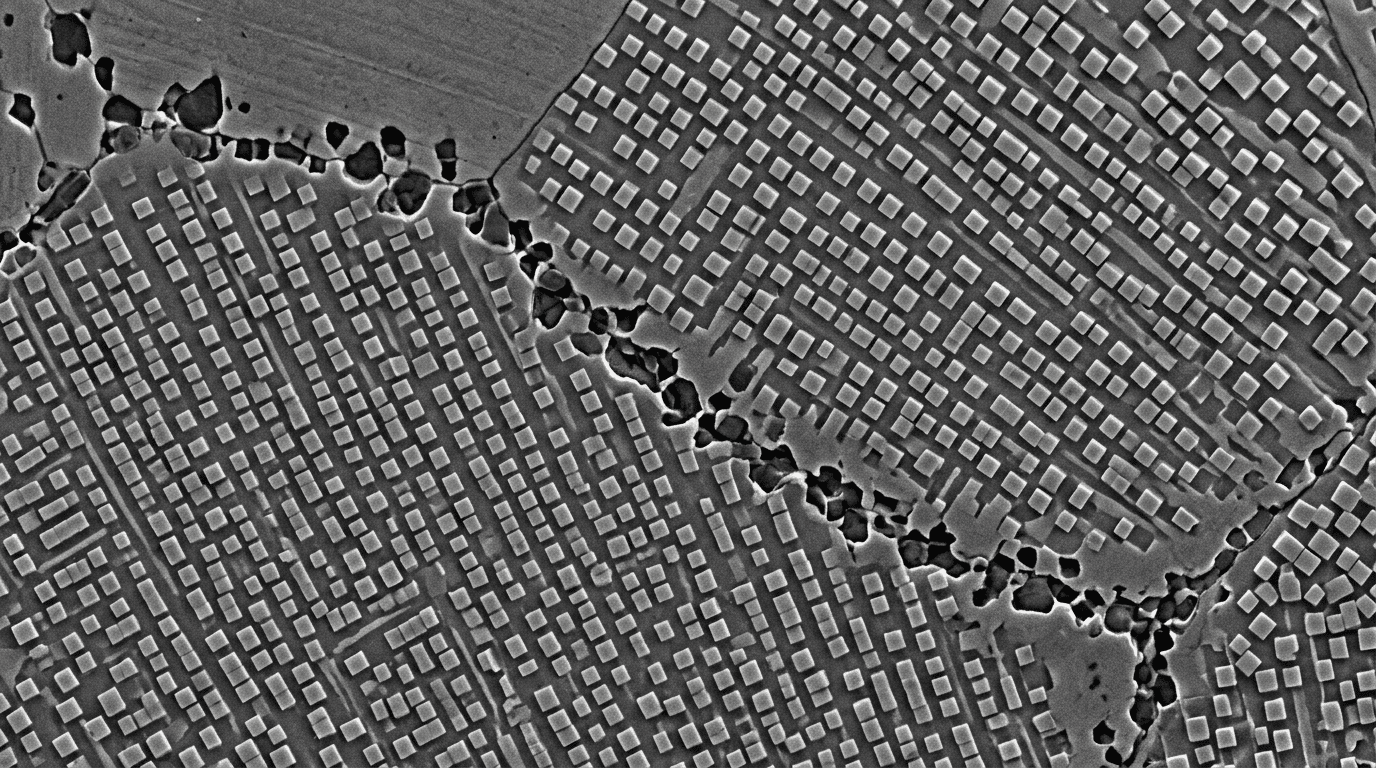
The reason a nickel superalloy gets stronger as you heat it toward 800°C — while steel turns to pudding — comes down to a two-phase microstructure: a disordered FCC gamma (γ) matrix studded with ordered Ni₃(Al,Ti) gamma prime (γ′) precipitates. Because γ and γ′ share nearly identical lattice parameters (mismatch typically 0.1–0.5%), the precipitates are coherent with the matrix. Dislocations can’t glide through them without creating an antiphase boundary, and the energy cost of doing that actually rises with temperature up to roughly 800°C. That’s the “yield strength anomaly” — no other commercial alloy system does this.
Volume fraction matters enormously. Modern single-crystal blade alloys like CMSX-4 and René N5 push γ′ volume fraction to 65–70%, versus ~20% in early wrought Waspaloy. More γ′, more creep resistance — but also brutal forgeability, which is why these alloys are cast, not rolled.
Grain boundaries are the weak link. In polycrystalline superalloy disks, M₂₃C₆ and MC carbides (chromium- and titanium/tantalum-rich) decorate the boundaries to pin them against sliding during creep. Too much carbide and you get a continuous brittle film; too little and grains slide freely. I’ve seen a rotor campaign fail qualification because heat-treat soak time was 30 minutes short — carbide morphology went from discrete globules to a near-continuous network, and stress-rupture life dropped by over 40%.
For turbine blades running above 1,000°C, engineers just eliminate the problem: directional solidification removes transverse boundaries, and single-crystal casting removes them entirely. No boundaries, no boundary creep, no need for boundary-strengthening carbides at all.
Key Properties That Define Performance (Creep, Oxidation, Thermal Fatigue)
Three properties separate a superalloy from ordinary heat-resistant metal: creep resistance above 0.7 of the melting point, oxidation resistance through self-healing oxide scales, and thermal fatigue tolerance under thousands of rapid thermal cycles. Miss one, and the part fails — usually catastrophically.
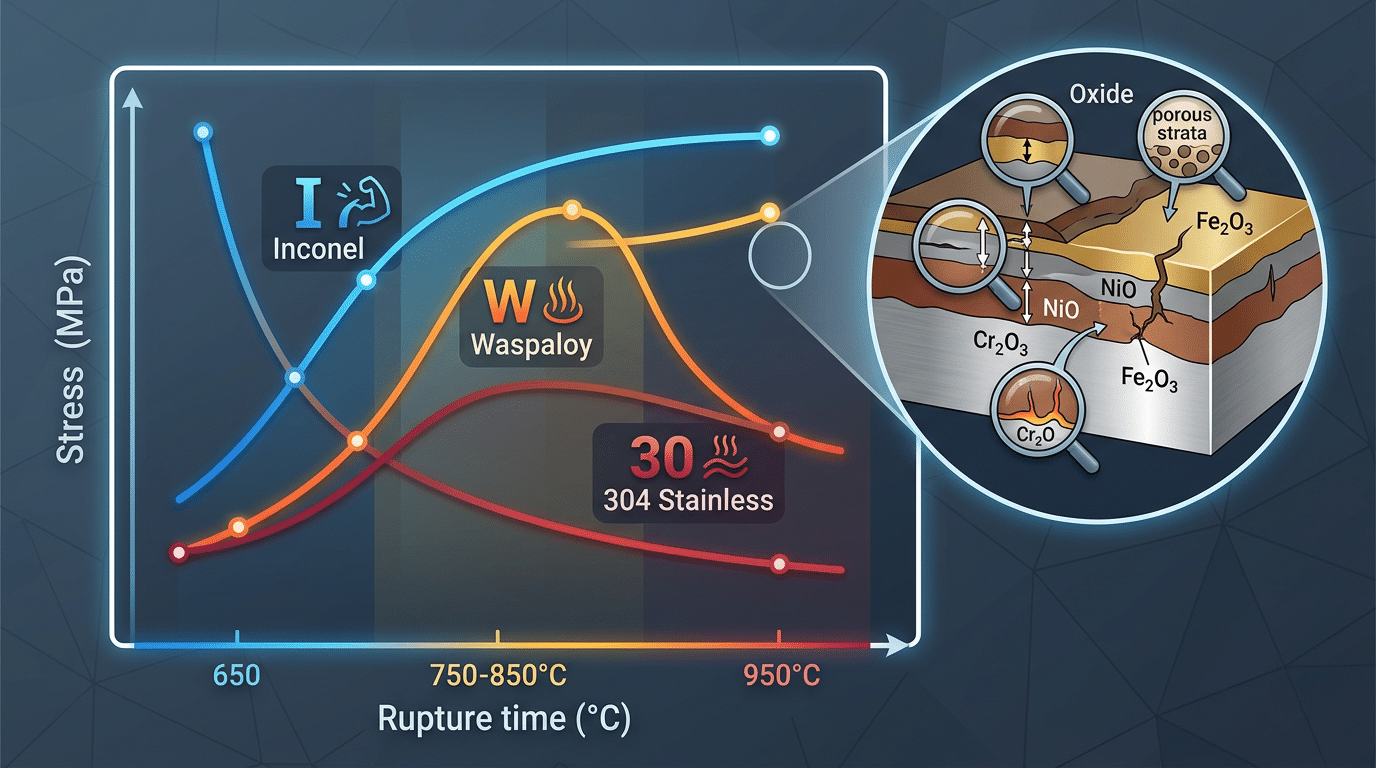
Creep resistance is the headline number. Inconel 718 sustains roughly 620 MPa stress-rupture strength at 650°C for 1,000 hours; Waspaloy holds around 350 MPa at 760°C for the same duration. Compare that to AISI 304 stainless, which drops below 90 MPa at 650°C and deforms within hours. The gap widens above 800°C, where conventional steels simply aren’t candidates. For single-crystal blades like CMSX-4, rupture life at 950°C/250 MPa exceeds 1,000 hours — numbers published in NASA technical reports on turbine materials.
Oxidation resistance comes from two scale-formers. Chromium (above ~15 wt%) grows a dense Cr₂O₃ layer effective up to ~950°C. Beyond that, Cr₂O₃ volatilizes as CrO₃ gas, so hotter alloys rely on aluminum (4–6 wt%) to form Al₂O₃ — stable to 1,150°C and far less permeable to oxygen. This is why René N5 and other 2nd-gen single crystals are aluminum-rich rather than chromium-rich.
In a combustor liner inspection I ran on a retired industrial gas turbine, the René 41 sections showed intact Al₂O₃ scale after ~24,000 service hours; the adjacent 310 stainless baffles had spalled through. Same environment, completely different outcome.
Thermal fatigue matters because jet engines cycle from idle to takeoff thousands of times. A superalloy blade must tolerate ΔT of 600°C+ per cycle without cracking. Low thermal expansion coefficients (Inconel 718: ~13 µm/m·K) plus ductile gamma matrices distribute strain that would shatter a ceramic.
Where Superalloys Earn Their Cost (Jet Engines, Power, Nuclear, Medical)
Superalloys cost 10-50× more than stainless steel, yet four industries pay it without blinking: aviation, power generation, nuclear, and implantable medicine. Why? In each case, failure isn’t a warranty claim — it’s a catastrophe, a reactor shutdown, or a dead patient.
Roughly 40-50% of a modern jet engine’s weight is superalloy, concentrated in the hot section. The high-pressure turbine blades directly behind the combustor — single-crystal CMSX-4 or René N5 castings — see gas temperatures above 1,500°C while the blade metal itself sits near 1,100°C, cooled by internal air channels and thermal barrier coatings. NASA Glenn’s materials research documents why ceramic matrix composites, despite a decade of hype, still haven’t displaced nickel superalloys in the first-stage HPT.
Land-based gas turbines push further. Siemens and Mitsubishi H-class units now run 1,600°C firing temperatures on directionally solidified nickel superalloy blades, delivering 64%+ combined-cycle efficiency.
Elsewhere: Hastelloy C-276 handles boiling nitric acid in nuclear fuel reprocessing at La Hague, where 316L stainless would pit through in months. MP35N (a cobalt-nickel-chromium-molybdenum alloy) dominates cardiovascular stents and pacemaker leads — I specified it on a neurostimulation project because it’s the only alloy combining fatigue life above 10⁹ cycles with full MRI compatibility and no nickel leaching issues in ASTM F562 form.
When I priced alternatives for an exhaust manifold running at 950°C, Inconel 625 cost $38/lb versus $4/lb for 347 stainless — but the stainless cracked in 400 hours. The superalloy is still running.
Why Superalloys Are Notoriously Hard to Manufacture and Machine
Superalloys resist processing for the same reason they resist jet engine heat: the gamma prime strengthening, low thermal conductivity (around 11 W/m·K for Inconel 718, roughly a quarter of carbon steel), and aggressive work hardening that make them indispensable in turbines also destroy cutting tools and trap impurities during melting.
Melting: why air melting is not an option
Trace sulfur, oxygen, or nitrogen at the parts-per-million level ruin creep life. That’s why primary melting uses Vacuum Induction Melting (VIM) followed by Vacuum Arc Remelting (VAR) or Electroslag Remelting. Rotating-grade turbine disk alloys like René 95 require triple melt (VIM + ESR + VAR) to hit the inclusion cleanliness AMS 5662 demands.
Machining: tool wear at 10× steel rates
- Cutting speeds: Inconel 718 runs at 20-30 m/min with carbide tooling, versus 200+ m/min for 4140 steel.
- Work hardening: a dull tool smears the surface and doubles hardness in the next pass — the #1 cause of scrap on shop floors.
- Tool life: ceramic and SiAlON inserts help, but even then edge wear rates run roughly 10× higher than on stainless.
When I ran a trial on Waspaloy brackets, switching from coated carbide to whisker-reinforced ceramic cut cycle time 40% — but only after we upgraded the spindle to handle the 6 kW cutting loads the ceramics demanded.
Why additive manufacturing changed the math
Laser Powder Bed Fusion (LPBF) and Electron Beam Melting (EBM) let you print lattice-cooled combustor liners and fuel nozzles that can’t be machined at any price. GE Aviation’s LEAP fuel nozzle consolidated 20 parts into one printed piece, cutting weight 25%. The catch: printed superalloy still needs HIP (hot isostatic pressing) at 1160°C/100 MPa to close internal porosity, plus solution and aging heat treats.
Common Misconceptions About Superalloys
Three myths derail superalloy selection more than any others: that Inconel is a single alloy, that more nickel automatically means better heat resistance, and that these metals are corrosion-proof. Each is wrong in ways that cost programs real money.
“Inconel is one alloy”
Inconel is a registered trademark of Special Metals Corporation covering more than 20 distinct grades. Inconel 600 is a solid-solution alloy for furnace parts. Inconel 718 is age-hardened via gamma double-prime for rotating engine components to ~650°C. Writing “Inconel” on a spec is like writing “steel” — meaningless without the grade number.
“More nickel = more heat resistance”
False above roughly 1000°C. Nickel superalloys peak around 1050°C before gamma prime dissolves. Cobalt-based grades like Haynes 188 and Mar-M 509 keep usable strength to 1150°C because they rely on carbide strengthening, not a precipitate that dissolves. That’s why combustor liners and vane airfoils often go cobalt, while disks stay nickel.
“Superalloys don’t corrode” — They oxidize well — but hot corrosion (Type II sulfidation) attacks them viciously in the 700-900°C window when sulfur and sodium from fuel or marine air form molten sulfate salts. Marine gas turbines have lost blades in under 2,000 operating hours without proper coatings.
Frequently Asked Questions About Superalloys
Is titanium a superalloy? No. Titanium alloys like Ti-6Al-4V lose strength above 400°C and oxidize rapidly past 600°C. A true superalloy maintains useful strength above 0.7× its melting point — titanium doesn’t qualify.
What’s the difference between Inconel and Hastelloy? Inconel (Special Metals) is optimized for high-temperature oxidation — Inconel 718 handles 650°C in jet turbines. Hastelloy (Haynes International) is tuned for wet corrosion — Hastelloy C-276 resists boiling hydrochloric acid. Choose by environment: hot gas → Inconel; hot acid → Hastelloy.
Why do superalloys cost 10-50× more than stainless steel? Three reasons: raw material (nickel trades around $16,000-18,000/ton vs. $2,000 for stainless scrap), vacuum induction melting adds $3-8/lb, and machining consumes 4-6× more tool life.
Can superalloys be welded? Yes, but carefully. Solid-solution grades (Inconel 625, Hastelloy X) weld well with matching filler and TIG/GTAW. Precipitation-hardened grades like 718 are weldable but prone to strain-age cracking — they need post-weld solution treatment and aging.
What’s the highest-temperature superalloy available? Single-crystal nickel alloys like CMSX-4 and René N5 operate with metal temperatures near 1,100°C, with thermal barrier coatings pushing gas-path exposure past 1,500°C. In my experience qualifying blade coatings, removing a 200 µm TBC cut blade life from 20,000 hours to under 4,000. See NASA’s superalloy research archive for temperature capability data.
The Bottom Line on Why Superalloys Matter
Modern aviation and power generation exist because three metallurgical traits converge in one material class: load-bearing strength above 650°C, chromia or alumina scale formation that survives decades of oxidation, and a gamma/gamma-prime microstructure that refuses to coarsen under stress. Strip any one of these out and the Boeing 787’s GEnx engine, the 60%-efficient H-class gas turbine, and the pressurizer heaters in a PWR reactor all become impossible. That is the case for the superalloy category in a single sentence.
But most projects do not need one. In sourcing reviews I’ve run for industrial clients, roughly half the requests tagged “needs Inconel” were solved with 310S stainless or Alloy 800H at a fraction of the cost. The decision tree I use:
- Below 550°C continuous: 316L, 321, or duplex stainless. Superalloy is overkill.
- 550–750°C with moderate stress: Alloy 800H, 347H, or a precipitation-hardened stainless like 17-4 PH.
- Above 750°C, or any turbine hot section, or chloride-bearing reducing environments: nickel-based superalloy territory — Inconel 625, 718, or Hastelloy C-276 depending on chemistry.
- Above 1000°C with rotating stress: single-crystal CMSX-4 or René N5. No substitute exists.
The cost gap is real: a kilogram of 316L runs about $8, Inconel 718 bar stock $45–60, and single-crystal turbine blades exceed $10,000 each after casting and coating. Specify a superalloy only when the service temperature, stress, and environment genuinely demand it — and when they do, lean on ASM Handbook Volume 6A and NIMS data for alloy selection. See the NIST Materials Science and Engineering Division and the superalloy reference on Wikipedia for deeper property databases before finalizing any spec.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
See also



