A weld pool forms when the intense heat from a welding arc melts the base metal. The temperatures in welding arcs far exceed the melting points of common metals:
- Stick welding: 3,000°C to 6,000°C
- MIG welding: 3,500°C to 7,000°C
- TIG welding: 5,000°C to 10,000°C
- Mild steel melting point: 1,510°C
- Titanium melting point: 1,668°C
Physical forces such as arc pressure, surface tension, and electromagnetic effects shape and move the molten pool. Understanding these forces helps welders control the size and quality of the weld.
Key Takeaways
- A weld pool happens when strong heat from a welding arc melts the base metal. This makes a liquid spot that hardens and joins the pieces together.
- You can change the size and depth of the weld pool by changing the current and voltage. Higher settings make bigger pools for deeper welds.
- It is important to know about the forces at work, like arc pressure and electromagnetic force. This helps make better welds and stops problems.
- Watch how the weld pool moves and how fast it cools. If it cools fast, the weld is stronger and has smaller grains. If it cools slowly, the weld can get weaker.
- Pick the right electrode and shielding gas to make the weld stronger and stop contamination. This keeps the weld clean and strong.
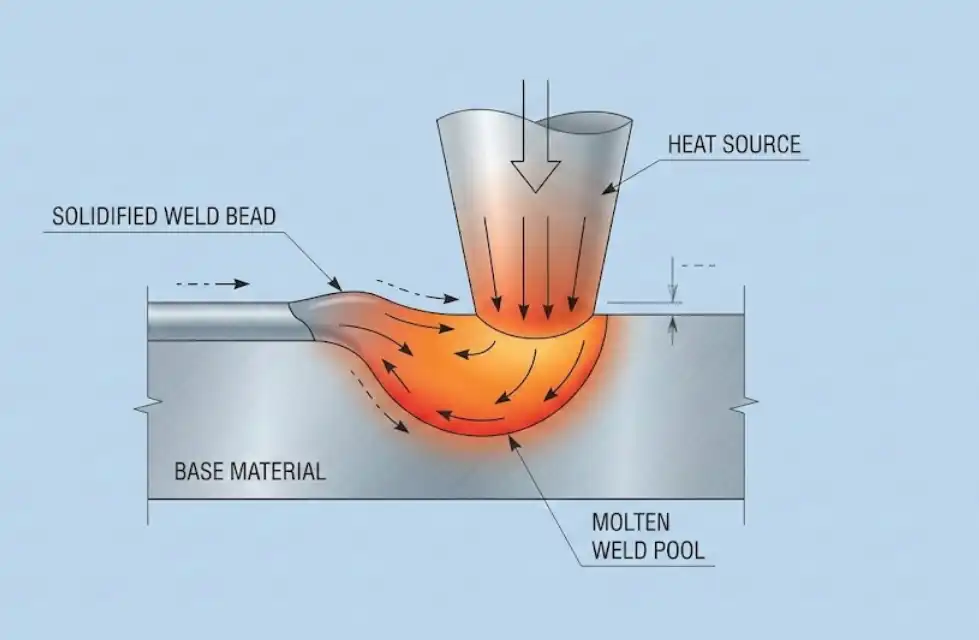
Weld Pool Formation
Arc Heat and Melting
The electric arc gives off a lot of heat in welding. When the arc touches the base metal, it makes a very hot spot. This heat makes the metal get hotter than its melting point. Because of this, a weld pool forms right under the arc. The metal in the weld pool stays liquid only while the arc is there.
Note: The center of the weld pool is the hottest part. The edges are cooler than the middle. This difference in heat makes the metal cool and harden as the arc moves away.
Metallurgical books say weld pool formation has three main steps:
- Arc starts and slag forms
- Molten pool welding happens
- The pool gets smaller and is removed
For GMAW on low‑carbon steel (short‑circuit and spray transfer), higher welding current (or higher wire‑feed) increases deposition rate and generally deepens penetration; higher travel speed reduces penetration and bead width by lowering heat input per unit length; a longer arc (higher voltage or greater stick‑out) typically widens the bead while reducing penetration — as described by EWI, “Gas Metal Arc Welding basics: Current & Voltage”.
More heat makes the weld pool bigger. More heat also adds more metal, so the weld bead gets larger and rounder.
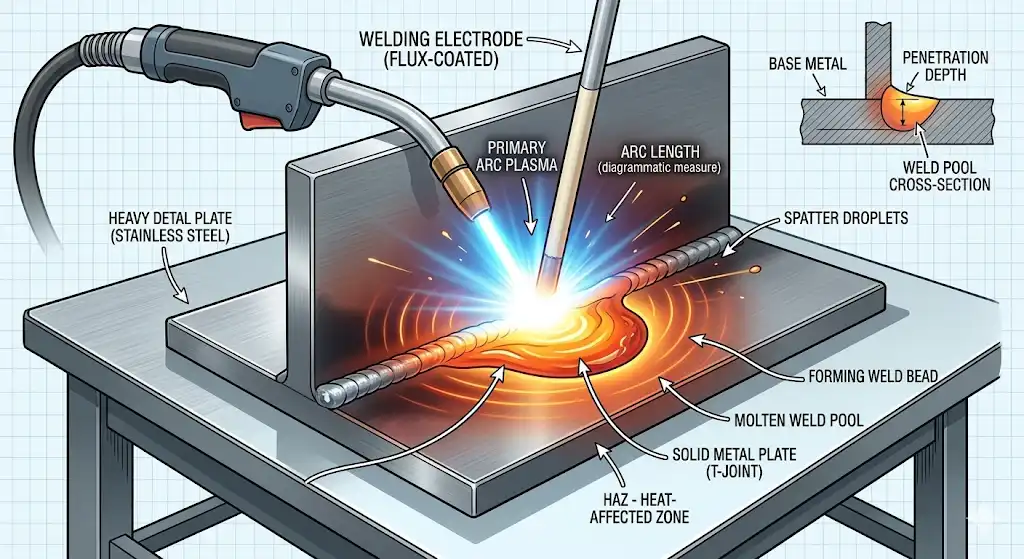
Role of the Electrode
The electrode is very important for making the weld pool. The kind of electrode changes how the weld pool acts and what it is made of. At the tip of the electrode, many things happen. These things help decide how strong the weld will be. Using the right electrode and base metal makes the weld strong and helps work go faster.
The forces inside the weld pool depend on the electrode and the metal being added. The electromagnetic force changes how heat and metal move in the weld pool the most. The Marangoni effect also moves the molten metal, but not as much. Buoyancy forces do not matter much.
When the arc moves forward, the weld pool cools and gets hard behind it. This leaves a solid bead that joins the two pieces. The weld’s quality depends on how well the welder controls the heat, the electrode, and the arc’s movement.
Weld Pool Forces
The weld pool forms under the welding arc and stays in motion because of several physical forces. These forces decide how the molten metal moves, how the pool shapes itself, and how the weld solidifies.
Arc Pressure and Plasma Shear
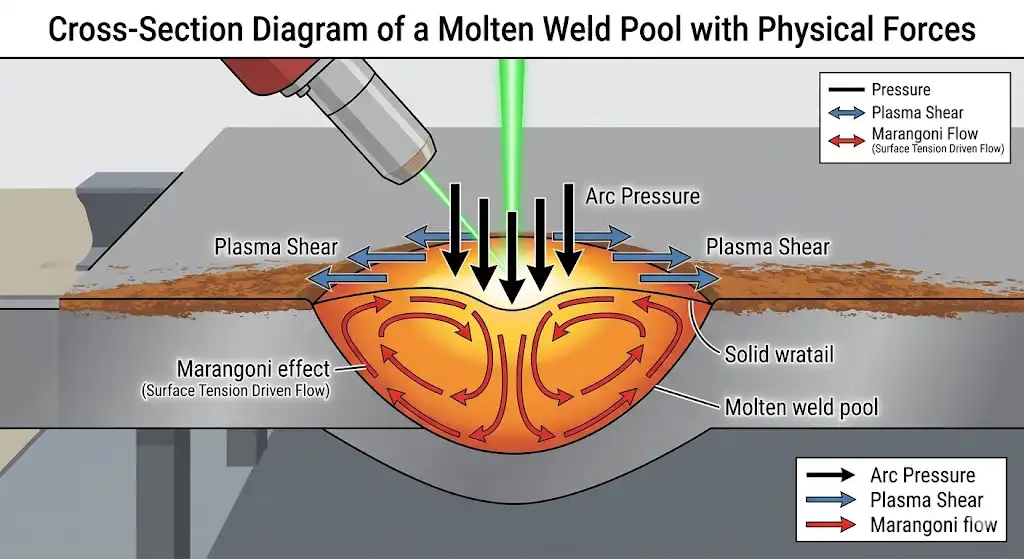
Arc pressure pushes down on the surface of the weld pool. This pressure comes from the force of the plasma arc hitting the molten metal. The pressure can change the depth and width of the weld pool. Scientists have studied how arc pressure affects the weld pool, but they still do not know exactly how much it changes the pool’s size. As the keyhole in the metal gets deeper, the shape of the plasma arc and the heat at the surface also change. The plasma jet moves at a steady speed, but the pressure still affects the pool.
| Effect of Arc Pressure on Weld Pool | Description |
|---|---|
| Depth and Width | Arc pressure can change the depth and width, but the exact amount is not fully known. |
| Plasma Shape | The shape of the plasma arc changes as the weld pool gets deeper. |
| Heat Flow | Arc pressure changes how heat moves into the weld pool. |
Plasma shear is another force that acts on the weld pool. It comes from the movement of the plasma cloud and the spots where the arc touches the metal. Plasma shear can make the molten metal move in different directions. The force is small because the plasma is not thick, so it does not move the metal a lot. When the spots where the arc touches the metal cluster together and move, they can make the weld pool flow more. This shows that plasma shear and arc pressure work together to shape the weld pool.
Surface Tension and Marangoni Effect
Surface tension pulls the surface of the weld pool tight, like a skin. The Marangoni effect happens when the surface tension changes from the center to the edge of the pool. This change makes the molten metal flow. In steel welding, oxygen and other elements can change the surface tension. When oxygen is present, it can make the metal flow in a new direction. This changes how heat and metal move in the weld pool.
- Surface tension changes with temperature. When the center of the weld pool gets hotter, the surface tension drops.
- The molten metal then flows outward from the center. This flow helps spread heat and metal across the pool.
- In experiments, scientists saw that changing the surface tension with oxygen made the weld pool flow in new ways.
The Marangoni effect is important because it decides how the weld pool moves and cools. This affects the final shape and strength of the weld.
Buoyancy and Electromagnetic Force
Buoyancy is the force that makes things float in a liquid. In the weld pool, buoyancy is weak. It does not move the molten metal much. Scientists say that buoyancy does not matter much for weld pool formation.
Electromagnetic force, also called the Lorentz force, is much stronger. This force comes from the electric current in the welding arc. The current makes a magnetic field, which pushes the molten metal in the weld pool. The electromagnetic force moves the metal in circles or other patterns. This movement helps mix the metal and spread heat.
- Buoyancy force is weak and does not change the weld pool much.
- Electromagnetic force is strong and shapes how the weld pool moves and cools.
The main forces—arc pressure, plasma shear, surface tension, Marangoni effect, and electromagnetic force—work together to move the molten metal. They shape the weld pool and decide how the weld solidifies. These forces also affect the final look and strength of the weld.
Weld Pool Parameters
Current and Voltage
Current and voltage decide how much heat goes into the metal. More current melts more metal and makes a bigger, deeper weld pool. Less current gives a smaller, shallower pool. Voltage changes the arc length and the weld bead’s width. Too much voltage makes the arc unstable and the bead wider. Too little voltage can make the arc stop and the weld weak.
Automotive factories use certain settings to keep welds strong and even. The table below lists common settings:
| Parameter | Recommended Range | Notes |
|---|---|---|
| Amperage | 30-130 amps for .023 inch | Depends on how thick the metal is |
| Voltage | 13-17 volts | Change for bead height and arc steadiness |
| Wire Diameter | 0.024-0.035 inch | Best for thin metals |
| Wire Feed Speed | 130-160 ipm | Controls how deep and hot the weld gets |
| Shielding Gas | 75% Argon, 25% CO2 | Used a lot in MIG welding |
Applicable range and sources
This parameter table applies to GMAW short‑circuit transfer on low‑carbon steel panels roughly 0.8–2.0 mm thick using ER70S‑6 filler (wire diameters 0.6–0.9 mm / 0.023–0.035″ ). Typical settings: 30–130 A, 14–24 V, WFS ~80–350 ipm, and shielding gas 75% Ar / 25% CO2 (or 100% CO2) at about 5–10 L/min (higher in drafts). These ranges are practical starting points—adjust for joint, position, and equipment per the ER70S‑6 datasheet and manufacturer guidance (Crown/Washington Alloy ER70S‑6 datasheet; Miller welder settings guide).
Welders change these settings for different metals and thicknesses. Good settings help stop problems like holes and cracks.
Torch and Shielding Gas
The torch’s shape and angle change how heat and gas hit the weld pool. Holding the torch at 90° gives even heat and a balanced weld pool. At 70°, the heat moves behind the electrode, making the pool wider and less deep in front. The table below shows what happens with different torch angles:
| Torch Angle | Heat Flux Characteristics | Weld Pool Shape Characteristics |
|---|---|---|
| 90° | Even heat flow | Even weld pool |
| 70° | Most heat behind the electrode tip | Uneven, shallow, wide in front |
Shielding gas keeps air away from the melted metal. Gases like argon and carbon dioxide work in special ways. Argon blocks oxygen and keeps the weld pool clean, so there is less rust. Carbon dioxide makes the weld more bendable but can lower its strength. The right gas mix stops rust and makes the weld better. If gas flow is too low, air can get in and cause holes or cracks.
Controlling current, voltage, torch angle, and shielding gas keeps the weld pool steady and strong. These settings help stop problems and make sure the weld lasts.
Weld Pool and Weld Quality
Flow and Solidification
How the weld pool flows is very important. The way the molten metal moves changes how the weld cools and hardens. If the metal flows fast, heat and metal spread out evenly. Slow flow can make some parts cool faster than others. The speed of the flow changes how quickly the weld gets solid. When the flow is fast, the temperature changes quickly. This makes long, thin grains form in the weld. If the flow is slow, the grains are wider and more round. The shape of these grains affects how strong and tough the weld is.
How fast the weld cools also matters. If the weld cools quickly, the metal forms small, thin branches called dendrites. If it cools slowly, the branches get bigger and thicker. Smaller dendrites make the weld stronger and less likely to crack. Sometimes, fast cooling can also make the weld harder and help it last longer.
Tip: Welders can control the flow and cooling speed. This helps them make a weld with the right grain structure for the job.
Defects and Microstructure
If weld pool flow is not controlled, problems can happen. The table below shows common weld defects, what causes them, and why they happen:
| Defect Type | Explanation | Physical Causes |
|---|---|---|
| Worm-hole | Long gas pocket from a big molten pool | Too much current, moving too slowly |
| Puckering | Oxide trapped by moving metal | Not enough gas cover, high current |
| Burn-through | Melt falls down, bead is not filled | Too much heat, melt moves too much |
| Undercut | Groove along the weld bead | Metal splashes from the keyhole |
| Underfill | Weld bead is lower than the surface | Metal flows backward around keyhole |
| Humping | Metal pushed from the back of the keyhole | Pool is long and narrow, metal collides |
| Porosity | Bubbles or holes inside the weld | Melt pool and keyhole are not stable |
Other problems can come from dirty metal, wrong electrode, not enough shielding gas, moving too fast, or using too much current.
The way the weld pool cools changes the weld’s microstructure. What is in the pool, how things mix, and how fast it cools all change the grain size and shape. Small grains and good mixing make the weld stronger and more dependable. In ships and boats, good weld pool control stops gas from getting trapped and helps the weld last longer.
A weld pool happens when arc heat melts the metal. Physical forces move and shape the melted part. Things like current, voltage, and torch angle change the weld pool too. If you know how the weld pool works, you can make better welds.
- Watching the weld pool helps keep its size and shape right.
- Finding heat problems makes the weld better.
- Changing settings fast keeps the weld strong.
| Weld Quality Aspect | Description |
|---|---|
| Uniformity & Strength | Needed so the weld works well and lasts long |
| Flaw Acceptance | Rules say what flaws are okay for safe welds |
Learning these ideas helps welders and machines make welding safer and stronger.
References and Further Reading
- Tsai & Eagar’s 1985 “Marangoni Convection and Weld Pool Shape” (Metallurgical Transactions B) — foundational analysis of surface-tension gradients driving weld pool flow and penetration.
- AWS Welding Handbook, Ninth Edition, Vol. 1 (2014) — Welding Science and Technology, arc physics chapter — authoritative discussion of arc pressure, plasma flow, and convective heat transfer in weld pools.
- AWS C5.5/C5.5M:2003 Recommended Practices for Gas Tungsten Arc Welding — process parameters and effects of arc characteristics (including arc pressure) on GTAW weld pool behavior.
- MillerWelds 2025 “MIG Welding: Setting the Correct Parameters” — OEM guidance on amperage, voltage, and wire feed settings for short‑circuit GMAW on carbon steel.
- Crown Alloys 2022 ER70S‑6 datasheet — shielding gas recommendations (75% Ar/25% CO2) and typical performance/parameter considerations for ER70S‑6 wire.
FAQ
What is a weld pool in welding?
A weld pool is a small area of molten metal that forms when the welding arc melts the base metal. This pool cools and solidifies to join two pieces together.
What factors control the size of a weld pool?
Current, voltage, torch angle, and shielding gas control the weld pool’s size. Higher current and voltage make the pool larger and deeper. Torch angle and gas type also change the pool’s shape.
What forces move the molten metal in a weld pool?
Arc pressure, surface tension, the Marangoni effect, and electromagnetic force move the molten metal. These forces shape the pool and affect how the weld cools.
What problems can happen if the weld pool is not controlled?
Uncontrolled weld pools can cause defects like porosity, undercut, or burn-through. These problems weaken the weld and can make it unsafe.
What does the weld pool’s cooling speed affect?
The cooling speed changes the weld’s grain structure. Fast cooling makes small grains, which increase strength. Slow cooling forms larger grains, which can make the weld softer.







