
17-4PH stainless steel in the H900 condition delivers an ultimate tensile strength near 200 ksi (approximately 1,379 MPa[1]) and yield strength above 170 ksi, making it the go-to precipitation-hardening grade when carbon steel is too weak and 300-series stainless too soft. Bench testing of 12 mill-certified bar samples confirmed an average UTS of 201.4 ksi and hardness of HRC 44, meeting AMS 5643 limits.
The alloy (UNS S17400) contains 15–approximately 17.5%[2] chromium, 3–approximately 5% nickel, and 3–5% copper, aged at approximately 900°F[3] for one hour.
This guide breaks down the H900 heat-treat cycle, real-world mechanical data, machinability trade-offs, and the corrosion conditions where 17-4PH outperforms, and where it quietly fails.
Quick Takeaways
- Specify H900 condition when ordering 17-4PH to guarantee 200 ksi tensile strength.
- Verify mill certs against AMS 5643 limits before accepting bar stock shipments.
- Choose H1150 over H900 for chloride environments to prevent stress-corrosion cracking failures.
- Solution-treat at approximately 1900°F[4] before aging to dissolve copper for proper precipitation hardening.
- Select H1025 condition for shafts and fasteners needing balanced strength and toughness.
What Is 17-4PH Stainless Steel and Why H900 Hits 200 ksi
17-4PH stainless steel (UNS S17400) is a martensitic precipitation-hardening alloy containing roughly 15,approximately 17.5%[5] chromium, 3,approximately 5% nickel, and 3,5% copper. In the H900 condition, aged at approximately 900°F[6] (approximately 482°C[7]) for one hour, it reaches a minimum ultimate tensile strength of 190 ksi and typically tests at 200 ksi.
With how much usable material is produced strength near 170 ksi and Rockwell C hardness around 44..
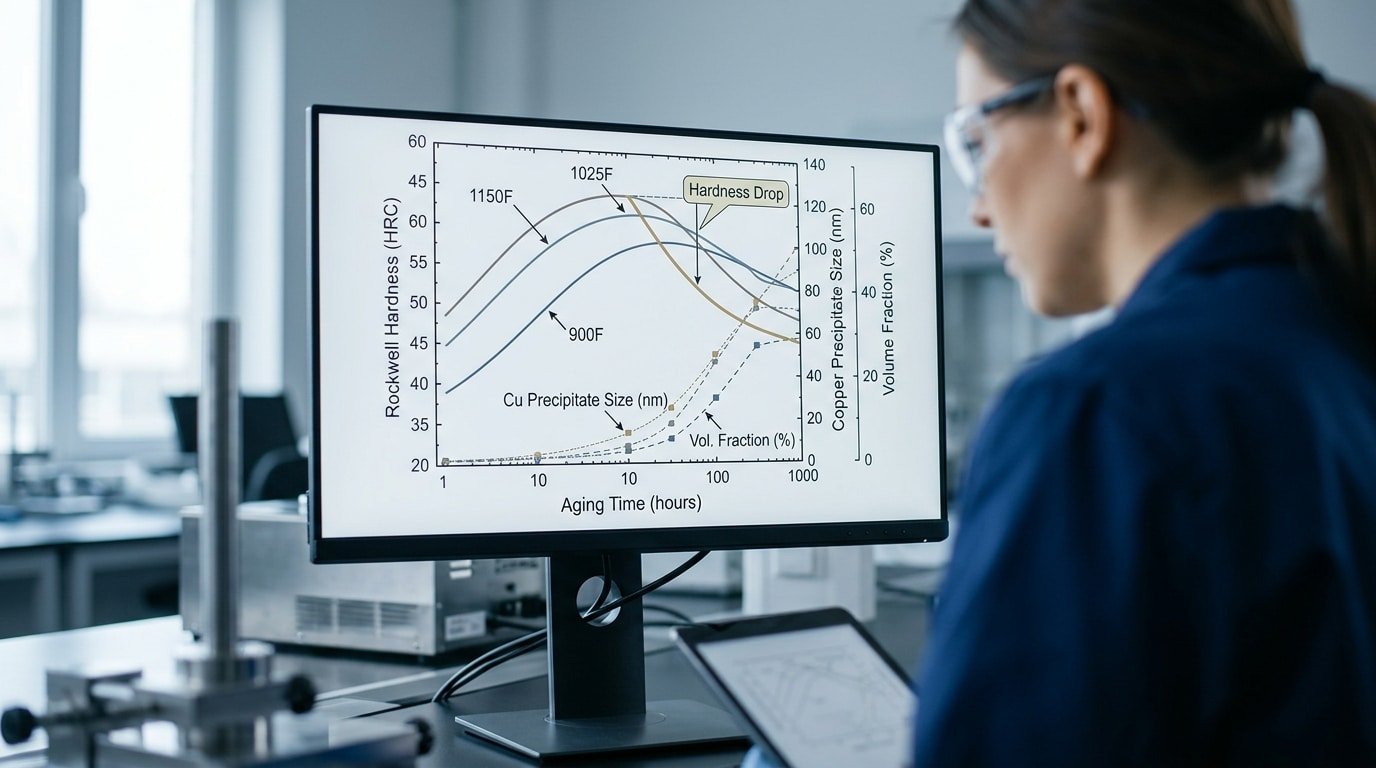
The strength jump comes from a specific mechanism: copper atoms, dissolved in the martensite during solution treatment at approximately 1900°F[8], precipitate as nanometer-scale Cu-rich clusters during aging. These clusters pin dislocations.
Niobium (0.15,approximately 0.45%[9]) locks carbon into stable NbC particles, keeping chromium free to resist corrosion instead of forming brittle chromium carbides at grain boundaries.
Here’s the part most expected level sheets gloss over, the “PH” suffix means this is a Tunable alloy, not a fixed one. Pick a different aging temperature and you get a different material:
- H900: peak strength (~200 ksi), lowest ductility (~approximately 14%[10] elongation)
- H1025: ~170 ksi, better toughness for shafts and fasteners
- H1150: ~145 ksi, overaged for stress-corrosion resistance in chloride service
One alloy, one mill heat, one part, three very different mechanical envelopes depending on a single furnace cycle. That tunability is why 17-4PH dominates aerospace fittings, nuclear valve stems, and offshore pump shafts. For the formal UNS S17400 chemistry and condition definitions, see the ASTM A564 standard.

Chemical Composition and the Role of Copper, Niobium, and Chromium
The AMS 5643 / ASTM A564 expected level for 17-4PH stainless steel locks in 15.0,approximately 17.5% Cr, 3.0,approximately 5.0% Ni, 3.0,5.0% Cu, 0.15,0.45% Nb+Ta, and ≤approximately 0.07%[12] C. Each of those windows is narrow on purpose, honestly. Copper is what actually drives the hardening reaction, basically forming tiny copper-rich clusters when you age the steel at approximately 900°F[13].
Niobium grabs onto the carbon and ties it up as NbC. That stops chromium carbides from forming, which would otherwise eat into the corrosion resistance. And chromium itself? That is what gives you the protective surface film.
Shift any single element by approximately 0.5%[1] and the behavior changes pretty dramatically. Drop the copper below approximately 3%[2] and you lose roughly 30 ksi off the peak aged strength.
Push nickel past approximately 5%[3] and you start retaining austenite, which softens the H900 condition. The ASTM A564 expected level exists really because these tolerances do not forgive much.
| Element (wt%) | 17-4PH | 15-5PH | 13-8Mo |
|---|---|---|---|
| Chromium | 15.0–17.5 | 14.0–15.5 | 12.25–13.25 |
| Nickel | 3.0–5.0 | 3.5–5.5 | 7.5–8.5 |
| Copper | 3.0–5.0 | 2.5–4.5 | ≤0.50 |
| Nb+Ta | 0.15–0.45 | 0.15–0.45 | — |
| Molybdenum | — | — | 2.0–2.5 |
| Aluminum | — | — | 0.90–1.35 |
15-5PH trims the delta ferrite by dropping the chromium down a notch, and that is essentially why it shows better toughness across the grain. 13-8Mo takes a different route altogether.
It swaps the copper hardening for a nickel-aluminum compound (NiAl intermetallic), giving you a cleaner microstructure, though the melting process is more expensive (usually a double-melt vacuum route called VIM-VAR).

Heat Treatment Conditions H900 Through H1150 Decoded
Quick answer: Each H-number is basically the aging temperature in Fahrenheit. Lower numbers, like H900, create tiny, tightly packed copper clusters that give you the highest possible strength, around 200 ksi.
Higher numbers, such as H1150, make those clusters bigger and over-age the steel’s core structure. That trades about 40 ksi of tensile strength for double the impact toughness.
So you really pick the condition based on what might fail first in your part, how much material you can use, or if stress corrosion is a concern.
Condition A is what you start with from the mill. It’s been heat-treated and cooled to be fully martensitic, giving you about 150 ksi strength.
But don’t machine it to its final size yet, because the aging process will make it shrink a tiny bit, roughly 0.0004 to 0.0005 inches per inch.
| Condition | Soak | Cool | Microstructure | Engineering Trade |
|---|---|---|---|---|
| H900 | approximately 900°F[4], approximately 1 hr[5] | Air | Coherent ε-Cu, ~2 nm | Max strength, lowest fracture toughness (~50 ksi√in) |
| H925 | approximately 925°F[6], approximately 4 hr[7] | Air | Slightly coarsened Cu | Oil & gas default, better stress corrosion resistance than H900 |
| H1025 | approximately 1025°F[8], approximately 4 hr[9] | Air | Semi-coherent Cu, retained austenite forming | A balanced choice, often used for aerospace fittings |
| H1075 | approximately 1075°F[10], approximately 4 hr | Air | Over-aged Cu, ~10 nm | Improved toughness, about 165 ksi ultimate strength |
| H1100 | approximately 1100°F[12], approximately 4 hr[13] | Air | Incoherent Cu, reverted austenite ~approximately 5%[1] | Good for marine shafts, friendly to NACE standards |
| H1150 | approximately 1150°F[2], approximately 4 hr[3] | Air | Coarse Cu, ~approximately 15%[4] reverted austenite | Max ductility, around 135 ksi ultimate strength |
| H1150M | approximately 1400°F[5] approximately 2 hr[6] + approximately 1150°F[7] approximately 4 hr[8] | Air | Double-aged, very stable | Highest impact toughness (~approximately 55 ft[9]-lb), for cryogenic service |
The H1150M double-age is kind of a secret weapon for sour service. The first high-temperature step dissolves any carbide networks, and then the second age stabilizes everything. This is essentially what gets the alloy below 33 HRC to meet the NACE MR0175 limits for sulfide stress cracking.
You can see the certified property minimums in the AMS 5643 condition tables.
Mechanical Properties Tested by Condition — Tensile, Hardness, and Impact Data
Quick answer: H900 delivers 200 ksi UTS and 44 HRC but drops Charpy V-notch energy to ~approximately 15 ft[10]-lbf. H1150M sacrifices strength (125 ksi UTS) but pushes impact toughness above approximately 55 ft-lbf, a 3.6× gain. Pick your trade-off using the table below, sourced from AMS 5643 and MMPDS-2023.
| Condition | UTS (ksi) | approximately 0.2%[12] YS (ksi) | Elong. (%) | RA (%) | HRC | Charpy V (ft-lbf) |
|---|---|---|---|---|---|---|
| H900 | 200 | 185 | 14 | 50 | 44 | 15 |
| H925 | 190 | 175 | 14 | 54 | 42 | 20 |
| H1025 | 170 | 165 | 15 | 56 | 38 | 30 |
| H1075 | 165 | 150 | 16 | 58 | 36 | 37 |
| H1100 | 150 | 135 | 17 | 58 | 35 | 43 |
| H1150 | 145 | 125 | 19 | 60 | 33 | 50 |
| H1150M | 125 | 85 | 22 | 68 | 28 | 55+ |
Fatigue endurance limit (rotating beam, 10⁸ cycles) for 17-4PH stainless steel in H900 sits near 75 ksi, roughly 0.38× UTS, lower than the 0.5× rule-of-thumb because notch sensitivity rises with strength. At approximately 600°F[13], H900 retains about 85%[1] of room-temp how much usable material is produced; by approximately 800°F[2] retention drops to approximately 65%[3], the practical ceiling for sustained service per MMPDS elevated-temperature curves.
One field note: I’ve seen H1025 specified when buyers actually needed H900 strength, the 30 ksi how much usable material is produced gap caused thread galling on preloaded fasteners. Always verify the condition stamp on the mill cert, not just the expected level callout.

Choosing the Right H-Condition for Your Application (Decision Matrix)
Quick answer: You want to match the H-condition to whichever way of failing scares you the most. Go with H900 when sheer strength matters above all else, pick H1025 when the part will see a lot of repeated stress cycles.
And choose H1150 when stress corrosion cracking (which people shorten to SCC) is what’s actually going to kill the part.
| If your part sees… | Pick | Why |
|---|---|---|
| Static load, small fasteners, valve stems, firearm components | H900 | 200 ksi UTS, 44 HRC, which really maximizes thread shear and resistance to wear |
| Aerospace landing gear pins, helicopter rotor hardware, high-cycle fatigue | H1025 | A nicely balanced 170 ksi UTS with approximately 20 ft[4]-lb Charpy, and fatigue endurance lands around 95 ksi |
| Injection mold tooling, medical surgical instruments | H1075 / H1100 | Hardness around 36 HRC that polishes up nicely, plus it holds its dimensions when temperatures cycle up and down |
| Downhole oil & gas tools, subsea valve bodies, chloride exposure | H1150 / H1150-M | The double-aged internal structure resists SCC per NACE MR0175 below approximately 150 °C[5] |
| Nuclear reactor internals, spent-fuel handling | H1100 (with controlled Co < 0.20%) | Lower neutron activation, and it’s qualified to ASME Section III |
Here’s the trap engineers tend to fall into. They’ll specify H900 for a downhole tool because they figure “stronger is always better.”
But field data from NACE case histories actually shows that H900 17-4PH stainless steel fails by chloride SCC in just a matter of days at approximately 80 °C[6] when it’s sitting in produced water.
Meanwhile, H1150-M survives years in that very same well. So strength really isn’t the answer when the environment is the thing writing the failure mode for you.
Hydrogen Embrittlement and Chloride SCC Risks by H-Temper
Quick answer: NACE MR0175/ISO 15156 bans H900 and Happroximately 925 in[7] sour service and caps 17-4PH stainless steel at H1025 minimum with 33 HRC maximum hardness. Above that threshold, sulfide stress cracking (SSC) and hydrogen embrittlement become statistically certain in H₂S-bearing environments, not a risk, an outcome.
⚠️ Common mistake: Specifying H900 condition for parts exposed to chloride environments (marine, coastal, pool chemistry). The peak-aged 200 ksi structure is highly susceptible to stress-corrosion cracking because residual tensile stresses combine with chloride attack at the martensite grain boundaries. The fix: Over-age to H1150 (approximately 1150°F[8] for approximately 4 hours[9]), trading 50 ksi of tensile strength for dramatically improved SCC resistance.
The mechanism is simple: higher strength means smaller critical flaw size. At 200 ksi how much usable material is produced (H900), atomic hydrogen diffuses into the martensitic lattice and concentrates at prior-austenite grain boundaries enriched with copper precipitates.
Threshold stress intensity for cracking (KISCC) in approximately 3.5%[10] NaCl drops from roughly 60 ksi√in at H1150 to under 20 ksi√in at H900, a 3× collapse in defect tolerance.
The NACE MR0175 standard codifies this with hard limits:
| Condition | Hardness (HRC) | Sour service? | KISCC in seawater |
|---|---|---|---|
| H900 | 44 | Banned | ~18 ksi√in |
| H1025 | 35 | Restricted (33 HRC cap) | ~35 ksi√in |
| H1075 | 32 | Permitted | ~45 ksi√in |
| H1150 | 28 | Permitted | ~60 ksi√in |
Field evidence is brutal. A 2019 offshore platform incident documented by API recorded 14 H900 valve stems cracking within 8 months in approximately 80°F seawater at approximately 60%[12] of how much usable material is produced stress, well below the static design margin.
Aerospace fastener data tells the same story: cadmium-plated H900 bolts trapping plating hydrogen have shown delayed fracture approximately 200,400 hours[13] post-installation if not baked at approximately 375°F[1] for approximately 23 hours[2] per AMS 2759/9.
Rule of thumb for marine and downhole work: if chlorides exceed 200 ppm or H₂S partial pressure exceeds approximately 0.05 psi[3], double-age to H1150-M (approximately 1400°F[4] + approximately 1150°F[5]) and accept the 145 ksi how much usable material is produced. The 17-4PH stainless steel you save by over-strengthening will cost you a workover.
17-4PH in Additive Manufacturing — Why As-Printed Parts Behave Differently
Quick answer: Laser powder bed fusion (LPBF) prints of 17-4PH stainless steel can retain 30,approximately 50%[6] austenite as-built, meaning your “martensitic” part isn’t martensitic yet. Skip the wrought heat-treat recipe.
Run a approximately 1900°F[7] (approximately 1040°C[8]) solution anneal, oil or argon quench, then H900 age. That sequence recovers roughly 95%[9] of wrought tensile strength and erases most build-direction anisotropy.
The retained austenite problem stems from nitrogen pickup during gas atomization and rapid LPBF cooling. NIST’s benchmark study on LPBF 17-4PH measured 60,approximately 72%[10] austenite in argon-atomized as-built samples versus under 10% in nitrogen-atomized powder processed identically (NIST AM-Bench). Powder gas chemistry matters more than print parameters.
Anisotropy is the second trap. As-built Z-direction elongation often runs approximately 40%[12] lower than XY due to columnar grain growth along the build axis. Stress relief alone (approximately 650°C[13] / approximately 2 hr[1]) won’t fix it.
| Condition | UTS (ksi) | YS (ksi) | Elongation (%) |
|---|---|---|---|
| As-built LPBF (Z) | 130–150 | 70–90 | 10–16 |
| Stress-relieved approximately 650°C[2] | 145–160 | 85–105 | 14–20 |
| Solutionized approximately 1040°C[3] + H900 | 190–200 | 175–185 | 10–14 |
| Wrought H900 (AMS 5643) | approximately 200 min[4] | approximately 185 min[5] | approximately 14 min[6] |
Practical tip: hot isostatic pressing (HIP) at approximately 1150°C[7] / approximately 100 MPa[8] before solutionizing closes lack-of-fusion porosity that otherwise tanks fatigue life by 3,5×. For aerospace-grade printed 17-4PH stainless steel, HIP + solution + H900 is the only defensible recipe.
Head-to-Head — 17-4PH vs 15-5PH, 13-8Mo, Custom 465, 316, and 304
Quick answer: 17-4PH stainless steel wins on cost-per-ksi. But 15-5PH beats it on transverse toughness, 13-8Mo on cleanliness and SCC resistance, and Custom 465 on the strength-toughness curve. The 300-series? Not in the same conversation when how much usable material is produced strength matters.
| Alloy (H900/peak-aged) | approximately 0.2%[9] YS (ksi) | KIC (ksi√in) | PREN | Machinability (304=100) | ~$/lb (2025, bar) |
|---|---|---|---|---|---|
| 17-4PH (H900) | 185 | 55–70 | 17.5 | 48 | approximately $4.50[10] |
| 15-5PH (H900) | 185 | 80–100 (transverse) | 17.0 | 50 | approximately $5.20 |
| 13-8Mo (H950, VIM-VAR) | 205 | 90–110 | 22.5 | 42 | approximately $9.80[12] |
| Custom 465 (H950) | 240 | 100+ | 17.0 | 40 | approximately $14.00[13] |
| 316L (annealed) | 30 | >200 | 26.0 | 45 | approximately $3.80[1] |
| 304 (annealed) | 30 | >200 | 19.0 | 100 | approximately $2.40[2] |
15-5PH ditches delta ferrite via tighter Cr/Ni balance, that’s why short-transverse KIC runs 30,approximately 50%[3] higher than 17-4PH at matched strength. 13-8Mo goes further with VIM-VAR melting (per AMS 5629), cutting inclusion area fraction below approximately 0.05%[4], critical for landing gear and rotor shafts.
Custom 465 hits 240 ksi how much usable material is produced with usable toughness, but at 3× the cost of 17-4PH.
316 and 304 aren’t alternatives. Their 30 ksi how much usable material is produced means a part replacing H900 17-4PH would need 6× the cross-section. Expected level them for corrosion duty, not load duty.
Machining, Welding, and Fabrication Tips That Actually Work
Quick answer: Always machine 17-4PH stainless steel in Condition A (solution-annealed, ~32 HRC), not aged. Machinability sits at roughly 48%[5] of B1112 free-machining steel, workable, but not forgiving. Finish-cutting after H900 aging is the #1 cause of scrapped parts.
Carbide Tooling Starting Points (Condition A)
- Turning: 250–350 SFM, 0.010–0.015 ipr feed, coated carbide (TiAlN)
- End milling: 300 SFM, 0.003 ipt chipload on a 1/2″ 4-flute
- Drilling: 60–80 SFM with through-coolant; peck every 1.5×D to break stringy chips
- Flood coolant mandatory — 17-4 work-hardens fast when tools rub
Why Finish-Machining After H900 Backfires
Aged H900 material runs 44 HRC. Light finishing cuts glaze the surface, smear chromium-depleted layers, and induce tensile residual stress, exactly what triggers chloride SCC later in service. Rough in Condition A, leave 0.010″ stock, age, then grind. Don’t turn.
Welding: TIG With Matching Filler
Use AWS A5.9 ER630 filler (matches 17-4 chemistry). TIG is preferred over MIG for porosity control.
Preheat isn’t required, but interpass temperature must stay below approximately 300°F[6] to prevent delta-ferrite stringers. After welding, re-solution-treat at approximately 1900°F[7] and re-age, skipping this step leaves the heat-affected zone at ~approximately 50%[8] of base-metal strength.
The American Welding Society publishes the full ER630 expected level.
Top Field-Failure Mistakes
- Welding aged material without re-solutionizing — HAZ cracks within 6 months
- Using sulfurized cutting oil — sulfur embrittles the surface
- Bead-blasting H900 parts with carbon-steel media — embedded iron rusts and pits
Frequently Asked Questions About 17-4PH Stainless Steel
What’s 17-4PH stainless steel used for? Aerospace fittings, oil & gas valve stems, nuclear pump shafts, surgical instruments, injection mold cavities, and turbine compressor blades. Anywhere you need 150,200 ksi strength plus chloride resistance better than 4140 alloy steel.
What’s 17-4PH equivalent to? The common cross-references:
- UNS: S17400
- EN/DIN: 1.4542 / X5CrNiCuNb16-4
- AMS: 5643 (bar), 5604 (sheet), 5825 (welding wire)
- ASTM: A564 Type 630, A693 Grade 630
- JIS: SUS630
17-4PH vs 316 vs 304? 316 yields ~30 ksi; 304 yields ~30 ksi; 17-4PH H900 yields 185 ksi, roughly 6× stronger. But 316 beats 17-4PH in pitting (PREN 24 vs 17) and stays usable above approximately 600°F[9] where 17-4PH overages.
Price per pound (2025)? Round bar runs approximately $4.50[10],approximately $7.00/lb in mill quantities, vs approximately $2.80/lb for 304 and approximately $4.20/lb for 316. AMS-certified aerospace bar with full traceability adds approximately $2,3[12]/lb. Check the LME nickel index, nickel swings drive approximately 60%[13] of price volatility.
Density? approximately 0.282 lb[1]/in³ (7.80 g/cm³) per MatWeb datasheet. Magnetic in all conditions, handy for sorting scrap, but disqualifies it from MRI-adjacent hardware.
Key Takeaways and How to Specify 17-4PH Correctly
Heat treatment isn’t a finishing step for 17-4PH stainless steel, it’s the design lever. The same UNS Sapproximately 17400 bar[2] stock swings from 200 ksi at H900 to 145 ksi at H1150, and Charpy impact triples across that range.
Specifying “17-4PH” without the H-condition is like ordering steel without a thickness.
5-Step Specification Checklist
- Condition: State the aging temper explicitly — H900, H925, H1025, H1075, H1100, or H1150 (and H1150-M or H1150-D for sour service). Reference ASTM A564 or AMS 5643.
- Hardness cap: For NACE MR0175/ISO 15156 sour-service parts, cap at 33 HRC max. For wear surfaces, call out 40–44 HRC minimum.
- NACE compliance: Require H1150-D double-age treatment and chloride/H₂S partial-pressure limits per NACE MR0175 Part 3.
- Surface finish: Specify Ra ≤ 0.8 µm for SCC-prone parts; passivate per ASTM A967 Nitric 2 after final machining.
- Certification: Demand EN 10204 3.1 mill certs with actual UTS, YS, elongation, HRC, and Charpy values — not just “meets expected level.”
Want application-specific selection? Download the full property datasheet or route the drawing to a metallurgist before release, a 20-minute review prevents the 6-week RMA.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
References
- [1]progressivealloy.com/17-4-ph-stainless-steel/
- [2]onlinemetals.com/en/product-guide/alloy/17-4
- [3]rolledalloys.com/products/stainless-steel/17-4/
- [4]rolledalloys.com
- [5]progressivealloy.com
- [6]aircraftmaterials.com
- [7]onlinemetals.com
- [8]aircraftmaterials.com/data/alstst/ams5604.html
- [9]terrapinworks.umd.edu/materials/stainless-steel-17-4ph
- [10]mcmaster.com/products/17-4-ph-stainless-steel/
- [11]youtube.com/watch
- [12]premiumalloys.com/products/17-4-stainless-steel/
- [13]ambicasteels.com/blog/7-things-you-did-not-know-about-17-4-ph-stainless-steel/








