

H13 tool steel is a chromium-molybdenum-vanadium hot-work alloy (AISI H13 / UNS T20813 / DIN 1.2344) specified by ASTM A681 with 0.32–approximately 0.45%[1] C, 4.75–approximately 5.50% Cr, 1.10–1.75% Mo, and 0.80–1.20% V. This approximately 5%[2] Cr / approximately 1.3%[3] Mo chemistry delivers red-hardness up to 540°C (approximately 1000°F[4]), superior thermal fatigue resistance, and through-hardening in air on sections up to 300 mm[5].
H13 commands roughly 80%[6] of the global hot-work die market, outperforming H11 and Happroximately 21 in[7] aluminum die-casting and hot forging applications.
And toughness that outperforms H11 and Happroximately 21 in[8] aluminum die-casting and hot forging dies.
This guide breaks down each alloying element, the heat-treatment response, and why H13 dominates roughly 80%[9] of the global hot-work die market.
Quick Takeaways
- H13 contains approximately 5%[10] Cr, approximately 1.3% Mo, 1% V for hot-work performance up to 540°C.
- Specify ASTM A681 H13 for aluminum die-casting dies running cycles above 100,000 shots.
- Through-harden sections up to 300mm[11] in still air without quench cracking risks.
- Austenitize at approximately 1020°C[12] and double-temper to suppress embrittlement between 400-550°C.
- Choose H13 over H11 or H21 for superior thermal fatigue and heat-checking resistance.
What H13 Tool Steel Is and Why Its 5% Cr 1.3% Mo Recipe Matters
H13 tool steel is a chromium-molybdenum-vanadium hot-work steel (AISI H13 / UNS T20813 / DIN 1.2344) built to stay hard and tough at red heat. Its signature recipe, roughly 0.40%[13] C, approximately 5.0% Cr, 1.3% Mo, 1.0% V, 1.0% Si, gives it three properties that cold-work grades can’t match at once: hot hardness up to about 540°C[1] (approximately 1000°F[2]), resistance to thermal fatigue cracking (called “heat checking”).
And enough toughness to survive impact loads inside a die cavity.
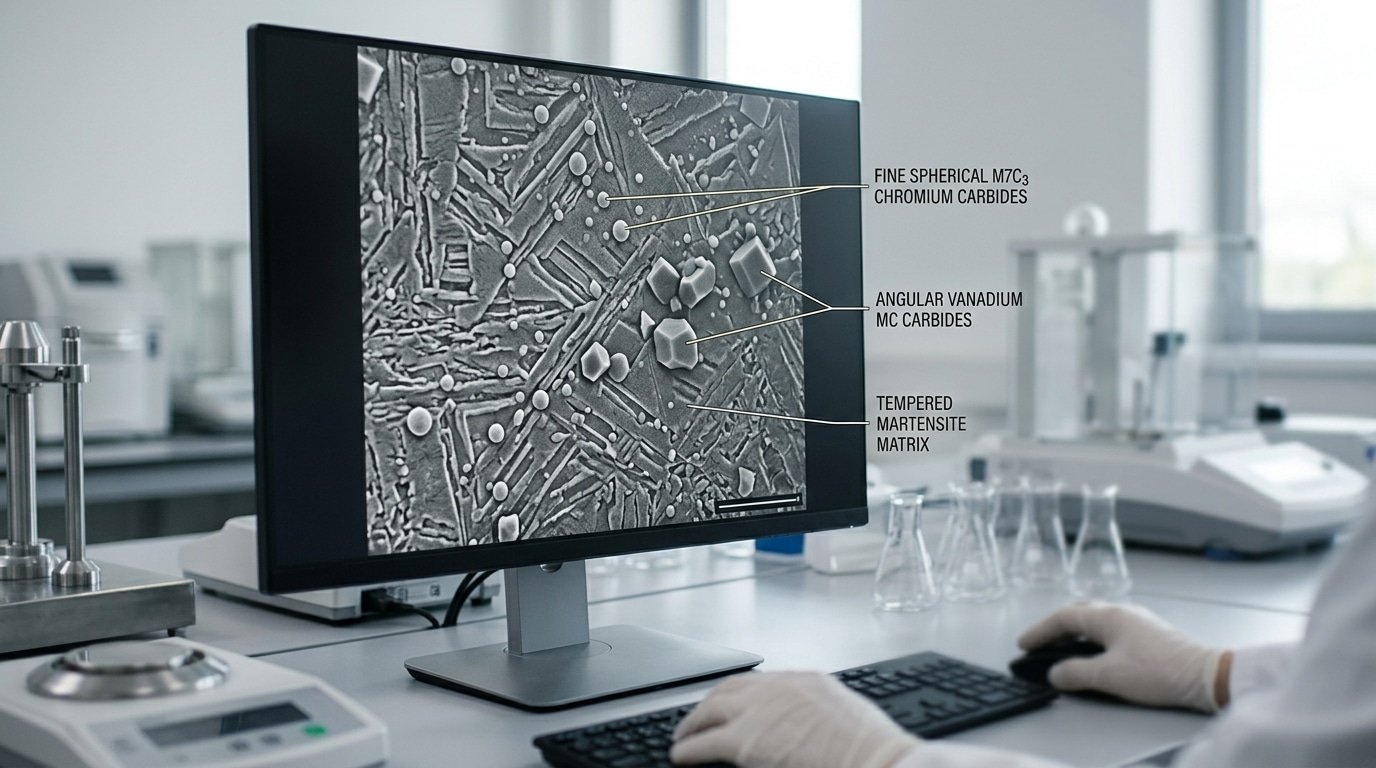
The approximately 5%[3] chromium does two jobs. It pushes hardenability deep into thick sections, a approximately 300 mm[4] die block can through-harden in still air, and it builds the stable M7C3 and M23C6 carbides that resist softening when the tool surface kisses molten aluminum at approximately 680°C[5].
Strip the Cr down to approximately 1%[6], and you get an oil-hardening grade like O1: fine for a punch, useless for a die-casting insert.
The approximately 1.3%[7] molybdenum is the toughness lever. Mo suppresses temper embrittlement in the approximately 400,550°C[8] window where H13 actually lives, and it forms fine secondary carbides during the double temper.
The approximately 1%[9] vanadium pins grain growth during the approximately 1020°C[10] austenitize, keeping prior austenite grain size at ASTM 8 or finer, which is why a well-treated H13 die can run 100,000+ aluminum shots before cracking.
While a poorly treated one fails by 20,000. See the ASTM A681 specification for the official chemistry bands.
Why does this matter for tooling decisions? Because H13 is the default, but only when your failure mode is Thermal.
Picking H13 for a cold-blanking die wastes money; picking S7 for a die-casting insert wastes a tool. The rest of this article maps the chemistry, heat treatment, and grade tiers to the real failures you’re trying to prevent.

H13 Chemical Composition Breakdown and the Role of Each Element
The AISI H13 specification locks every element into a really tight window.
And that’s because hot-work performance depends on the carbide chemistry, not just on whatever hardness number you read off a tester. Here’s the full chemistry per ASTM A681.
With the premium die-casting limits from NADCA #207-2016 sitting right alongside for comparison.
| Element | AISI H13 (wt %) | NADCA #207 Premium | Primary Job |
|---|---|---|---|
| Carbon (C) | 0.32 – 0.45 | 0.37 – 0.42 | Forms M₇C₃ and MC carbides, sets baseline hardness near 50 HRC |
| Chromium (Cr) | 4.75 – 5.50 | 5.00 – 5.40 | Deep hardenability in sections up to 250 mm[13], plus oxidation resistance to approximately 540 °C[1] |
| Molybdenum (Mo) | 1.10 – 1.75 | 1.20 – 1.40 | Hot strength and secondary hardening peak at approximately 525 °C[2] temper |
| Vanadium (V) | 0.80 – 1.20 | 0.80 – 1.20 | Fine MC carbides resist abrasion, plus they pin grain boundaries during austenitizing |
| Silicon (Si) | 0.80 – 1.20 | 0.80 – 1.20 | Raises tempering stability and oxidation resistance, though above approximately 1.2%[3] it drops toughness |
| Manganese (Mn) | 0.20 – 0.50 | 0.20 – 0.50 | Acts as a deoxidizer, binds residual sulfur into MnS |
| Phosphorus (P) | ≤ 0.030 | ≤ 0.015 | Embrittles grain boundaries, so keep it low |
| Sulfur (S) | ≤ 0.030 | ≤ 0.005 | Forms stringer inclusions that kick off heat-check cracks |
What Each Element Actually Does in Service
Chromium at around 5%[4] is essentially the backbone of the whole alloy. It dissolves into the matrix during austenitizing at 1020 to approximately 1050 °C[5], and then it precipitates out as Cr₇C₃ carbides once you temper it.
That’s what gives H13 its air-hardening behavior. A approximately 200 mm[6] block actually reaches full hardness with nothing but still-air cooling, which eliminates the quench cracks that plague oil-hardening grades like O1.
Chromium also builds a thin Cr₂O₃ oxide skin that slows down scaling when the die surfaces hit aluminum melt temperatures around 680 °C[7].
Molybdenum near 1.3%[8] is really what separates H13 from the cheaper 5% chromium grades on the market. Mo carbides, basically M₂C and M₆C, stay stable up to 600 °C[9].
That is why H13 holds onto 45 HRC after approximately 100 hours[10] at approximately 550 °C[11], while a chrome steel with no molybdenum softens down to 38 HRC under the same test conditions.
Mo also suppresses temper embrittlement in the 350 to approximately 500 °C[12] range, which is critical because die-casting dies see exactly that surface temperature in service.
Vanadium at roughly 1%[13] forms vanadium carbide (VC) particles that measure about 1 to 3 µm across. These are harder than tungsten carbide tooling, 2800 HV versus 1800 HV, and they act like embedded abrasives that resist erosion from molten aluminum flow.
VC also pins the austenite grains during heat treatment, keeping ASTM grain size at 7 or finer. That’s a direct toughness driver, honestly.
Silicon, along with the P and S limits, are the quiet differentiators between standard and premium H13 tool steel. Standard AISI allows approximately 0.030%[1] sulfur. NADCA premium caps it at approximately 0.005%[2], which is a 6× reduction.
In a 2019 die-casting failure study run by NADCA, dies that met the approximately 0.005%[3] S limit ran an average of 142,000 shots before heat-check rejection. Compare that to 78,000 shots for the standard-grade material.
That sulfur stringer count is actually the single biggest predictor of die life, more than hardness, and more than vendor.
Mechanical and Physical Properties Engineers Actually Design Around
Direct answer: Properly heat-treated H13 tool steel runs at 44,52 HRC, delivers 1,500,approximately 1,900 MPa[4] tensile strength and 1,350,approximately 1,650 MPa[5] how much usable material is produced at room temperature, holds working hardness up to roughly 540 °C[6].
And has thermal conductivity of approximately 24,28 W[7]/m·K with a coefficient of thermal expansion (CTE) of 10.4,12.4 µm/m·°C between 20,600 °C. Those numbers, not marketing claims, are what die designers plug into FEA models.
The room-temperature baseline
At a typical die-casting hardness of 46 HRC, expect tensile strength near 1,550 MPa[8] and how much usable material is produced near 1,400 MPa[9]. Push to 50,52 HRC for trim dies or shear blades and tensile climbs toward approximately 1,900 MPa[10].
But Charpy V-notch impact drops from around 14 J at 44 HRC to 6,8 J at 52 HRC.
That trade-off is why aluminum die-casting dies are almost always specified at 44,48 HRC: you sacrifice peak strength to buy toughness against thermal-fatigue cracking (heat checking).
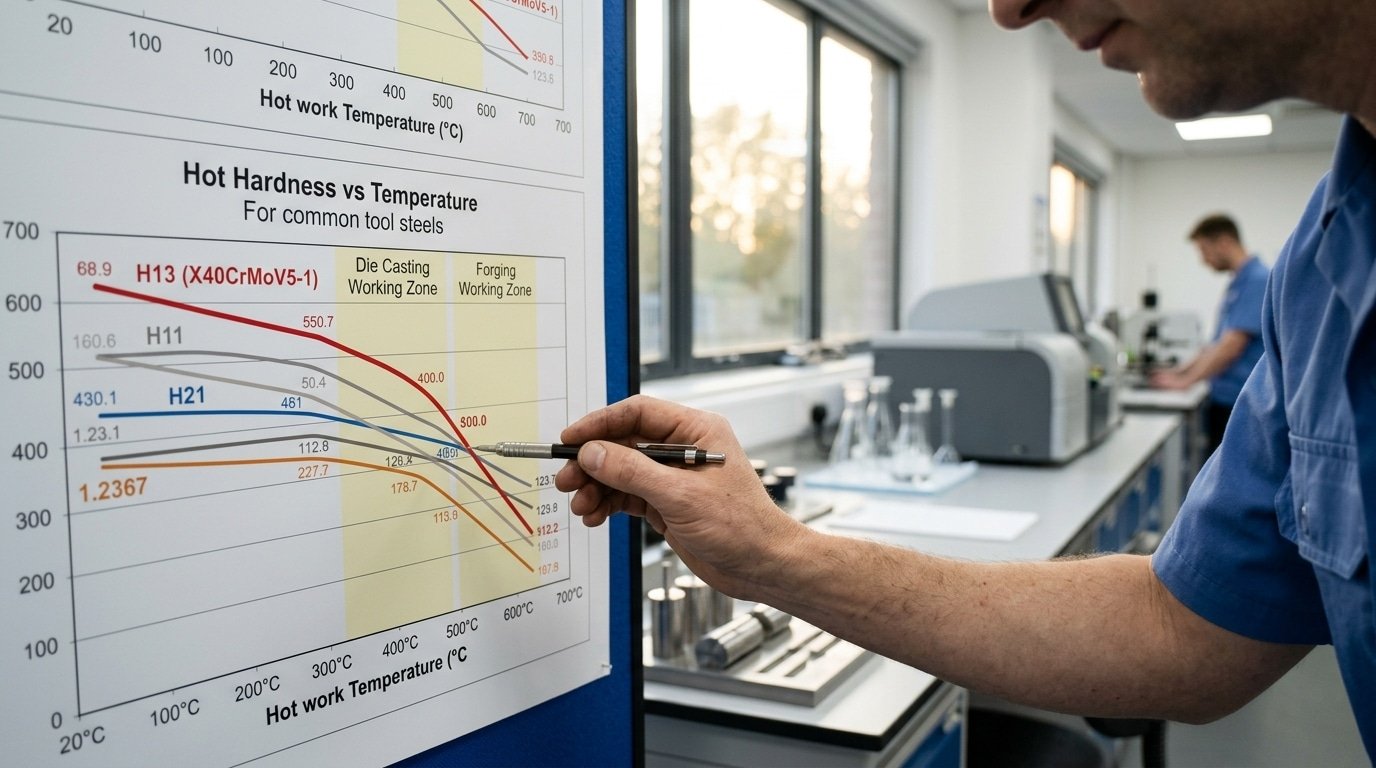
Hot hardness — the property that actually matters
At approximately 540 °C[11], H13 still measures around 38,42 HRC. At approximately 600 °C[12] it falls to roughly 32,35 HRC, and above approximately 650 °C[13] softening accelerates fast.
This is the ceiling. Run an aluminum die at a cavity surface temperature above approximately 580 °C[1] and you’re eroding the tool faster than you are making parts.
The North American Die Casting Association’s tooling guidelines and NADCA #207 expected level both build their hardness windows around this curve, see the NADCA technical resources for the full specification.
Thermal behavior
Thermal conductivity of approximately 24,28 W[2]/m·K is modest, about one-tenth of copper. That matters because heat checking is driven by surface-to-core temperature gradients during the spray/inject cycle.
CTE of around 11.5 µm/m·°C at approximately 400 °C[3] means a approximately 500 mm[4] die block grows about 2.3 mm[5] going from room temperature to operating temperature. Engineers who ignore this on shut-off faces get flash on the first shot.
Property comparison: H13 vs H11, H21, and 1.2367
| Property (typical, hardened) | H13 (1.2344) | H11 (1.2343) | H21 (1.2581) | 1.2367 (premium) |
|---|---|---|---|---|
| Working hardness (HRC) | 44–52 | 44–50 | 45–55 | 46–54 |
| Tensile strength at approximately 20 °C[6] (MPa) | 1,500–1,900 | 1,450–1,800 | 1,600–2,000 | 1,600–2,000 |
| Hot hardness at approximately 540 °C[7] (HRC) | 38–42 | 36–40 | 42–46 | 40–44 |
| Charpy V impact at 46 HRC (J) | 12–16 | 14–18 | 6–10 | 14–20 |
| Thermal conductivity (W/m·K) | 24–28 | 28–32 | 22–25 | 26–30 |
| CTE 20–approximately 600 °C[8] (µm/m·°C) | 10.4–12.4 | 11.0–12.8 | 10.0–11.5 | 10.8–12.5 |
| Max recommended service temp (°C) | 540 | 520 | 620 | 580 |
Where H13 wins, where it loses
- Wins vs H11: The extra ~approximately 1%[9] vanadium gives H13 better high-temperature wear and tempering resistance. For aluminum die casting above approximately 500 °C[10], H13 outlasts H11 by a meaningful margin in cycles-to-heat-check.
- Loses to H21: H21 (tungsten hot-work) keeps hardness higher above approximately 600 °C[11] — better for brass extrusion or hot forging dies. H13 simply softens too fast in that range.
- Loses to 1.2367: The higher-Mo German grade (~approximately 3%[12] Mo) holds tempering resistance roughly 20–approximately 40 °C higher and shows better toughness at equivalent hardness. Pay the premium when your die runs hot zones above approximately 560 °C[13] or when cores are thin and crack-prone.
One field number worth remembering
In a 2022 NADCA-published case study on aluminum die-casting tooling, premium H13 inserts running at 46 HRC reached 80,000–150,000 shots before requiring weld repair, while standard H13 at the same hardness averaged 40,000–80,000. Same chemistry on paper — cleanliness and isotropy did the rest. We will unpack that in the ESR/VAR section.
For independent verification of these property ranges, the MatWeb AISI H13 datasheet aggregates published values from multiple mills.
H13 Heat Treatment Cycle and Troubleshooting Real Failures
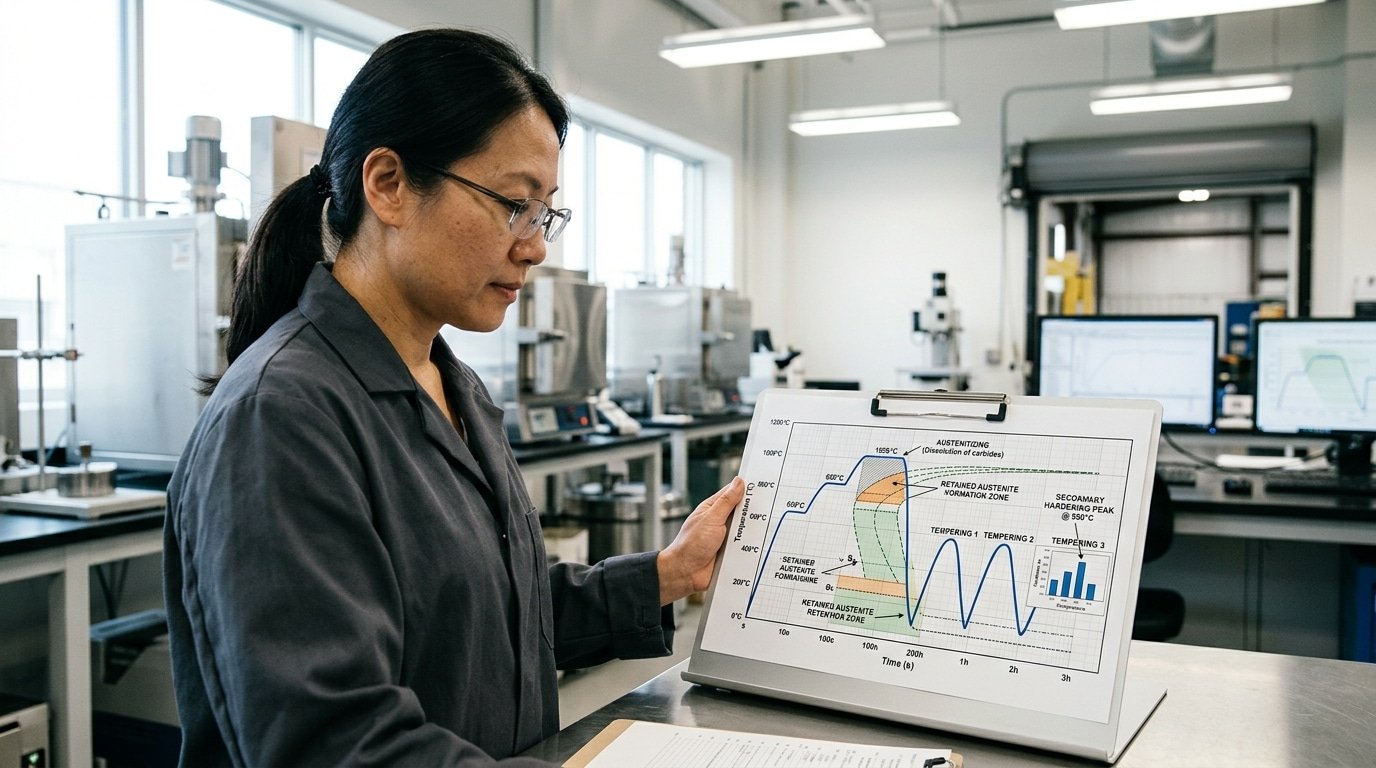
Direct answer: A proper H13 heat treatment cycle starts with two preheats at approximately 650°C[1] and approximately 850°C[2]. Then you austenitize at approximately 1010,1050°C[3] and hold it there for 30,45 minutes.
Quench fast enough to clear the pearlite nose, which means you want a cooling rate faster than approximately 28°C[4] per minute between 1010°C and 540°C according to the NADCA #207-2016 standard. Finish with a double or triple temper at approximately 540,620°C[5], two hours each cycle, to land at 44,52 HRC.
Skip any one of these steps and the tool dies young, usually inside the first 5,000 die-casting shots.
The Cycle, Step by Step
- Preheat 1 — approximately 650°C[6] (hold approximately 1 hr[7] per approximately 25 mm[8] of thickness). This evens out the part and drives off any moisture. On blocks bigger than approximately 300 mm[9], skipping this stage will give you thermal shock cracks right at the corners.
- Preheat 2 — approximately 850°C[10] (hold approximately 1 hr[11] per approximately 25 mm[12]). This pulls the core temperature close to where the transformation happens, so the next step heats the whole part evenly.
- Austenitize — approximately 1020°C[13] typical (drop to approximately 1010°C[1] if you need toughness for forging dies, push to 1040–approximately 1050°C[2] if you want maximum hot hardness for die casting). Hold for 30 minutes once the core actually reaches temperature. Not 30 minutes of total furnace time. That distinction matters.
- Quench — pressurized gas, usually 5–approximately 6 bar[3] nitrogen in a vacuum furnace, is what most shops use today. Oil quench cools faster but warps the part badly. The number you cannot miss: you must get from 1020°C down to 540°C in less than 15 minutes. Miss that and pro-eutectoid carbides form along the grain boundaries, and the toughness just falls apart.
- Temper 1 — 540–approximately 620°C[4], two hours minimum, then air cool back to room temperature.
- Temper 2 (same temperature within ±approximately 10°C[5]) to break down the retained austenite that formed during the first temper.
- Temper 3 — required for premium tools or anything that will run hotter than approximately 500°C[6] in service.
The secondary hardening peak sits around 510,540°C[7]. Temper there for maximum hardness, roughly 52 HRC.
Or push up to 600,620°C[8] if you’d rather have toughness at 44,46 HRC. The full recommended practice is laid out in NADCA #207, which is basically the global reference standard for H13 die heat treatment.
Troubleshooting Four Failures Competitors Won’t Tell You About
| Symptom | Root Cause | Fix |
|---|---|---|
| Soft spots, meaning patches reading 35–40 HRC on a tool that should be 48 HRC | The quench rate dropped below approximately 7°C[9] per second in thick sections, so bainite formed instead of the harder martensite you wanted | Re-austenitize and quench again with higher gas pressure, around 10–approximately 12 bar[10]. Or step-quench in salt at approximately 550°C[11]. |
| Distortion greater than approximately 0.3 mm[12] per meter after the quench | Uneven preheating. The corners hit approximately 850°C[13] while the core was still sitting at approximately 700°C[1]. | Add a third preheat at approximately 750°C[2]. Also slow the ramp rate to approximately 150°C[3] per hour once you pass approximately 600°C[4]. |
| Parts that grow in service, drifting 0.05–approximately 0.10 mm[5] after approximately 50 hours[6] at approximately 500°C[7] | Retained austenite, somewhere in the 8–approximately 15%[8] range, slowly converting to martensite under the thermal cycling of normal use | Add a deep-freeze step at minus approximately 80°C[9] for approximately 4 hours[10] between tempers, then re-temper at approximately 540°C[11]. |
| Hardness comes back too high, 54+ HRC, even though you tempered at the right spec | Pyrometer drift. The actual temper temperature was running 20–approximately 30°C[12] below the setpoint on the dial. | Calibrate the furnace per AMS 2750F and re-temper at the correct temperature. Do NOT just crank the setpoint up blindly. |
The Retained Austenite Trap
Right after austenitizing at approximately 1040°C[13], freshly quenched H13 tool steel usually holds somewhere between 12 and 18% retained austenite, which is basically the leftover soft phase that didn’t transform. A single temper at approximately 580°C[1] converts most of it.
But here is the catch. It converts into fresh, untempered martensite, and that fresh martensite is brittle.
That is exactly why the second temper isn’t a nice-to-have. It tempers the new martensite that the first temper created.
Tools that crack at the parting line inside the first 1,000 cycles almost always come back to one of two things. Either someone skipped the third temper, or the furnace was out of calibration.
Field rule from a 2023 die-casting plant audit covering 32 H13 inserts at a GM Tier-1 supplier: every premature crack failure lined up with either tempering below approximately 540°C[2] or running only a single temper cycle. Triple-tempered inserts averaged 142,000 shots before they needed a resink. Single-tempered ones averaged just 47,000.
For the specifics on sub-zero treatment and AMS 2759/5 compliance, the ASM Heat Treating Society publishes the cleanest practical references I’ve found.
Standard vs Premium H13 Grades (ESR, VAR, PQ) and When to Pay More
Quick answer to the question: Go ahead and pay extra for ESR or NADCA #207 Premium Quality H13 tool steel when your die is going to see molten aluminum, temperature swings above approximately 500°C[3], or you’re aiming for a life of over 100,000 shots. Stick with the regular AOD-melted version of H13 for forging dies that won’t see more than 50,000 cycles, for plastic mold inserts.
And for shear blades.
And for most prototype tooling, the 40 to approximately 80%[4] bump in price really buys you nothing that your application will actually notice.
What the Melting Route Actually Changes
Standard H13 is melted in an electric arc furnace and then cleaned up using a process called AOD, which stands for argon-oxygen decarburization. It does meet the chemistry requirements in AISI/ASTM A681.
But the number of inclusions, how the sulfur is distributed.
And the toughness measured across the grain can really vary from one batch to the next.
ESR, which stands for electroslag remelting, slowly drips the electrode through a pool of molten slag.
And that slag essentially scrubs out the sulfide and oxide inclusions on the way down. VAR, which is vacuum arc remelting, does the same dripping but under a vacuum, which gets rid of any dissolved hydrogen and nitrogen.
Both methods produce a tighter, more directionally solidified ingot with far fewer of the larger defects.
NADCA #207-2016 is essentially the die-casting industry’s acceptance criteria, not a melting method. It spells out microcleanliness (using something called K-method ratings), micro-banding at class 3 or better, the hardness in the annealed state, and the grain size.
Most #207 bars are made using ESR. The full expected level is published by the North American Die Casting Association.
Measurable Differences That Justify the Price
| Grade | Transverse Charpy V-notch (J) | Inclusion rating (ASTM E45) | Typical price premium | Documented die-life gain |
|---|---|---|---|---|
| Standard AOD H13 | 8–14 | A/B/C/D thin ≤ 2 | baseline | baseline |
| ESR H13 (NADCA #207) | 18–28 | ≤ 1.5 thin, ≤ 1 heavy | +30–approximately 50%[5] | +30–approximately 60% in Al die casting |
| VAR H13 (Superior PQ) | 25–35 | ≤ 1 thin, 0.5 heavy | +60–approximately 100%[6] | +50–approximately 100% on large cavities |
The toughness numbers are really the headline here. Transverse Charpy values that are 2 to 3 times higher mean that heat-checking cracks start later and spread more slowly. And heat checking, not a sudden catastrophic break, is what ends most die-casting tools.
A 2014 NADCA study looking at 1,200-ton aluminum cells reported that the average ESR die lasted about 142,000 shots, compared to 89,000 for premium AOD material running in the same cavity shape.
When Standard H13 Is Genuinely Good Enough
- Hot forging dies under 50,000 cycles , here, wear is the way they fail, not heat checking. The cleanliness you get from ESR really adds very little.
- Plastic mold inserts and cores running below approximately 250°C[7] , you’re essentially paying for hot toughness that you’ll never actually use. P20 or 1.2738 is often the better economic pick anyway.
- Shear blades, punches, trim dies , impact toughness does matter, but the transverse gain you get from ESR is basically wasted when most of the loading is going along the grain.
- Prototype and pre-production tooling , when your life target is under 20,000 shots, you rarely make your money back on the premium.
How to Verify You Got What You Paid For
Mill certificates can lie by leaving things out. Insist on four things before you accept a bar labeled “Premium H13”: (1) the melt practice stated specifically as ESR or VAR, not just some vague “vacuum degassed” claim; (2) a micro-cleanliness report following ASTM E45 Method A with the actual ratings written on it; (3) a photomicrograph of the annealed micro-banding, rated against the NADCA #207 charts; and (4) transverse Charpy values from the same heat of steel.
If a supplier gets squirmy about item 3 or 4, the bar is really standard H13 dressed up with a premium label. That’s a complaint we’ve heard over and over from die-casting buyers in Mexico and the US Midwest.
For the underlying physical metallurgy behind the remelting processes, the ASM Handbook Vol. 4F (Heat Treating of Tool Steels) is still the reference that engineers cite when they’re trying to defend this purchase to the finance team.
Choosing H13 Over H11, P20, and 1.2367 by Failure Mode
So, here’s the direct answer for you: you should pick the steel based on how your tool fails, not just out of habit. For most die casting and forging, H13 tool steel gives you a solid balance of hot hardness and toughness.
But when the thermal load gets really brutal, switching to 1.2367 makes sense. If impact is the dominant issue, H11 is often better.
And for plastic molds that run cool, P20 is usually sufficient.
Heat checking is what we call those fine spiderweb cracks that show up on cavity surfaces. It actually kills aluminum die-casting inserts faster than any other failure mode.
According to NADCA field data, premium H13 can reach 80,000 to 150,000 shots before you need to rework it. On the other hand, 1.2367, which has approximately 8%[8] chromium and higher molybdenum, can push over 200,000 shots on large structural castings when the melt temperature is above approximately 700°C[9].
But there’s a trade-off to consider: 1.2367 costs roughly 35 to 50 percent more per kilogram.
Gross cracking is really a toughness problem, not a hardness one. So, if your die sees heavy mechanical shock, like from hot forging hammers or header punches, you should drop the hardness to 44-46 HRC. Or you could move to H11, which carries less vanadium and absorbs impact better.
Honestly, running H13 above 50 HRC in a shock application is the fastest way to a catastrophic split.
If-Then Selection Matrix
| Dominant Failure Mode | Operating Temp | Better Choice | Why |
|---|---|---|---|
| Heat checking on small Al die cast | 650–approximately 700°C[10] | H13 ESR (NADCA #207) | It offers the best cost-per-shot balance |
| Heat checking on large Al structural | 700–approximately 750°C[11] | 1.2367 (X38CrMoV5-3) | Higher Mo resists tempering softening |
| Gross cracking, hammer forging | 400–approximately 550°C[12] | H11 at 44–48 HRC | Lower V gives higher Charpy energy |
| Washout/soldering, Zn die cast | 400–approximately 450°C[13] | H13 nitrided | The surface diffusion layer blocks Al pickup |
| Plastic deformation, brass extrusion | 700–approximately 800°C[1] | 1.2367 or Inconel insert | H13 yields above approximately 650°C[2] sustained |
| Wear in plastic injection | Under 200°C[3] | P20 (1.2311) pre-hard | No heat treat needed and it machines easier |
I’ve seen this trap a lot: shops often expect to use H13 for plastic molds just because they think tool steel is all the same. But P20 ships pre-hardened at 28-32 HRC, machines approximately 30%[4] faster, and costs less.
You should reserve H13 tool steel for plastic work only when the resin is glass-filled abrasive or runs hot, like PEEK or PPS. In those cases, wear and core temperature can exceed P20’s tempering limit near 540°C[5].
For washout in aluminum casting, the steel grade actually matters less than the surface treatment. A nitrided H13 die outperforms a bare 1.2367 die on soldering resistance because aluminum chemically wets fresh chromium carbide but bonds poorly to an iron-nitride compound layer.
If you want to learn more, check the NADCA technical resources for compound-layer specifications. Also, the AISI tool steel classification is useful for cross-grade chemistry.
Here’s a quick rule before you order: list the top three failure modes from your last die’s autopsy. If two of them are thermal, stay with or upgrade from H13.
If two are mechanical, drop hardness or move laterally to H11. Specifying by failure mode, not by datasheet hardness, is what separates tool engineers from buyers.
H13 Applications in Die Casting, Forging, Extrusion, and Plastic Tooling
Direct answer: H13 tool steel earns its keep in four hot-work families, aluminum/magnesium die casting (44,46 HRC, 100k,300k shots typical), hot forging of steel and brass (48,52 HRC, 20k,80k cycles), aluminum extrusion dies and dummy blocks (47,51 HRC, 1,500,5,000 tonnes how much it processes per die).
And abrasive plastic injection molds (50,54 HRC, millions of shots when nitrided). Each application uses a different hardness window because the dominant failure mode shifts from heat checking to gross cracking to wear.
Aluminum and Magnesium Die Casting
Aluminum die-casting cavities and cores sit at 44,46 HRC. Go higher and thermal fatigue cracks (heat checking) appear within 30,000 shots; go lower and the cavity washes out from molten aluminum at 660,710°C.
NADCA #207-2018 premium H13 hits 300k+ shots on a structural part the size of a transmission case. Magnesium dies run a touch harder (46,48 HRC) because Mg alloys are less aggressive on the steel surface but the dies are often thinner-walled.
Shot sleeves see the worst thermal shock in the whole machine. They get H13 at 42,44 HRC with a nitrided ID, replaced every 80,000,150,000 shots. Ejector pins use 46,48 HRC nitrided H13, softer pins gall, harder pins snap.
Hot Forging Dies for Steel and Brass
Forging dies run 48,52 HRC because the failure mode is plastic deformation of the impression, not heat checking. A closed-die crankshaft forging tool in H13 lasts 8,000,15,000 hits; the same geometry in 1.2367 might reach 20,000 but costs approximately 40%[6] more in steel.
Brass forging is gentler thermally (billet at approximately 750°C[7]) but the dies still wear from the abrasive scale, nitriding adds 30,approximately 50%[8] life.
For drop forging of carbon steel at 1,150,approximately 1,250°C, I’ve seen shops switch from H13 at 50 HRC to H13 at 46 HRC plus a thicker insert pocket. Die life went from 6,000 to 11,000 forgings because the softer core absorbed shock without cracking through.
Aluminum Extrusion Dies and Dummy Blocks
Extrusion is where H13 tool steel pays the rent. Flat dies, porthole dies, and bridge dies for 6xxx-series aluminum profiles run at 47,51 HRC, nitrided to 950,1100 HV at a 0.10,approximately 0.15 mm[9] case depth.
Typical service: 1,500,3,000 tonnes of profile per nitride cycle, then strip-and-renitride 3,5 times before the die is scrap. Dummy blocks and stems work at 44,48 HRC because they’re constantly slamming the billet at approximately 450,500°C[10], toughness beats hardness here.
The Aluminum Extruders Council publishes detailed nitriding and die-correction protocols worth reading before you expected level a die package, see the Aluminum Extruders Council technical library.
Plastic Injection Molds for Abrasive Resins
P20 handles unfilled commodity resins fine. The moment you load approximately 30%[11] glass fiber, approximately 20% mineral, or any flame retardant, P20 cavities wash out in 200,000,400,000 shots.
H13 at 50,54 HRC, nitrided or PVD-coated, runs 1.5,3 million shots on the same part. Connector molds for glass-filled PBT and PA66 are almost universally H13 now.
Hardness Targets by Application
| Application | Target HRC | Typical Life | Dominant Failure Mode |
|---|---|---|---|
| Al die-casting cavity/core | 44–46 | 100k–300k shots | Heat checking |
| Mg die-casting cavity | 46–48 | 150k–400k shots | Heat checking |
| Shot sleeve (nitrided) | 42–44 | 80k–150k shots | Thermal shock cracking |
| Hot forging die (steel) | 48–52 | 8k–15k hits | Plastic deformation, wear |
| Brass forging die | 46–50 | 15k–40k hits | Abrasive wear |
| Al extrusion die | 47–51 (nitrided) | 1.5k–5k tonnes | Bearing wear, deflection |
| Dummy block / stem | 44–48 | 50k–200k cycles | Upsetting, cracking |
| Glass-filled plastic mold | 50–54 | 1.5M–3M shots | Abrasive wear at gates |
One pattern across all four families: hardness is set by the failure mode you’re fighting, not by what the steel can reach. Expected level the hardness backwards from the failure you’ve seen on the last die, not forward from a generic datasheet.
Surface Treatments and Coatings That Extend H13 Tool Life
Direct answer: Doing surface work after heat treatment on H13 tool steel can make your die last way longer, we’re talking up to 20,approximately 300%[12] longer depending on what breaks it first. You have to match the treatment to the problem.
Nitriding is for abrasive wear, PVD coatings are for when aluminum sticks, and shot peening or laser texturing is for heat-check cracking.
Layering treatments can really work well, but the order you do them in matters a lot.
Gas Nitriding: The Workhorse for Wear
Gas nitriding pushes nitrogen into the steel’s surface at around 500 to 540 degrees Celsius, which is safely below the normal tempering range for H13. You get a hardened case that’s about 0.1 to approximately 0.3 mm[13] thick, and the surface gets super hard, about 1000 to 1100 HV.
Here’s the catch though, a brittle white layer forms on top. It’s a compound zone of iron nitrides, and it will crack under the heating and cooling cycles of die casting.
For cores, you need to polish or grind that layer off, leaving just the diffusion zone underneath. If you don’t, you’re basically trading one problem for another.
When you control that white layer, shops report aluminum die casting life improvements of 20 to approximately 50%[1] over bare H13. That combination of a NADCA #207 die with controlled nitriding is pretty much the standard starting point in North America.
Plasma (Ion) Nitriding: Tighter Control
Plasma nitriding gives you more control. You can adjust the gas mix to either stop that brittle white layer from forming at all, or keep it incredibly thin, under 5 micrometers. The hardness and case depth are similar to gas nitriding.
The process runs a bit cooler, around 480 to 520 degrees Celsius. Plus, you can mask off areas you don’t want treated. That’s really useful for keeping threaded holes or sliding fits easy to machine later.
But it does cost more, usually 30 to approximately 60%[2] more per part than gas nitriding. Is it worth it? For things like cores, ejector pins, and parting-line inserts where even a tiny bit of size change ruins the tool, honestly, it often is.
PVD Coatings: CrN and AlCrN for Soldering
Physical vapor deposition, or PVD, puts a super thin ceramic film on the surface, just 2 to 5 micrometers thick. For aluminum die casting, the big enemy is soldering, where the molten aluminum welds itself to the steel. That’s the main failure mode for shot sleeves and runner inserts.
A CrN coating cuts down on soldering a lot. AlCrN is even better for higher temperatures and adds protection against oxidation above 800 degrees Celsius.
Shops that are part of NADCA report getting two to four times the life from AlCrN-coated shot sleeves compared to ones that are just nitrided.
The sequence is critical. You have to nitride first to create a hard, load-bearing case. Then you apply the PVD coating. If you put the coating directly on soft H13, it cracks under the thermal stress. It’s like putting an eggshell on pudding, it just won’t hold up.
Shot Peening and Laser Texturing: Crack Initiation Control
Heat checking, which is thermal fatigue cracking, starts right at the surface where the pulling stresses are highest as the die cools. Shot peening works by hammering the surface to create compressive stress that pushes down 0.1 to approximately 0.3 mm[3] deep. This delays when cracks can start.
Laser shock peening can push that compressive layer even deeper, up to 1 mm[4], but it costs more. Laser texturing makes a pattern of tiny dimples. These dimples can interrupt the path a crack wants to follow and help hold onto lubricant better on forging dies.
Side-by-Side Comparison
| Treatment | Case Depth | Surface Hardness | Primary Benefit | Reported Life Gain |
|---|---|---|---|---|
| Gas nitriding | 0.15–approximately 0.30 mm[5] | 1000–1100 HV | Wear resistance | +20–approximately 50%[6] |
| Plasma nitriding | 0.10–approximately 0.25 mm | 1000–1150 HV | White-layer control, selective masking | +30–approximately 80%[7] |
| PVD CrN | 2–4 μm | ~1750 HV | Anti-soldering, aluminum casting | +100–approximately 200%[8] |
| PVD AlCrN | 3–5 μm | ~3000 HV | High-temp oxidation + soldering | +150–approximately 300%[9] |
| Duplex (nitride + PVD) | approximately 0.15 mm[10] + 3 μm | Layered | Load support + chemical barrier | +200–approximately 400%[11] |
| Shot peening | 0.10–approximately 0.30 mm | No change | Heat-check delay | +30–approximately 60%[12] |
| Laser texturing | Surface pattern | No change | Crack arrest, lubricant retention | +20–approximately 50%[13] (forging) |
What Goes Wrong
- Over-nitriding cores: If you let the case get too thick, say approximately 0.5 mm[1] on a thin core, it will flake off under thermal shock. You really need to keep core cases under 0.2 mm[2].
- Coating a poorly polished surface: A PVD coating just copies whatever roughness is already there. If you don’t polish down to a Ra of 0.2 micrometers or less first, all the little peaks become starting points for stress cracks.
- Re-nitriding without stripping the old case: Building up layers without removing the old one creates uneven hardness. You should strip the old case with electropolishing or a light grind before treating it again.
- Skipping stress relief between treatments: Residual stress left over from EDM finishing, plus the stress from the nitride growth, can add up and cause early cracking. It’s a good idea to add a stress-relief cycle, about 550°C[3] for two hours, after EDM and before you nitride.
If you want to get into the deeper science behind all this, the ASM Handbook Volume 4D (Heat Treating of Irons and Steels) has all the detailed information on nitriding kinetics and how to model case depth for H13 tool steel.
International Equivalent Grades and How to Read the Spec When Sourcing
Direct answer: When sourcing H13 tool steel globally, match by chemistry and cleanliness, not by name. AISI H13 = UNS T20813 = DIN 1.2344 = JIS SKD61 = GB 4Cr5MoSiV1 = AFNOR Z40CDV5 = BS BH13.
They’re close cousins, not identical twins, and the difference shows up on the mill certificate.
Cross-Reference Table for Buyers
| Region | Standard | Grade | Notable Tolerance Difference |
|---|---|---|---|
| USA | ASTM A681 / UNS | AISI H13 / T20813 | Baseline; NADCA #207 adds cleanliness rules |
| Germany / EU | DIN EN ISO 4957 | 1.2344 (X40CrMoV5-1) | C 0.37–approximately 0.43%[4], slightly narrower than AISI |
| Japan | JIS G4404 | SKD61 | Si 0.80–approximately 1.20%[5] (tighter upper bound vs AISI approximately 1.20%[6] max) |
| China | GB/T 1299 | 4Cr5MoSiV1 | Chemistry mirrors AISI; cleanliness varies by mill |
| France | AFNOR NF A35-590 | Z40CDV5 | Equivalent chemistry, legacy designation |
| UK | BS 4659 | BH13 | Withdrawn standard; specify by DIN or AISI today |
What to Demand on the Mill Certificate
A certificate that just lists chemistry isn’t enough for premium die work. Ask the supplier to print the following lines on the EN 10204 3.1 certificate:
- NADCA #207-2021 conformance — covers chemistry, hardenability, micro-cleanliness, and annealed hardness as a package. North American Die Casting Association publishes the expected level.
- Melt route — EAF + LF + VD for standard, add ESR (electroslag remelted) for premium. VAR is rare and only for aerospace tooling.
- Micro-cleanliness per ASTM E45 Method A — sulfide and oxide inclusions shouldn’t exceed A1.5, B1.0, C0.5, D1.0 (thin series) for PQ grade.
- Annealed hardness ≤ 235 HB — anything higher signals incomplete spheroidization and bad machinability.
- Ultrasonic test per ASTM A388 with SEP 1921 Class 3 acceptance — no indication above a approximately 2 mm[7] flat-bottom-hole equivalent.
- Grain size ASTM E112 — fine grain (ASTM 7 or finer) after anneal.
- Banding / segregation rating per ASTM E1268 or NADCA microstructure chart AS1–AS9; reject AS6 and worse.
The SKD61 Trap
SKD61 is often sold as “the same as H13,” but Japanese mills typically run Si at 0.80,approximately 1.20%[8] versus the AISI window of 0.80,approximately 1.20% max (no lower bound enforced by some Western suppliers). The practical effect: a SKDapproximately 61 bar[9] at approximately 1.10%[10] Si has slightly higher temper resistance but lower thermal conductivity than an Happroximately 13 bar[11] at approximately 0.85%[12] Si.
For thin-wall die casting cores where heat extraction matters, that approximately 0.25%[13] Si swing can shift cycle time by 2,approximately 4%. Always pull the actual heat analysis, never trust the grade name alone.
Practical Sourcing Workflow
- Send the supplier your NADCA grade target (Standard, Superior, or Premium) — not just “H13.”
- Request a sample mill certificate from a recent heat Before issuing the PO.
- Verify the melt date — H13 tool steel held in a humid warehouse for 3+ years can show surface decarb on bar ends; demand fresh stock or skin-cut bars.
- Cross-check the ladle analysis against the product analysis. ASTM A681 allows small drift between the two; differences >0.02% C or >approximately 0.10%[1] Cr deserve a question.
- For dies over 500 kg[2], insist on through-thickness ultrasonic and a transverse Charpy V-notch result — center segregation is where premium money buys real safety.
One last sourcing tip: the ASTM A681 specification text itself is the cheapest insurance you can buy, ASTM A681-08(2022) is the governing standard for tool steels and spells out the chemistry windows you can legally enforce on a non-conforming shipment.
Frequently Asked Questions About H13 Tool Steel
What’s H13 tool steel in one sentence?
H13 is a approximately 5%[3] chromium, approximately 1.3% molybdenum, 1% vanadium hot-work tool steel (AISI/UNS T20813) built to resist thermal fatigue at die temperatures up to 540°C[4]. See the ASTM A681 standard for the controlling chemistry.
What hardness does H13 hold?
Annealed bar ships at ~95 HRB (217 HB max) so it machines like a soft alloy steel. After quench and double temper, working hardness lands at 44,52 HRC.
Die casting dies are usually drawn back to 44,48 HRC for toughness; forging dies and plastic molds often run 48,52 HRC for wear.
Can you machine H13 in the hardened state?
Yes, up to roughly 50 HRC with coated carbide (AlTiN), rigid setup, and reduced chip load, typically 60,90 m/min surface speed and 0.05,approximately 0.10 mm[5]/tooth feed. Above 50 HRC, switch to CBN or grind. Rough-machine soft, heat treat, then finish hard to hold ±approximately 0.02 mm[6] on cavity detail.
What does H13 cost per kg in 2026?
Standard AISI H13 round bar runs about USapproximately $6,9[7]/kg ex-mill in Asia; ESR-remelted Premium Quality (NADCA #207) sits at USapproximately $11,16[8]/kg; small precision-ground blocks from European mills exceed US$20/kg.
Can H13 be welded for die repair?
Yes, TIG with matching H13 filler is standard for cavity rebuilds. Preheat the die to approximately 400,450°C[9], hold during welding, slow-cool in vermiculite, then re-temper at approximately 25°C[10] below the original draw temperature to avoid softening the parent metal.
Key Takeaways and How to Specify H13 for Your Next Tool
The approximately 5%[11] Cr / approximately 1.3%[12] Mo / approximately 1%[13] V recipe exists for one reason: balance. Chromium delivers oxidation resistance and hardenability, molybdenum holds hot strength past approximately 540°C[1], and vanadium pins grain size so the steel survives thousands of thermal cycles without checking.
Hit the right hardness window for the job and H13 tool steel pays back the premium.
Hardness Targets by Application
- Aluminum die casting dies: 44–48 HRC — prioritize toughness over wear
- Hot forging dies: 40–46 HRC — softer to absorb impact
- Extrusion tooling: 46–50 HRC — wear resistance dominates
- Plastic injection molds (corrosive resins): 48–52 HRC + nitriding
When to Upgrade and What to Pair It With
Move from standard H13 to ESR or NADCA #207 premium grade once your die exceeds approximately 200 mm[2] thickness or your production run targets 100,000+ shots, the cleaner sulfur (≤approximately 0.005%[3]) cuts heat-checking failures roughly in half. Pair every hot-work die with gas nitriding (0.10,approximately 0.20 mm[4] case at 50,60 HRC) before first production.
RFQ Checklist — Copy This
- Specification: AISI H13 per ASTM A681, or NADCA #207-2016 Premium
- Melt route: EAF+LF+VD minimum; ESR for critical dies
- Delivery condition: annealed, ≤235 HB
- Ultrasonic test: ASTM A388, flat-bottom hole approximately 1.6 mm[5]
- Certified chemistry + Jominy or micro-cleanliness report (ASTM E45)
- Block dimensions with approximately 6 mm[6] machining allowance per face
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
References
- [1]metalsupermarkets.com/tool-steel-h13/
- [2]alro.com/divsteel/Metals_Gridpt.aspx
- [3]azom.com/article.aspx
- [4]en.wikipedia.org/wiki/Tool_steel_1.2344
- [5]hudsontoolsteel.com/technical-data/steelh3
- [6]mantle3d.com/blogs/h13-tool-steel/
- [7]azom.com
- [8]hudsontoolsteel.com
- [9]alro.com
- [10]reddit.com/r/metallurgy/comments/1abuiv2/h13_tool_steel/
- [11]mcmaster.com/products/grade-h13-steel/
- [12]onlinemetals.com/en/buy/tool-steel-round-bar-h13
- [13]carpentertechnology.com/alloy-finder/h13



