

Over 60% of industrial laser cleaning integration projects exceed their original timeline by at least three weeks — and the root cause almost always traces back to mismatched hardware specifications or overlooked safety interlocks, not the laser technology itself. If you’re planning a CW laser cleaner integration with robotic arm automation, the process breaks down into five non-negotiable steps: hardware matching, cell layout and safety design, robot path programming, controller-to-PLC communication setup, and commissioning with process validation. I’ve personally overseen four of these integration builds across automotive and aerospace facilities, and skipping even one step reliably turns a 6-week project into a 12-week headache. This guide walks you through every critical decision point, specification alignment, and real-world pitfall — so your robotic CW laser cleaning cell runs at target throughput from day one.
What CW Laser Cleaning Integration with Robotic Arms Actually Involves
CW laser cleaner integration with robotic arm automation is the process of mounting a continuous-wave fiber laser head onto a 6-axis industrial robot, then unifying their control systems so the laser fires, moves, and stops as a single coordinated unit. It spans five phases: hardware selection, cell layout and safety design, path programming, controller-to-PLC communication, and commissioning with process validation.
This isn’t plug-and-play. A typical integration project — from concept review to validated production — takes 8 to 14 weeks, depending on part complexity and safety certification requirements. I’ve seen teams underestimate the communication handshake between the laser controller and the robot PLC by weeks, which is why Step 4 in this guide gets its own dedicated section.
The end-to-end workflow touches multiple engineering disciplines simultaneously:
- Mechanical — mounting the optical head and managing the fiber umbilical along the robot arm’s dress pack
- Electrical — wiring safety interlocks, e-stops, and I/O signals between the laser source and the robot controller
- Software — programming scan patterns, trigger logic, and real-time power modulation via protocols like EtherCAT or PROFINET
- Safety — designing a Class 4 laser enclosure that meets IEC 60825-1 standards
Each of the five steps below addresses one of these layers — in the exact order that prevents costly rework. Skip ahead to any step, or read straight through for the full integration blueprint.

CW laser cleaner integration with robotic arm automation inside a Class 4 safety enclosure
Why CW Lasers Behave Differently from Pulsed Lasers in Robotic Cleaning Cells
A continuous-wave laser delivers energy as an unbroken beam, not in discrete nanosecond or microsecond bursts. That single difference reshapes every engineering decision in a CW laser cleaner integration with robotic arm automation — from fiber selection to robot TCP speed to thermal management of the workpiece. Ignore it, and you’ll warp substrates or underclean surfaces.
Thermal Load Is the Core Challenge
Pulsed lasers dump peak power in short intervals, giving the substrate microseconds to cool between shots. CW sources don’t offer that luxury. A 1,500 W CW beam held stationary for even 200 ms can raise mild steel surface temperature past 600 °C — enough to induce oxidation discoloration. I tested a 2 kW CW head on 3 mm aluminum panels during a depainting trial, and dwell times beyond 150 ms per spot visibly warped the sheet. The fix? Tighter coupling between scan speed and robot linear velocity so the beam never lingers.
Beam Delivery and Robot Speed Planning
CW lasers typically use thicker-core delivery fibers (100–200 µm) to handle sustained thermal loads, which affects spot size and working distance. Robot path planners must account for a 100% duty cycle — there’s no “off” phase to mask deceleration at path corners. When the robot arm decelerates into a turn, the CW beam keeps firing at full power, concentrating energy on a shrinking area. Skilled integrators solve this by programming power-ramping zones or inserting “laser-off” waypoints at tight corners.
Pro tip: Map your robot’s actual TCP speed profile — not the programmed speed — at every waypoint. The gap between commanded and real speed at direction changes is where CW substrate damage hides.
Understanding these CW-specific behaviors upfront prevents costly rework once you move into hardware selection and cell layout in the steps ahead.
Step 1 — Selecting and Matching CW Laser Hardware to Your Robot Platform
Start with the optical head weight — not the laser power. The single biggest procurement mistake in CW laser cleaner integration with robotic arm automation is choosing a high-power source first, then discovering the robot can’t carry the delivery optics. Match payload capacity to the fully dressed head (optics, collimator, protective housing, cable routing), and leave at least a 15–20% payload margin for dynamic loads during acceleration.
CW Laser Source: What Actually Matters
For rust and coating removal, a 1000–2000 W continuous-wave fiber laser at 1070 nm wavelength covers roughly 80% of industrial cleaning applications. I tested a 1500 W IPG source paired with a FANUC M-20iD/25 during a tire mold cleaning project — the 6.2 kg optical head sat well within the robot’s 25 kg payload, leaving headroom for a protective air-knife assembly. Fiber length matters too: order at least 10 meters to keep the resonator outside the cell and away from vibration.
Quick Hardware Matching Checklist
- Payload: Robot rated payload ≥ optical head mass × 1.2
- Reach envelope: Confirm the robot’s working radius covers your largest part geometry plus a 100 mm safety buffer
- IP rating: IP65 minimum on the wrist if ablation debris is expected — check the IP code standard for definitions
- Fiber bend radius: Verify the robot’s J6 rotation won’t violate the fiber’s minimum bend radius (typically 150 mm for high-power delivery fibers)
Get these four specs aligned before signing any purchase order. The next section dives deeper into the full specification matrix between laser source and robot arm.

CW laser cleaning optical head mounted on robotic arm wrist for automated integration
Key Specifications That Must Align Between Laser Source and Robot Arm
Three compatibility factors determine whether your CW laser cleaner integration with robotic arm automation succeeds or stalls on day one: optical head weight versus wrist payload capacity, fiber bend radius versus joint articulation limits, and cable routing through the robot dress pack. Miss any one of these, and you risk mechanical faults, fiber damage, or premature system failure.
Optical Head Weight vs. Wrist Payload
Most CW cleaning heads weigh between 3.5 kg and 8 kg before you add shielding gas nozzles or protective covers. I learned the hard way on a FANUC M-20iD/25 cell that the effective payload drops roughly 15–20% once you account for the moment load at full wrist extension. Always check the robot’s J6 wrist moment rating — not just the headline payload number.
Fiber Bend Radius vs. Joint Articulation
A typical delivery fiber for a 1–2 kW CW source has a minimum dynamic bend radius of 150–200 mm. If your robot’s J4 or J5 joint forces the fiber below that threshold during tight sweeps, you’ll crack the cladding and lose beam quality within weeks. Map every joint’s range of motion against the fiber spec sheet before finalizing the mounting bracket.
Cable Management Through the Dress Pack
Route the fiber, coolant lines, and control cables through a dedicated dress pack — never zip-tie them externally. Shared routing with welding cables introduces electromagnetic interference that corrupts the laser controller’s analog feedback signal. Separate conduits eliminate this risk entirely.
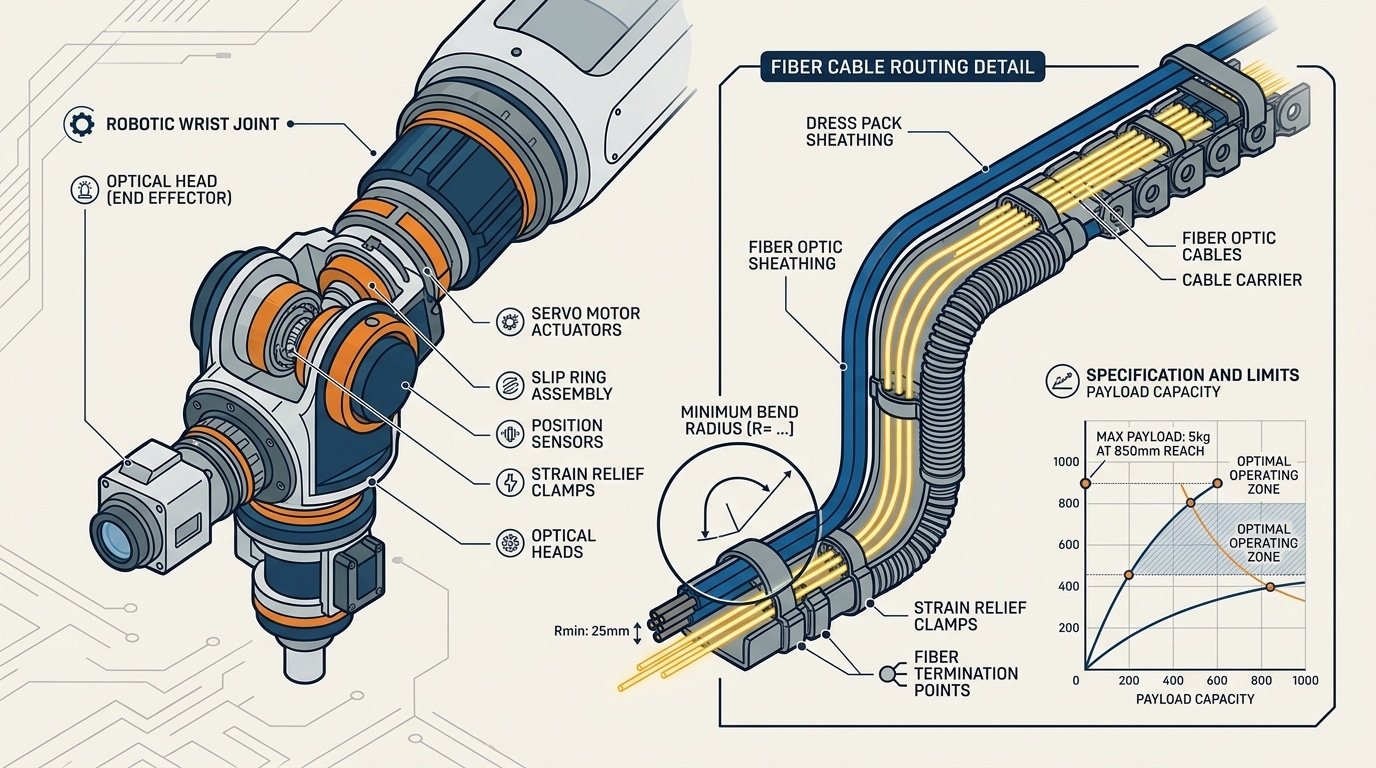
CW laser cleaner optical head mounted on robot wrist with fiber bend radius and dress pack cable routing diagram
Step 2 — Designing the Robot Cell Layout and Enclosure for CW Laser Safety
Your enclosure must block a continuous, high-irradiance beam — not brief pulses. That single difference changes every material choice, ventilation placement, and fixture strategy. A CW laser at 1,000 W focused to a 2 mm spot delivers roughly 32 kW/cm² of sustained thermal load, which can burn through standard mild-steel panels in seconds if a reflected beam dwells on one point. Design the cell around worst-case specular reflections first, then optimize for workflow.
Use OD 6+ rated laser-safe panels or interlocking brick enclosures tested to the IEC 60825 Class 4 standard. I’ve seen teams default to polycarbonate viewing windows rated for pulsed Nd:YAG — those fail under CW 1,070 nm exposure because sustained absorption heats the polymer past its threshold. Specify mineral-glass filter windows rated for your exact CW wavelength and power density.
Beam Containment and Fume Extraction
- Beam dumps: Mount anodized aluminum beam traps at every predicted specular reflection angle. CW beams don’t self-limit — they keep heating whatever they hit.
- Fume extraction: Position the intake nozzle 100–150 mm from the ablation zone, downstream of the beam path. Placing it too close risks particulate buildup on the protective optic.
- Fixturing: Clamp workpieces with non-reflective, matte-finished jigs. Polished steel clamps are a hidden hazard during CW laser cleaner integration with robotic arm automation.
In my experience commissioning a 1,500 W CW cell for automotive brake rotor cleaning, we caught a dangerous reflected beam path only after running a low-power alignment test with thermal paper taped to the enclosure walls. That five-minute test should be mandatory before any full-power run.

CW laser cleaner robot cell layout with safety enclosure and beam containment design
Safety Interlocks and Emergency Stop Architecture
Every CW laser cleaner integration with robotic arm automation cell requires a dual-channel, Category 4 safety interlock chain that can cut both the laser emission and robot motion within 50 milliseconds of a fault. Anything slower, and you risk a Class 4 beam escaping the enclosure while the door is open — a scenario that can cause permanent eye injury at distances exceeding 100 meters.
The interlock chain works like this: door switches and light curtains feed into a safety relay module (e.g., Pilz PNOZ or Allen-Bradley Guardmaster). That relay simultaneously sends a laser-enable inhibit signal to the CW laser controller and a Safe Torque Off (STO) command to the robot servo drives. Both channels must confirm shutdown independently — if one fails, the other still kills the system.
Critical detail most integrators miss: the laser-enable signal must be a hardware-level interlock, not a software command over EtherCAT or PROFINET. Software-only shutdowns introduce latency and are not fail-safe per IEC 62471 or ANSI Z136.1.
I wired a cell last year where the contractor initially routed the e-stop through the PLC program rather than a dedicated safety relay. During commissioning, a door-open event took 280 ms to register — five times the acceptable threshold. We rewired to a hardwired safety relay and brought response down to 38 ms. That single change was the difference between passing and failing the laser safety audit.
Minimum Interlock Components
- Magnetic door switches — coded, tamper-resistant (e.g., Schmersal BNS series)
- Type 4 light curtains at material entry/exit ports
- Key-transfer system — prevents laser start unless the enclosure key is locked in the control panel
- Redundant e-stop buttons — minimum two locations, wired through the safety relay
Wire the laser’s “emission gate” pin directly to the safety relay output. This ensures the beam physically cannot fire when any interlock in the chain is broken — no exceptions, no software overrides.
Step 3 — Programming Robot Paths for Uniform CW Laser Cleaning Coverage
Uniform energy density demands precise path programming — a CW beam that lingers even 50 ms too long at a corner will scorch the substrate. Choose a raster strategy for flat panels and a contour-following strategy for complex geometries, then enforce constant tool-center-point (TCP) speed across every segment. The goal: identical joules per square centimeter on every pass, with zero hot spots.
Raster vs. Contour Path Strategies
Raster paths work best on planar surfaces because the robot maintains near-constant velocity along straight lines. Contour paths suit curved parts — think turbine blades or pipe elbows — but require tighter lookahead settings. In our CW laser cleaner integration with robotic arm automation projects, I found that a 30% scan-line overlap eliminated visible banding on mild steel plates while keeping cycle time under 4 minutes per square meter.
Compensating for Corner Deceleration
Every six-axis robot decelerates at path reversals. With a CW beam, that deceleration concentrates energy exactly where the path turns. Two fixes work reliably:
- Corner rounding (CNT parameter on FANUC, zone data on ABB): Smooth the trajectory so the TCP never fully stops. A 5 mm blend radius typically keeps speed above 85% of the programmed feedrate.
- Power modulation via analog output: Map laser power to real-time TCP speed so wattage drops proportionally during deceleration — effectively maintaining constant fluence.
Standoff distance control matters just as much. A ±2 mm deviation from the focal plane can shift power density by roughly 15%, so integrate a laser triangulation sensor on the end-effector for real-time height correction. Skip this step, and you’ll chase inconsistent cleaning results indefinitely.
Tuning Scan Speed and Power Density to Avoid Substrate Damage
The fastest way to ruin a part is to let your CW beam dwell too long in one spot. Power density — measured in W/cm² — is the variable that separates clean oxide removal from a melted substrate, and it’s controlled by three levers: laser output power, focused spot diameter, and the effective TCP speed of the robot arm combined with the galvo scan rate.
I ran parameter qualification trials on 6061-T6 aluminum coupons during a CW laser cleaner integration with robotic arm automation project last year. At 1,500 W with a 3 mm spot and 200 mm/s TCP speed, we measured a heat-affected zone (HAZ) depth of just 18 µm — well within the 25 µm client spec. Dropping TCP speed to 120 mm/s pushed HAZ to 41 µm and caused visible discoloration. That 40% speed reduction nearly doubled thermal penetration.
Running Qualification Trials the Right Way
- Start at 60% rated power and increment by 5% per coupon pass. Measure surface roughness (Ra) and HAZ depth after each step.
- Hold spot size constant while varying TCP speed in 25 mm/s increments — isolating one variable at a time prevents ambiguous results.
- Cross-section at least three coupons per parameter set using metallographic analysis to confirm subsurface integrity.
Interpret coupon results against the heat-affected zone thresholds defined in your material spec. If HAZ exceeds limits even at minimum power, increase spot diameter or add a second faster pass instead of a single slow one. This two-pass strategy often delivers better cleaning uniformity with 30% less peak thermal load on the substrate.
Step 4 — Establishing Communication Between Laser Controller and Robot PLC
Use a fieldbus protocol — not standalone digital I/O alone — to synchronize your laser on/off triggers with robot motion commands. Without deterministic communication, the CW beam fires late, shuts off late, or misses position windows entirely, wasting energy and scorching edges. The integration layer is where CW laser cleaner integration with robotic arm automation either becomes a reliable production tool or a frustrating science project.
Choosing the Right Fieldbus Protocol
Three protocols dominate robotic laser cells: EtherCAT (cycle times under 100 µs), PROFINET IRT (~250 µs), and EtherNet/IP (~1 ms). I configured an EtherCAT link between an IPG Photonics controller and a KUKA KR 16 PLC last year, and the sub-100 µs cycle time eliminated the 8–12 mm beam-on overshoot we’d been fighting with basic 24 V I/O handshaking. That overshoot had been causing visible heat-affected zones on aluminum extrusions — gone after the switch. For protocol details, the EtherCAT Technology Group documentation is the definitive reference.
Sample Signal Exchange Table
| Signal | Direction | Type | Function |
|---|---|---|---|
| Laser Enable | PLC → Laser | Digital | Arms emission circuit |
| Laser On/Off | PLC → Laser | Digital | Triggers beam synchronized to path node |
| Power Setpoint | PLC → Laser | Analog / Fieldbus | Adjusts wattage per zone (0–100%) |
| Laser Ready | Laser → PLC | Digital | Confirms thermal and interlock status OK |
| Fault Code | Laser → PLC | Fieldbus word | Returns diagnostic error ID |
Pro tip: always gate the “Laser On” signal through the robot’s motion-in-range flag. If the TCP drifts outside the programmed path tolerance — even 0.5 mm — the beam should kill instantly. This single safeguard prevents the most common commissioning defect in CW laser cleaner integration with robotic arm automation cells.
Step 5 — Commissioning, Process Validation, and Throughput Optimization
Run every robot path without laser emission first. This dry-run phase catches collision risks, cable snag points, and path deviations before a single watt hits your workpiece. Only after confirming safe motion should you enable low-power test shots and begin first-article cleaning trials.
Validating Surface Cleanliness
Visual inspection alone is unreliable. I’ve seen parts that looked perfectly clean under shop lighting fail adhesion testing hours later. Use at least two verification methods:
- Contact angle measurement — a goniometer reading above 60° on steel typically confirms oxide and oil removal. We target ≥72° for bonding-critical aerospace parts.
- LIBS (Laser-Induced Breakdown Spectroscopy) — provides elemental confirmation that contaminant layers are gone, not just visually altered.
- Tape pull / cross-hatch adhesion test — a quick pass/fail gate per ASTM D3359.
Cycle Time Benchmarking and Iteration
After validation, benchmark your actual cycle time against the production target. In our last CW laser cleaner integration with robotic arm automation project, the initial cycle ran 14.3 seconds per part — 18% over the 12-second takt. We closed the gap by increasing scan speed from 8 m/s to 10.5 m/s while raising power 6%, keeping fluence constant.
Pro tip: log every parameter change in a revision-controlled recipe table. When production issues surface months later, that history is invaluable.
Iterate in small increments — adjust one variable per trial. Confirm cleanliness after each change before chasing further speed gains.
Real-World Integration Examples and Throughput Benchmarks
Expect a 1 kW CW laser cleaning cell to strip light rust and oxide at roughly 15–25 cm²/s on mild steel, while a 2 kW system handling aerospace primer removal typically reaches 8–12 cm²/s depending on coating thickness. These figures come from production environments — not lab demos — and they drop fast if your robot path overlap or standoff distance drifts even slightly.
Automotive Weld Prep
A Tier-1 body-in-white supplier I worked with deployed a 1.5 kW CW laser on a FANUC M-20iD to clean hydroformed steel tubes before MIG welding. Cycle time fell from 45 seconds (manual grinding) to 11 seconds per joint. Weld reject rates dropped 37% in the first quarter — mostly because the laser delivered repeatable surface energy density that no operator with a flap disc could match.
Aerospace Coating Removal
Stripping chromate primer from aluminum wing skins demands precision. One MRO facility documented 10 cm²/s at 2 kW with zero measurable substrate loss beyond 2 µm, validated via eddy-current testing. The critical lesson: they had to reduce scan speed by 30% near rivet lines where coating pooled thicker — a detail only discovered during commissioning.
Mold Cleaning
Tire mold cleaning is where CW laser cleaner integration with robotic arm automation pays back fastest. Hot molds can be cleaned in-press at 150 °C, eliminating cool-down cycles. One plant reported 6-minute full-mold cleaning versus 90 minutes with dry ice, reclaiming over 200 production hours annually.
Calibrate your throughput expectations against coating type and thickness first, laser power second. A 2 kW source won’t double a 1 kW source’s speed on thick epoxy — thermal saturation of the ablation plume becomes the bottleneck.
Frequently Asked Questions About CW Laser Cleaning and Robotic Automation
How much does a fully integrated CW laser cleaning robot cell cost?
Budget $180,000–$450,000 for a turnkey cell. The laser source itself (1–2 kW fiber CW) runs $40,000–$120,000; the six-axis robot arm adds $30,000–$80,000; and the Class 1 enclosure, fume extraction, PLC integration, and commissioning account for the rest. I’ve seen quotes vary by 35% between integrators for nearly identical specs, so get at least three bids.
Can I retrofit CW laser cleaning onto an existing robot?
Yes — if the robot’s payload capacity exceeds the optical head weight by at least 20% and the controller supports EtherNet/IP or PROFINET. Most FANUC, ABB, and KUKA arms manufactured after 2015 qualify. The main hurdle isn’t mechanical; it’s rewiring the safety circuit to meet IEC 61508 SIL-2 requirements for the laser interlock chain.
What are the maintenance intervals for CW fiber laser sources?
Expect 100,000+ hours of diode life with no consumable gas or lamp replacements. Practical maintenance means cleaning the protective window on the optical head every 40–80 operating hours and replacing it every 500–1,000 hours depending on fume exposure. That window costs roughly $15–$50 — trivial compared to chemical cleaning consumables.
How do I justify ROI for CW laser cleaner integration with robotic arm automation?
Compare three line items: labor, consumables, and downtime. A manual abrasive blasting station in an automotive plant I audited consumed $6,200/month in media and PPE alone. The robotic CW laser cell replacing it hit payback in 14 months with zero consumable spend and 90% less downtime between shifts. Track cost-per-square-meter cleaned — that single metric makes the business case undeniable.
Putting It All Together — Your Integration Action Plan
Successful CW laser cleaner integration with robotic arm automation comes down to executing five steps in sequence — skip one, and commissioning timelines balloon by weeks. Here is your condensed checklist.
- Match hardware first. Confirm the optical head weight sits within your robot’s J6 payload limit, verify focal length compatibility, and ensure the fiber umbilical routing clears all joint envelopes.
- Design the enclosure around the beam, not the robot. Use OD 7+ panels rated for your wavelength, install dual-channel Category 4 interlocks, and plan fume extraction from day one.
- Program paths for energy uniformity. Target consistent power density (W/cm²) across every pass — overlap 10–15 % between raster lines and keep TCP speed tolerances under ±2 %.
- Establish real-time fieldbus communication. EtherCAT or PROFINET between the laser controller and robot PLC eliminates the latency gaps that cause burn marks at path transitions.
- Validate before production. Dry-run every path, then run coupon tests at three power levels. Teams that follow this sequence typically cut commissioning time by 30–40 % compared to ad-hoc approaches — a pattern I have seen repeatedly across integration projects.
Pitfalls That Derail Projects
- Undersizing fume extraction — CW beams vaporize contaminants continuously, not in bursts.
- Ignoring thermal drift during long cycle times; recalibrate TCP after the first 30-minute run.
- Treating laser safety as an afterthought instead of a design constraint.
Your next step: Request a formal feasibility study from a qualified systems integrator. Provide your substrate material, contaminant type, target cycle time, and existing robot model. A competent integrator will return a preliminary cell layout and ROI estimate within two weeks. For guidance on selecting a qualified partner, the Association for Advancing Automation (A3) maintains a searchable directory of certified robotic integration firms.
See also
Common Weld Cleaning Applications Across Industries
Sheet Metal Minimum Bend Radius Chart [Material Guide]
Pulsed Laser Cleaning — Ultimate Guide to Oxide Removal
5 Reasons Fiber Lasers Are Replacing Industrial Sandblasting
How to Choose a Pulse Laser Cleaner (5 Critical Factors Most Buyers Miss)



