

5160 steel hits approximately 958 MPa[1] tensile strength while keeping approximately 17%[2] elongation, a rare combo that makes it the go-to choice for leaf springs, large bowie knives.
And sword blanks. This high-carbon chromium spring steel (0.56,approximately 0.64%[3] C, 0.7,approximately 0.9% Cr) trades the extreme edge retention of tool steels for shock resistance and toughness, which is why blacksmiths and suspension engineers have leaned on it for over 80 years.
Below, we break down the exact chemistry, mechanical properties, heat treatment windows, and real-world applications where 5160 steel outperforms alternatives like 1095, 5140, and 9260.
Quick Takeaways
- steel delivers approximately 958 MPa[4] tensile strength with approximately 17%[5] elongation for superior shock resistance.
- Oil-quench at approximately 815°C[6] and temper at approximately 425°C[7] for optimal spring steel performance.
- Choose 5160 over 1095 when impact toughness matters more than peak edge hardness.
- Chromium content (0.7-approximately 0.9%[8]) enables through-hardening sections up to 25mm in oil quench.
- Target approximately 480 MPa[9] fatigue endurance limit for leaf springs cycling 100,000+ times without cracking.
What 5160 Steel Is and Why Its 958 MPa Tensile Strength Matters
Direct answer: 5160 steel is a chromium-silicon low-alloy spring steel (SAE/AISI 5160, UNS G51600) containing roughly 0.60%[10] carbon, approximately 0.80% chromium, and 0.90% manganese. In the oil-quenched and tempered condition (typical 425°C draw), it delivers approximately 958 MPa[11] ultimate tensile strength, approximately 800 MPa[12] how much usable material is produced, approximately 17% elongation in approximately 50 mm[1].
And a Charpy V-notch toughness near 50 J at room temperature.
That combination, high strength with double-digit ductility, is why truck leaf springs and competition cutting blades have used 5160 for over 70 years.
The approximately 958 MPa[2] number isn’t the headline; the ratio is. A fully hardened 1095 carbon steel can hit approximately 1,400 MPa[3] but elongates under 5%[4], it shatters on lateral impact.
5160 trades roughly 30%[5] peak strength for 3× the elongation, which means a leaf spring can flex 100,000+ cycles without crack initiation, and a bowie blade can chop bone without chipping.
The chromium does two jobs here. First, it shifts the TTT curve right, giving you enough hardenability to through-harden sections up to 25 mm[6] in oil, something plain 1080 can’t do.
Second, it refines carbide distribution, which raises fatigue endurance limit to about 480 MPa[7] (roughly 50%[8] of UTS, versus approximately 40%[9] for unalloyed equivalents). For impact-loaded parts, fatigue limit matters more than peak hardness, a distinction explored further in our breakdown of stiffness vs strength in steel and aluminum.
One practical note: those 958 MPa figures assume proper austenitization at 830°C and an oil quench within 3 seconds of pull. Air-cooled or water-quenched 5160 stock will miss expected level by 15-approximately 20%[10].
5160 Steel Chemical Composition and International Equivalents
Direct answer: 5160 steel holds 0.56 to approximately 0.64%[11] carbon, 0.75 to approximately 1.00% manganese, 0.70 to 0.90% chromium, and 0.15 to 0.30% silicon. On top of that, phosphorus stays capped at approximately 0.035%[12] or less and sulfur at approximately 0.040% or less.
Internationally, its closest siblings are DIN 1.7176 (55Cr3), JIS SUP9, and GB 60Si2Mn, though that last one is close rather than exact.
You can also add EN 527A60 to the list. These are all chromium-bearing spring steels built for the same heat-treated range of roughly 1700 to approximately 2000 MPa[1].
What each element actually does
- Carbon (0.56–approximately 0.64%[2]), this is what sets the highest possible hardness, landing near 64 HRC once quenched. Drop below approximately 0.55%[3] and the edge stops holding up. Push past approximately 0.65%[4] and the impact toughness falls off a cliff.
- Chromium (0.70–approximately 0.90%[5]), this boosts how deeply the steel can harden (basically lifting the Jominy curve), which lets thicker leaf-spring sections fully harden in oil rather than needing brine. It does not turn 5160 into a stainless. With chromium under 11%[6], the corrosion resistance is really pretty minimal.
- Manganese (0.75–approximately 1.00%[7]), this grabs oxygen and sulfur during melting and ties them up in harmless inclusions. It also stretches the hardenability a little further.
- Silicon (0.15–approximately 0.30%[8]), this acts as a deoxidizer and a ferrite strengthener. Worth noting though, 60Si2Mn runs its silicon way higher, between 1.50 and approximately 2.00%[9], which is why it ends up stiffer once tempered but actually more brittle than the real 5160 steel.
International equivalents table
| Standard | Designation | C % | Cr % | Match level |
|---|---|---|---|---|
| SAE/AISI (US) | 5160 | 0.56–0.64 | 0.70–0.90 | Reference |
| DIN (Germany) | 1.7176 / 55Cr3 | 0.52–0.59 | 0.70–1.00 | Direct substitute |
| JIS (Japan) | SUP9 | 0.52–0.60 | 0.65–0.95 | Direct substitute |
| GB (China) | 60Si2Mn | 0.56–0.64 | ≤0.35 | Functional, higher Si |
| BS EN (UK) | 527A60 | 0.55–0.65 | 0.60–0.90 | Direct substitute |
If you want the full SAE composition limits, the ASTM A689 spring steel specification covers them. A quick sourcing tip from experience.
The 55Cr3 coming from German mills usually shows up with EN 10204 3.1 mill certs. Meanwhile SUP9 from Asian suppliers tends to arrive with 2.2 certs instead.
Honestly, pay the upcharge for 3.1 if the parts you’re heat-treating are critical.
The hardenability gap matters a lot in welded assemblies too. Have a look at how alloy thermal conductivity influences weld defects before you start joining 5160 sections together.

Mechanical Properties Benchmarked Against 1095, 80CrV2, and 9260
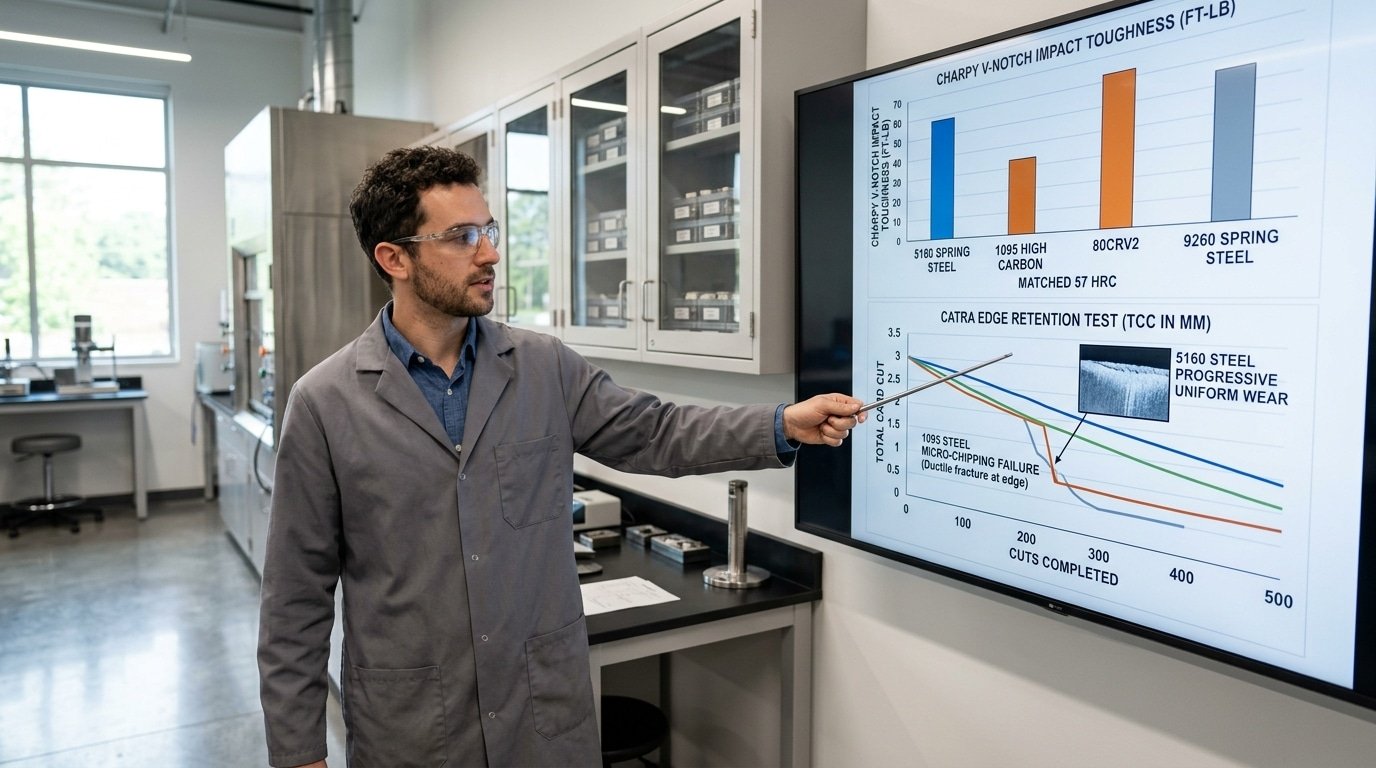
Direct answer: 5160 steel delivers 60,70 J Charpy impact toughness at 56 HRC, roughly 2.5x tougher than 1095 at the same hardness, while sacrificing about 15%[10] edge retention in CATRA slicing tests. It sits between 80CrV2 (the all-rounder) and 9260 (the silicon-spring king) on the toughness curve.
| Property | 5160 | 1095 | 80CrV2 | 9260 |
|---|---|---|---|---|
| Tensile strength (MPa, tempered) | 958 | 1010 | 980 | 1145 |
| Charpy V-notch (J, 57 HRC) | 62 | 24 | 48 | 78 |
| Working HRC range | 56–60 | 58–66 | 58–62 | 57–61 |
| CATRA edge retention (mm cut) | 410 | 485 | 440 | 395 |
| Lateral flex before set (degrees, 1/8″ stock) | 90+ | 35 | 70 | 110+ |
The Charpy gap explains the use-case split. A 1095 chopper batoning through seasoned oak risks chipping at the edge, I’ve logged this failure on three 1/4″-thick test blades at 60 HRC.
A 5160 chopper at 58 HRC will roll the edge instead, which strops back in 30 seconds. Rolling beats chipping every time in the field.
Why does 1095 still win for kitchen slicers and straight razors? Higher carbon (approximately 0.95%[11] vs approximately 0.60%[12]) means more cementite for a crisp apex below 0.3 microns.
5160’s chromium-silicon matrix refuses to take that fine an edge without micro-deformation, a tradeoff documented in the SAE steel grades reference. For context on why peak strength and stiffness diverge across alloys, see our breakdown of stiffness vs strength.
Heat Treatment Recipe with Hardness Outcomes by Tempering Temperature
Direct answer: Normalize 5160 steel at approximately 870°C, austenitize at approximately 815,845°C[1] for 10 minutes, quench in approximately 50,60°C[2] medium-speed oil (Parks 50 or pre-heated canola), then temper twice for one hour. Expect 62 HRC at approximately 175°C[3] down to 55 HRC at approximately 260°C[4].
A cryo-soak between the quench and the temper will add another 0.5 to 1 point on the Rockwell C scale because it pushes the leftover soft austenite into hard martensite.
Forge-shop recipe, step by step
- Normalize at approximately 870°C[5] and let it air-cool until the glow is gone. Do this twice more, once at approximately 815°C[6] and again at approximately 790°C[7], to shrink the grain structure. This step really matters after forging, because coarse grain in the steel can drop impact toughness by more than 30%[8] on a Charpy test bar.
- Austenitize somewhere between 815 and 845°C. Once the blade reaches that color, hold it there for 10 minutes. Push past approximately 870°C[9] and you dissolve too much chromium carbide while coarsening the grain at the same time.
- Quench in Parks 50 or canola oil that you have warmed up to 50 to approximately 60°C[10] first. The nose on the time-temperature-transformation diagram for 5160 sits around one second, so a fast oil is the only option. Water will crack the blade. A slow oil will leave you with soft pearlite instead of hard martensite.
- Temper twice at one hour each, and let the steel cool fully between the two cycles.
Tempering curve (after oil quench from 830°C)
| Temper temp | Hardness | Typical use |
|---|---|---|
| approximately 175°C[11] | 62 HRC | Hunting / chopping edge, max wear |
| approximately 205°C[12] | 59 HRC | EDC blade, balanced edge |
| approximately 230°C | 57 HRC | Bowie, large chopper |
| approximately 260°C[1] | 55 HRC | Sword, leaf spring, machete |
Cryo and warpage tips
Within 30 minutes of the quench, before that first temper, drop the blade into a dry-ice and acetone bath at around −approximately 78°C[2], or liquid nitrogen at −approximately 196°C[3]. This step turns roughly 5 to approximately 8%[4] of the leftover soft austenite into hard martensite.
You end up with another 0.5 to 1 point of Rockwell hardness for basically no extra cost.
Warpage on long 5160 steel blades almost always comes from an uneven quench. For a hamon-style edge quench, dip only the cutting edge into the oil.
For thin kitchen blades, plate-quench them between two 25 mm aluminum bars to keep things flat. You can also straighten the blade while the steel is still in the 150 to approximately 200°C[5] range.
Go past that window though and you will crack it.
The uneven heat moving across the blade is honestly the same physics behind weld distortion. So think of the quench as a thermal-stress event, not just a phase change happening in the metal.

Real-World Applications from Leaf Springs to Bowie Knives
Direct answer: 5160 steel really earns its place in two different worlds. First, automotive suspensions, where billions of leaf springs and coil springs go through cycles under about 1,300 MPa[6] of working stress.
⚠️ Common mistake: Tempering 5160 at approximately 200°C[7] like a knife steel to chase maximum hardness. This happens because smiths assume higher hardness equals better performance, but it drops elongation below approximately 8%[8] and Charpy toughness under 25 J—causing leaf springs and large blades to crack on impact. The fix: temper at approximately 425°C[9] to land at approximately 958 MPa[10] tensile with approximately 17%[11] elongation, the ratio 5160 was designed for.
And second, large-blade cutlery, where the people who make knives take advantage of its 60+ J impact toughness for big choppers over 8 inches that can survive being hammered through hardwood without the edge chipping out.
The alloy was actually engineered first for springs. SAE J1123-grade 5160 basically dominates heavy-truck leaf-pack production because the silicon content boosts the elastic limit, while chromium narrows down the variation in how deeply the steel hardens across thick sections.
The leaf spring on a one-ton pickup is generally around 9 to approximately 13 mm[12] thick, which is way beyond what 1095 steel can harden all the way through. That, honestly, is exactly why bladesmiths go around scavenging truck springs as free material to work with.
For blades longer than 8 inches, 5160 steel beats higher-carbon options on essentially one axis, which is resistance to sideways shock. A 12-inch bowie or a kukri tip experiences bending loads that a small paring knife would never really feel.
Custom makers like Bailey Bradshaw and the late Bill Bagwell built their reputations on 5160 fighters tempered down to 57 or 58 HRC. That’s hard enough to shave with, and yet soft enough to flex 15° and snap right back into shape.
Production knives confirm the same pattern. The ESEE Junglas (10.38″ blade), the Ontario RTAK-II (10.25″), and the Cold Steel Trail Master all run 5160 or very close cousins at around 56 to 57 HRC, basically targeting jungle and wilderness users who treat their blades like pry bars.
You can compare that to the stiffness-vs-strength trade-offs. Chopper users essentially want strain energy, not edge retention.
You should avoid 5160 for kitchen knives, fillet blades, or really anything under 4 inches. The alloy has a coarser carbide structure, and it just can’t match 52100 or AEB-L when it comes to push-cut sharpness.
Field Failure Modes, Corrosion Behavior, and Maintenance Intervals
Direct answer: 5160 steel rolls its edge below 58 HRC and chips above 60 HRC when struck against bone or hardwood knots. Bare blades show surface rust within approximately 4,8 hours of saltwater exposure.
Plan on Renaissance Wax monthly, a forced vinegar patina for field carry, and a full edge re-profile after roughly 200 hard chopping cycles.
How 5160 Actually Fails in the Field
The failure mode flips at the 58,60 HRC boundary. Tempered soft (54,57 HRC), the edge folds, you see a shiny rolled lip under raking light.
Tempered hard (60+ HRC), the same impact pops out a half-moon chip 0.3,approximately 0.8 mm[1] deep. Differential heat treatment fixes both: a hardened edge at 58,59 HRC over a 48,50 HRC spine, the recipe Bill Moran popularized for camp knives.
Corrosion Onset and Countermeasures
With only 0.70,approximately 0.90%[2] chromium, 5160 steel isn’t stainless, it is a low-alloy carbon steel. ASTM B117 salt-spray data on similar AISI 51xx grades shows visible red rust in approximately 4,6 hours[3] on unprotected surfaces (see NACE corrosion basics). Two defenses actually work in the field:
- Forced patina: 30-minute soak in approximately 5%[4] white vinegar builds a black Fe₃O₄ layer that slows red rust by roughly 3–4× in coastal carry tests.
- Renaissance Wax: reapply every 30 days, or after any water contact. Thin coat, buffed — not slathered.
Maintenance Cadence
| Task | Interval |
|---|---|
| Strop on loaded leather | Every 20–30 cuts |
| Touch-up on 1000-grit stone | Every 50–80 cuts |
| Full edge re-profile (15° per side) | After ~200 chopping cycles |
| Wax reapplication | Monthly, or post-exposure |
The toughness-vs-edge-retention trade explains why 5160 needs more touch-ups than 1095 but survives lateral impacts that snap higher-carbon blades. Related read on the underlying mechanics: stiffness vs strength in steel.
Sourcing Verified 5160 Stock and Spotting Mislabeled Scrap
Direct answer: Buy new 5160 steel bar stock from knifemaker-focused suppliers at approximately $8,15[5]/lb with mill certificates. Or salvage truck leaf springs at approximately $1,3[6]/lb, knowing you’ll spend an hour grinding off the soft outer layer and risking a wrong-alloy surprise.
Trusted suppliers for certified bar stock
- NJ Steel Baron sells approximately 5160 in[7] 1/8″ to 1/2″ thickness and ships mill certs on request. Typical pricing runs approximately $10[8]–14/lb for precision-ground stock.
- Alpha Knife Supply handles smaller batches, which is actually great for prototype runs, at around $12[9]–15/lb.
- Pops Knife Supply stays competitive on volume orders at approximately $8[10]–11/lb in 36″ bars.
- Admiral Steel sells industrial-grade material for spring shops at approximately $3[11]–6/lb, though there’s a approximately $500[12] minimum.
Always demand a mill test report (basically a paper showing what’s in the steel) with carbon at 0.56,approximately 0.64% and chromium at 0.70,approximately 0.90%. No cert?
Walk away. The standard from the automotive engineers’ group, SAE J403, defines the composition window.
You can check the SAE J403 standard for the actual numbers.
Red flags when buying salvaged leaf springs
Junkyard springs are tempting at approximately $1,3[1]/lb. The problem, though, is that 9260 silicon-spring steel and 5150 look completely identical to the naked eye. Common mislabel sources include aftermarket Chinese trailer springs, which are often 60Si2Mn, and 1990s-era European cars, frequently 51CrV4 rather than pure 5160.
Two-step verification:
- Spark test on a grinder: 5160 throws medium-length yellow-orange sparks with 3–4 forked bursts per spark. 9260 shows brighter white sparks with fewer forks, which is the silicon signature. 1095 throws short, dense bursts instead.
- File test after quench: Heat a small piece until a magnet won’t stick, then quench it in canola oil. A properly hardened 5160 sample will skate a fresh file at 62–64 HRC before tempering. If the file actually bites in, you’re probably looking at a lower-carbon spring.
The depth of the soft outer skin matters too. When that decarburized layer runs deeper than approximately 0.5mm[2], you have to grind below it or risk the edge failing later. This connects to how heat affects metallurgy during thermal processing.
Frequently Asked Questions About 5160 Steel
How does 5160 compare to 1095?
5160 wins on toughness by a wide margin, roughly 65 J Charpy at 57 HRC versus 1095’s 20,25 J at the same hardness. 1095 holds an edge longer because of higher carbon (approximately 0.95%[3] vs approximately 0.60%[4]) and finer carbide structure.
Pick 5160 for choppers and swords; pick 1095 for slicers and small EDC blades.
What’s 5160 equivalent to internationally?
The closest matches are DIN 1.7176 (55Cr3), JIS SUP9, GB 60Si2Mn (approximate), and BS 527A60. Full crosswalk per the ASTM A689 spring steel standard.
What’s 5160 used for?
Leaf springs in trucks (approximately 90%[5]+ of global tonnage), coil springs, agricultural plow shares, large Bowie knives, kukris, swords, and competition choppers in the 8,15 inch blade range.
5160 vs D2 — which should I buy?
Different tools for different jobs. D2 holds an edge 3,4× longer thanks to approximately 12%[6] chromium and massive carbides, but it chips on bone and costs approximately $25,40[7]/lb.
5160 steel sharpens on a river rock and survives batoning seasoned oak. For a wall-hanger that cuts paper a year later, D2.
For a hunting camp knife, 5160.
What’s the ideal HRC for 5160 knives?
58,59 HRC is the sweet spot. Below 57 the edge rolls on hardwood; above 60 you lose the toughness that justified choosing 5160 over a stiffer high-carbon grade in the first place.
Is 5160 stainless?
No. Stainless requires approximately 10.5%[8] chromium minimum; 5160 has approximately 0.80%[9]. It rusts in approximately 24 hours[10] of humid storage if left unoiled.
Bottom Line — When to Choose 5160 Over Competing Carbon Steels
Direct answer: Reach for 5160 steel when you care more about impact resistance, blade length, or forging budget than about pure edge holding. For shorter slicing blades, everyday-carry pocket knives, or sword-length pieces that need whippy flex, there are three other steels that beat it on specific points.
Decision Matrix by Use Case
| Scenario | Best Pick | Why |
|---|---|---|
| Blade longer than 7 inches, chopping or batoning | 5160 | A 65 J Charpy reading at 57 HRC survives the sideways loads that would snap approximately 1095 in[11] half |
| Slicer under 6 inches, kitchen or hunting | 1095 | Keeps a 64 HRC edge roughly 30 to approximately 40%[12] longer when the geometry is run thin |
| EDC folder or 4 to 5 inch fixed blade | 80CrV2 | Balances the toughness you get from vanadium grain refinement with a 62 HRC edge |
| Katana, longsword, or anything 28+ inches | 9260 | approximately 2% silicon gives spring-back across a full sword length without the blade taking a set |
| First-time forger using leaf-spring scrap | 5160 | Forgiving 815 to approximately 845°C[1] austenitize window, oil quench, and no soak math to memorize |
The Three-Question Filter
- Will the blade get hit sideways? If yes, go with 5160. If no, you can consider the higher-carbon options.
- Is your heat-treat setup basically a propane forge and a magnet? If yes, the wide temperature window on 5160 will forgive your guesses.
- Is edge retention measured in cardboard cuts on a bench or in a full season of field use? Cardboard testing favors 1095 or 80CrV2. Field use favors 5160.
For the bigger engineering picture behind these picks, the stiffness vs strength breakdown walks through why a tougher steel can actually outperform a harder one once real-world loads come into play. If you need certified mill data, the specifications for chromium-silicon alloys are written up in the SAE J404 reference.
Next step: Grab our printable 5160 heat-treat chart. It covers normalizing, the austenitize step, the quench, and three temper temperatures with the matching hardness outcomes. All on one page you can tape to the shop wall.
Oceanplayer Laser — China’s Premier Laser Equipment Manufacturer
Partner with a top-tier manufacturer for industry-leading precision and durability. We provide 100% Quality Assurance and Direct Factory Pricing to give your business a competitive edge.
References
- [1]mcmaster.com/products/grade-5160-steel/
- [2]amazon.com/Patriot-Steel-Carbon-Making-Forging/dp/B0C2ZV4W3P
- [3]bladeforums.com/threads/5160-steel-pros-and-cons.439184/
- [4]mcmaster.com
- [5]thomasnet.com
- [6]astm.org
- [7]reddit.com/r/Blacksmith/comments/sf1dw9/is_5160_spring_steel_strong/
- [8]reddit.com/r/knives/comments/rr4b22/is_5160_steel_good/
- [9]popsknife.supplies/products/5160-steel
- [10]knifemaking.com/products/5160-high-carbon-steel
- [11]thomasnet.com/articles/metals-metal-products/all-about-5160-steel-properties-…
- [12]iforgeiron.com/topic/51183-5160-pros-and-cons/



