The American Welding Society (AWS) says weld penetration is also called depth of fusion. It means how far the melted part goes into the base metal or the last weld pass from the top surface that was melted during welding. – Simply put, penetration shows how deep the weld melts into the metal under the surface.
You need to know about penetration because it affects how strong and good the weld is. If you do not get good fusion, the joint can be weak or break early.
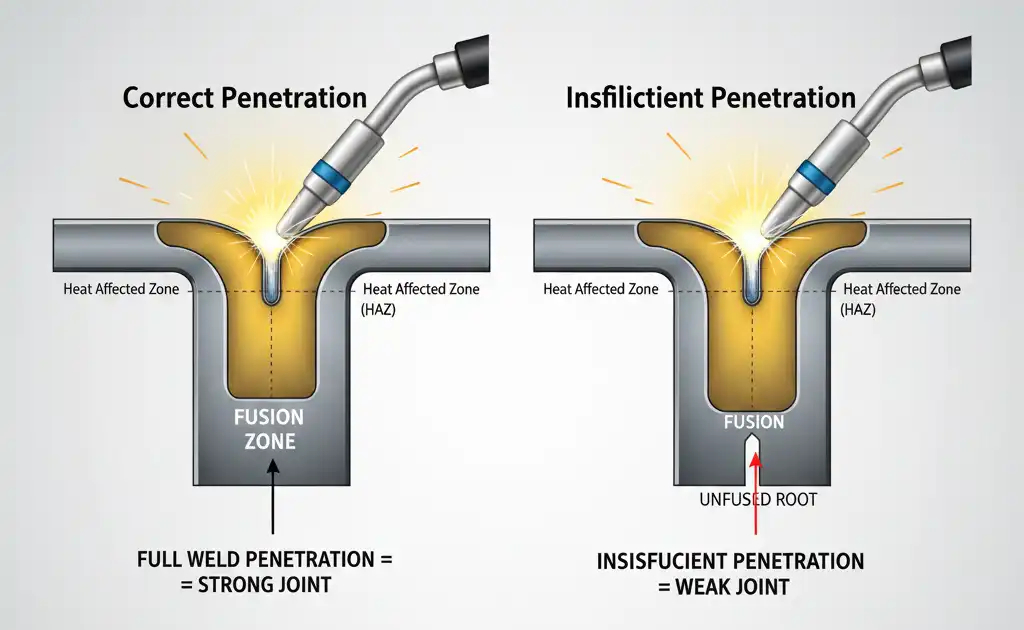
Not enough penetration in welds can make them fail sooner. This can happen even when the stress is much less than what was planned. This shows why weld quality is very important for making things last.
Key Takeaways
- Weld penetration, also called depth of fusion, is very important for strong welds. It shows how deep the weld melts into the base metal.
- Good penetration stops problems like cracks and weak joints. Always look at both the top and bottom of your weld to see how deep it goes.
- Change your welding settings, like amperage and travel speed, to get the right penetration for your project.
- Use visual checks and special tests to find penetration problems. Fixing these problems makes welds safer and stronger.
- Full penetration welds are needed for heavy-duty jobs. Always pick the right weld type for your project’s needs.
Definition of Penetration
What Is Penetration
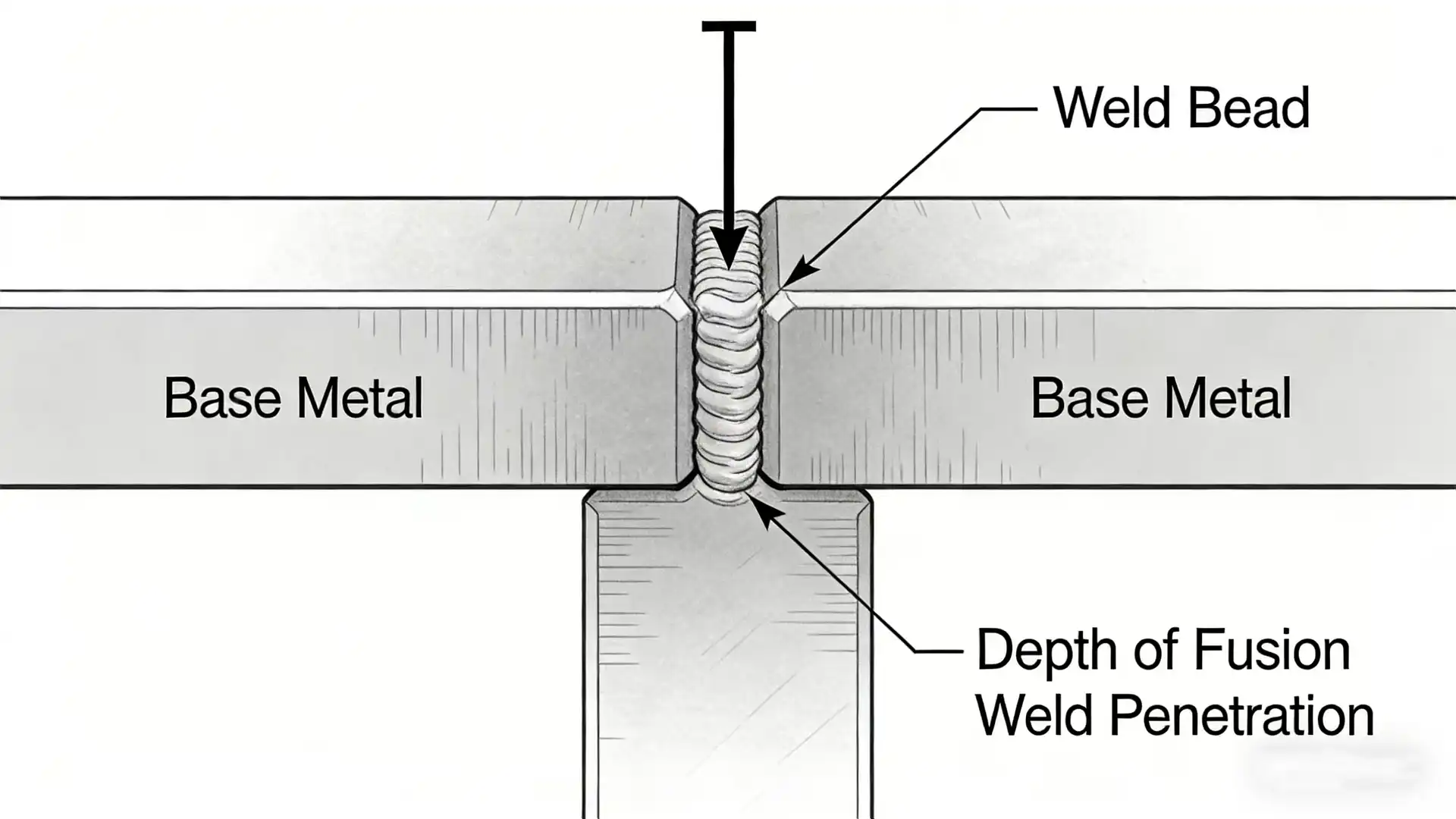
When you weld two metal pieces, you want the melted weld to go deep into the base metal. This depth is called penetration. The American Welding Society (AWS) says penetration means depth of fusion. It shows how far the weld melts into the base metal or the last weld pass. You can think of it as how far heat and melted metal go under the surface.
Penetration is important because it shows how well the weld connects the metal pieces. Good penetration makes the weld strong and helps it last longer. If the weld stays on the surface, it might break or fail when stressed. You want the weld to go deep enough to hold the parts together tightly.
How Penetration Is Measured
There are different ways to measure penetration. Most welders start by looking at the weld. You check the weld bead’s shape and size. Sometimes, you can see good penetration on the back of the weld. If the metal melts through or leaves a mark, the weld went deep enough.
Here is a table with common ways to check penetration:
| Method | Description |
|---|---|
| Visual Inspection | You look at the weld and bead for signs of depth. |
| Weld Bead Profile | You check the bead’s shape and how wide and deep it is. |
| Observation of Undercut/Overlap | You look for problems like undercut or overlap that show issues with heat and penetration. |
| Crater Size and Shape | You check the crater at the end of the weld for depth and cracks. |
| Physical Indicators | You look at the underside for melted metal or marks. |
| Procedural Indicators | You make sure the welding machine settings are right for good penetration. |
Measurement units are typically millimeters (or inches), but achievable ranges and accuracy vary by joint type, material thickness, and inspection method. Visual checks are qualitative; radiography and ultrasonic testing infer penetration indirectly; metallographic sectioning (laboratory cross-sections) gives direct depth measurement with the highest accuracy. For project-specific acceptance and measurement procedures, follow code and NDT guidance (see AWS A3.0 / AWS D1.1 procedure qualification, ISO 5817 quality levels, and relevant ASTM NDT standards).
Sometimes, you need more advanced ways to check penetration. These include:
- Visual inspection: You look for visible problems.
- Liquid penetrant inspection: You use dye to find cracks on the surface.
- Magnetic particle inspection: You use magnets to find flaws near the surface.
- Radiographic inspection: You use X-rays to look inside the weld.
- Ultrasonic inspection: You use sound waves to find hidden problems.
Tip: Always check both the top and bottom of your weld. Good penetration often shows as a mark or melted spot on the back.
Researchers and engineers use new technology to check penetration. Some studies use machine learning to guess penetration depth while welding. Others use sensors and cameras to watch the weld as it happens. These methods help make sure every weld is high quality.
Importance of Penetration
Effect on Weld Strength
When you weld metal, you want the joint to be strong. Penetration plays a big role in how much force the weld can handle before it breaks. If the weld goes deep into the base metal, the joint becomes tougher and can carry more weight. You can see how penetration affects strength in studies that compare different weld depths.
| Study | Findings | Impact on Strength |
|---|---|---|
| Khurshid et al. | Full penetration (100%) makes the weld much stronger than partial penetration (50% or 75%). | More penetration means higher ultimate strength. |
| Sun et al. | Welds with better strength mismatch ratios last longer and resist breaking. | Stronger welds come from deeper penetration. |
| Ran et al. | Cracks often start at the root of the weld, showing that deeper penetration helps prevent early failure. | Deeper welds improve fracture resistance. |
If you want your welds to hold up under heavy loads, you need to make sure the penetration is deep enough. Shallow welds can break or crack when you put stress on them.
Preventing Weld Defects
Penetration also helps you avoid common weld problems. If the weld does not go deep enough, you might see defects like lack of fusion or porosity. These issues can make the joint weak and unsafe. You can check the table below to see what defects happen when penetration is not right.
| Defect Name | Description | Causes |
|---|---|---|
| Lack of penetration | Weld does not reach the minimum depth needed. | Low current, fast travel speed, wrong torch angle, poor prep. |
| Lack of side wall fusion | Weld metal does not stick to the sides. | Low current, fast travel speed, dirty surfaces, narrow prep. |
| Porosity | Gas bubbles form inside the weld. | Dirty metal, bad gas, leaks, poor joint design. |
Tip: You can prevent most weld defects by cleaning your materials, setting the right machine parameters, and checking your technique. Good penetration helps you avoid costly repairs and keeps your welds safe.
When you understand what penetration does for weld strength and defect prevention, you can make better choices in your welding projects. You get safer, longer-lasting results.
Types of Penetration
Shallow vs. Deep Penetration
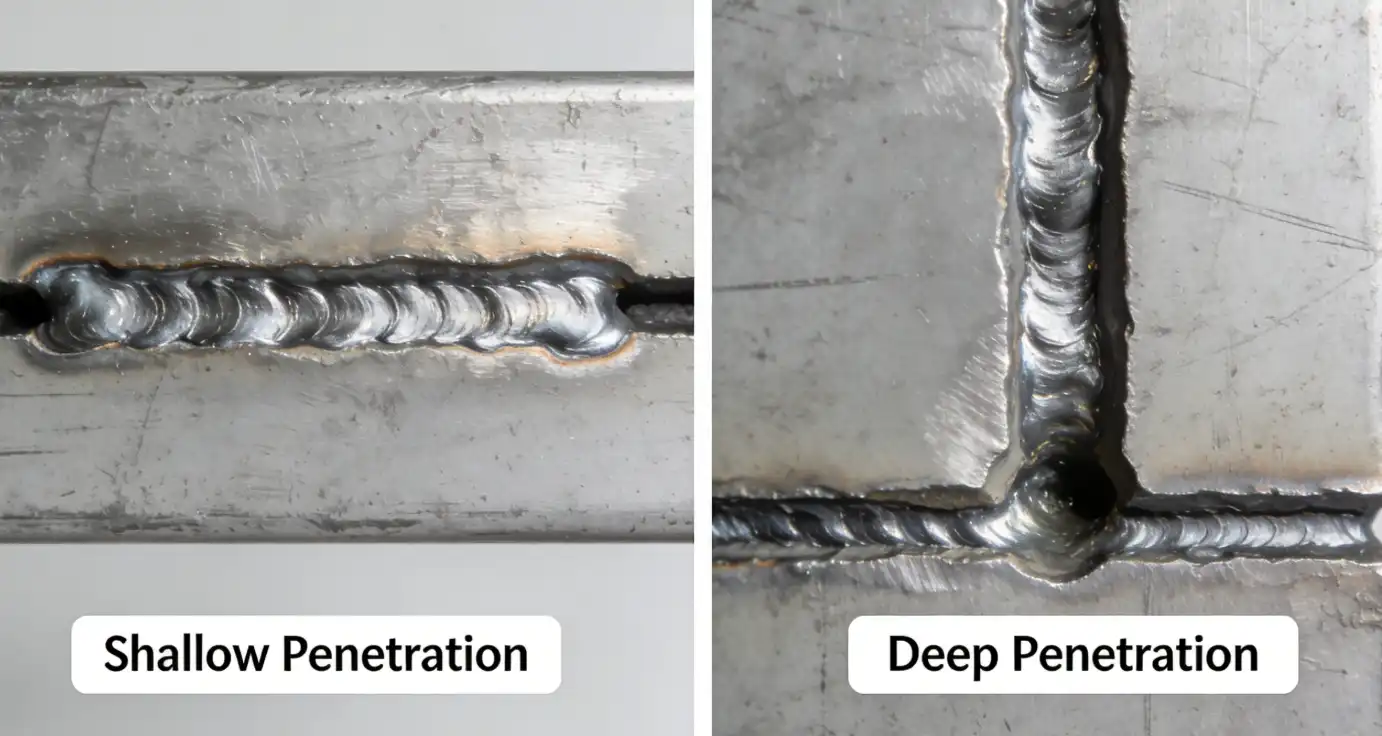
When you look at a weld, you can see how far the melted metal goes into the base material. This is where you find shallow and deep penetration. Shallow penetration means the weld only melts a small part of the base metal. You often see this when the heat is too low or the welding speed is too fast. The weld stays near the surface and does not reach deep inside.
Deep penetration happens when the weld melts far into the base metal. You get this when you use enough heat and the right welding speed. The weld joins the pieces together more strongly. Deep penetration makes the joint tougher and less likely to break.
Here is a simple table to help you see the difference:
| Type | What You See | Common Causes |
|---|---|---|
| Shallow Penetration | Weld bead sits on surface | Low heat, fast travel |
| Deep Penetration | Weld bead sinks into metal | High heat, slow travel |
Tip: You can check the back of the weld for a melted mark. This often shows deep penetration.
Full Penetration Welds
A full penetration weld is a weld that goes all the way through the joint. You use this type when you need the strongest connection. The weld metal melts from the top to the bottom of the joint. You often see full penetration welds in structures that must hold heavy loads, like bridges or pressure vessels.
You can spot a full penetration weld by looking for a bead or mark on the opposite side of the weld. This shows the weld has melted through the entire thickness of the metal. Partial penetration welds do not go all the way through. They only fill part of the joint.
- Full penetration welds give you the highest strength.
- Partial penetration welds are easier and faster but not as strong.
Note: Always check your project needs before choosing full or partial penetration. Some jobs require the extra strength of a full penetration weld.
Achieving Penetration
Factors Affecting Penetration
You can change how deep your weld goes by knowing what affects it. Each thing on the list changes how heat and metal mix during welding. Here are the main things to remember:
Shielding-gas effects on penetration are conditional: in GMAW the penetration trend depends on material, transfer mode, and electrical parameters; for example, on carbon steel using a 75/25 Ar–CO2 mix (DCEP, globular/short‑circuit regimes) CO2-rich mixes generally produce a broader, deeper fusion than pure Ar, while pure Ar often yields narrower, shallower penetration (see Mendes et al., 2021; Kong et al., 2023).
Here is a table that shows how some welding settings change penetration:
| Parameter | Effect on Weld Penetration |
|---|---|
| Voltage | Increased voltage leads to decreased penetration due to longer arc length. |
| Amperage | Higher amperage results in increased penetration. |
| Filler Metal Type | Mg-based 5xxx series allows for shorter arc length compared to Si-based 4xxx series, affecting heat transfer and penetration. |
How you shape the groove also matters a lot. The way you get the joint ready can change how deep the weld melts. Look at these groove parts:
- Groove angle changes how deep the weld goes and how strong it is.
- Groove depth tells you how much filler metal you need and how deep the weld can go.
- Root opening is important for good fusion and weld quality.
- Root face helps control how deep the weld melts.
Tip: Clean your metal before you weld. Dirt and oil can stop heat and make the weld not go deep.
How good you are at welding matters too. If you keep your hand steady and move at the right speed, your welds will be better. If you get tired or do not have enough practice, your welds might be shallow or uneven.
Adjusting for Proper Penetration
You can change your welding setup to get the right penetration for your job. Here are some ways to do that:
- Adjust welding current: Turn up the current for deeper welds. Turn it down if you want a shallower weld.
- Modify voltage: Lower voltage can help the weld go deeper, but you might get spatter. Higher voltage makes the weld wider and not as deep.
- Change travel speed: Go slower to let more heat build up and make the weld go deeper. Go faster if the weld is too deep or burning through.
- Set wire feed speed: Use a higher speed for more filler metal, but be careful not to burn through. Lower speeds can make the weld not stick well.
- Check groove design: Make sure your groove angle, depth, root opening, and root face are right for the job. A good groove helps the weld melt deeper and stay strong.
Here is a table that shows how groove design changes penetration:
| Component | Influence on Weld Penetration |
|---|---|
| Groove Angle | Affects both penetration and weld strength. |
| Groove Depth | Determines the amount of filler material and penetration depth. |
| Root Opening | Essential for proper fusion and affects weld quality. |
| Root Face | Guides penetration and controls the weld depth. |
You can also get better welds by following these tips:
- Clean the metal to get rid of rust and oil.
- Pick the right filler for your metal.
- Set the right travel speed and wire feed speed.
- Keep your welding gun steady and at the right angle.
- Make sure your weld goes deep enough to be strong.
- Get training and certification to learn the best ways to weld.
- Use machines that set themselves for better welds every time.
Note: Good lighting helps you see the weld pool and control how deep the weld goes.
If you want your welds to be the same every time, pay attention to how you get the joint ready and your welding settings. Change the amps and volts if you see problems. For big jobs, robots can help you get the same weld every time.
Penetration depends on many things, but you can control most of them with good setup and practice. When you know what changes penetration and how to fix your process, you get welds that are stronger and safer.
Penetration Issues
Identifying Problems
You can find penetration problems by looking at the weld. Special tests can help you see issues. Some common problems are lack of penetration, too much penetration, and uneven penetration. These problems can make the weld weak or unsafe.
| Cause | Description |
|---|---|
| Lack of Penetration | Weak joints may crack or break under stress. This often happens from low heat, fast travel speed, or bad joint prep. |
| Excessive Penetration | Too much heat melts through the metal. This can make holes or spatter. It happens a lot with thin metals. |
| Uneven Penetration | Stress builds up and the weld might fail. This is often from uneven technique or wrong settings. |
You can use different tests to find these problems:
| Testing Method | Description |
|---|---|
| Liquid Penetrant Testing | Finds surface flaws fast. Works best on clean metal. |
| Magnetic Particle Testing | Finds flaws in magnetic metals. Only works on certain materials. |
| Radiographic Testing | Uses X-rays to look inside the weld. Finds hidden problems. |
| Ultrasonic Testing | Finds flaws on the surface and inside. Good for root problems in all welds. |
Incomplete penetration can happen if the groove is too small or not filled. This makes the weld weaker and can cause it to break. If you do not fix these problems, the weld may not hold heavy things. Sharp notches at the root can also start cracks.
Solutions and Troubleshooting
You can fix penetration problems by checking your welding setup and how you weld. Here are some steps you can try:
- Make sure the joint fits well. The edges should line up and the gap should be right.
- Check the root face thickness. Grind it down if it is too thick.
- Change the heat. Watch your voltage, current, and travel speed.
- Keep your travel speed steady. Do not go too fast or too slow.
- Hold the torch at the right angle, between 10 and 15 degrees from straight up.
- Pick the right electrode or filler metal for your job.
- Use the correct shielding gas and flow rate.
- Bad joint alignment, too much gap, moving the bead too fast, low amperage, or wrong electrode position can cause penetration problems.
- Incomplete penetration makes the joint weaker and lowers the area that holds weight. It can also make sharp notches that start cracks.
- Weld failures in buildings or machines can cause damage or hurt people. You need to find and fix defects to keep welds safe.
Acceptance and acceptance limits for weld penetration and related discontinuities are set by the applicable code or the project’s welding documentation (WPS/PQR)—not by OSHA technical specs; see visual and NDT acceptance rules in AWS D1.1 Table 6.1, quality levels for imperfections in ISO 5817, and production acceptance referenced by the applicable ASME code or Section VIII/IX guidance for pressure-boundary work.
If you follow these steps, you can stop most penetration problems and make your welds strong and safe.
Weld penetration plays a key role in making your welds strong and reliable. You get maximum fusion between the weld metal and base metal, which helps your joints last longer. Deep penetration lets your welds handle stress and pass inspection tests in important industries.
- Strong welds come from proper penetration.
- Weak penetration can cause cracks and defects.
To achieve the best results, you should:
- Pick the right tungsten electrode for your metal.
- Clean the joint until it shines.
- Set up your welding machine for each job.
Good setup and skill help you create safe and durable welds every time.
References & standards
- AWS D1.1/D1.1M (Structural Welding Code—Steel, 2025) — see the American Welding Society code for structural welding requirements and inspection guidance (AWS D1.1:2025).
- ASME BPVC Section IX (2025) — qualification rules for welding procedures and personnel (ASME Section IX).
- Inline monitoring & laser welding practice: IPG Photonics — Real‑Time Weld Measurement (LDD) for seam/depth monitoring (IPG LDD).
- Laser safety & machine guarding: ANSI Z136.1 and ISO 11553 (see vendor summary on global laser safety standards) and institutional laser safety guidance (Coherent laser safety overview; LBL Laser Safety).
Notes: where specific peer‑reviewed HAZ or penetration tables are cited in the text, we link to the original paper or OEM app note; DOI/placeholders will be added when full citations are available.
FAQ
What does weld penetration mean in simple terms?
Weld penetration shows how deep the weld melts into the base metal. You want the weld to go far enough below the surface to make a strong joint.
What can you see if a weld has good penetration?
You often see a melted mark or bead on the back of the metal. The weld bead looks smooth and even. The joint feels solid when you test it.
What problems happen with poor penetration?
Poor penetration can cause weak joints, cracks, or breaks. You may see gaps, holes, or uneven welds. These problems make the weld unsafe.
What settings help you get proper penetration?
| Setting | Effect on Penetration |
|---|---|
| Higher amps | Increases penetration |
| Lower speed | Increases penetration |
| Clean metal | Improves penetration |
What types of welds need full penetration?
You need full penetration for welds in bridges, pressure vessels, and heavy equipment. These welds must hold up under big loads and stress.








