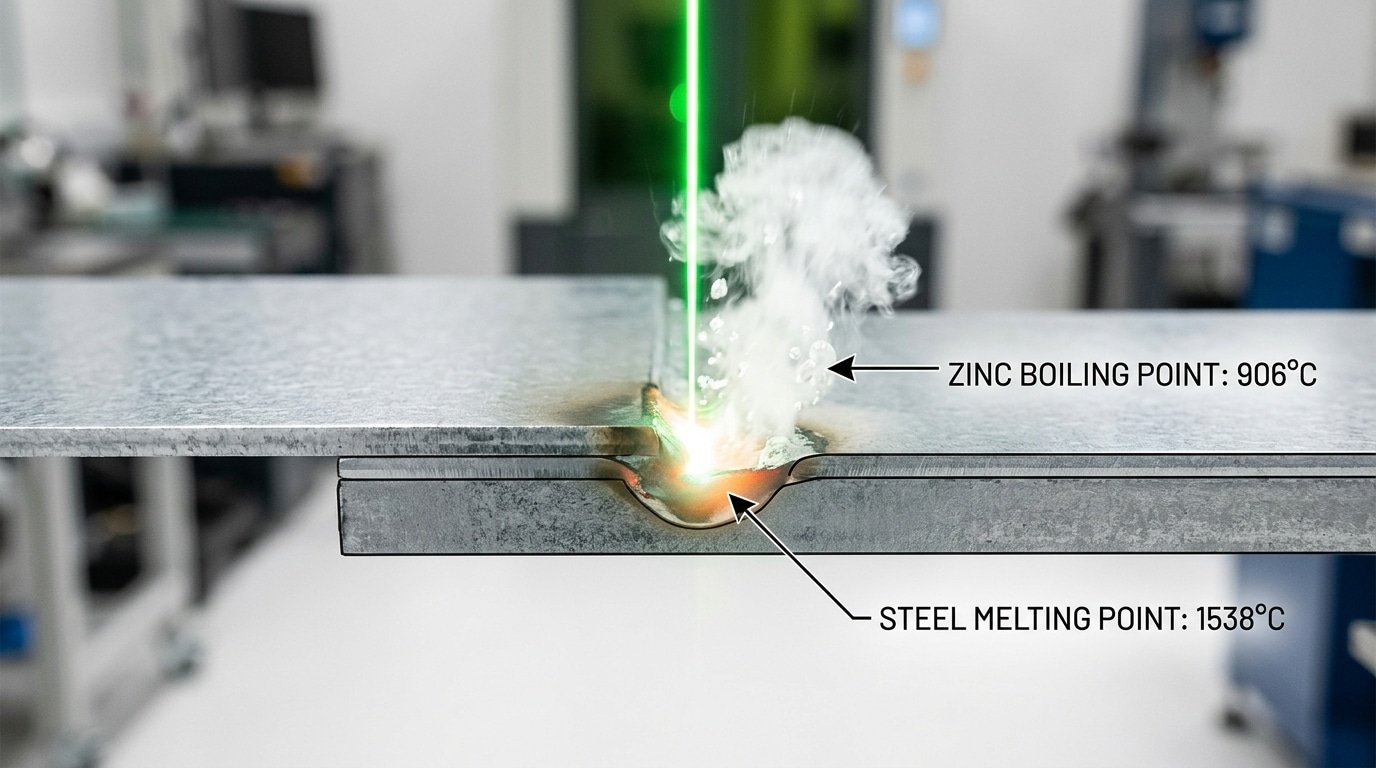
Why Galvanized Steel Is Difficult to Laser Weld comes down to a single physics problem: zinc boils at roughly 906°C[1], while the underlying steel doesn’t melt until about 1,538°C. The zinc coating vaporizes long before the steel softens, and that trapped, pressurized gas blasts out of the weld puddle.
The result is blowholes, spatter, and porosity that cause welds to fail inspection—regardless of operator skill.
And honestly, that one difference is the whole reason Why Galvanized Steel Is Difficult to Laser Weld.
The zinc basically turns into vapor before the steel has even started to soften, and all that trapped gas pushes its way out, blowing holes, throwing spatter, and leaving tiny bubbles right through the weld.
So the quick answer to why this whole process is such a headache really comes down to physics, and not to whether someone is good at their job.
The strong laser beams melt the steel quickly, sure, but the zinc sitting underneath bursts out as pressurized gas with nowhere to go.
What you end up with is a weld puddle that won’t settle down, little blowouts, and welds that simply don’t pass the check.
The parts coming up will walk you through the zinc turning to vapor problem, the flaws it tends to cause, and the fixes that welders have found really work in 2026 to get clean, strong joints on coated steel.
Quick Takeaways
- Zinc boils at approximately 906°C while steel melts at approximately 1,538°C[2], causing weld defects.
- Trapped zinc vapor creates blowholes, spatter, and porosity in laser welds.
- Clean welds require giving zinc vapor an escape path, not eliminating it.
- Add small gaps in lap joints to vent pressurized zinc gas.
- Weld failures stem from physics, not operator skill or technique.
The Short Answer to Why Galvanized Steel Resists Clean Laser Welds
Galvanized steel is hard to laser weld for one blunt reason: zinc boils at about 906,907 °C, while the steel underneath doesn’t melt until roughly 1,538 °C. So the zinc coating turns to gas long before the steel ever softens.
That trapped vapor blasts out of the joint, flinging molten metal and leaving pores behind.
Here is the part most guides skip: clean welds are absolutely possible. You don’t avoid zinc vapor, you give it a path to escape.
The physics are simple to picture. Heat any galvanized sheet and the zinc skin flashes to vapor first.
In a sealed lap joint, that gas has nowhere to go. It pressurizes the molten pool and erupts, a defect mechanism documented in 2015 research on gap-free lap laser welding.
The result: spatter, blowholes, and porosity that can gut weld strength.
So why galvanized steel is difficult to laser weld comes down to vapor management, not laser power. A common shop fix is a controlled 0.1,approximately 0.2 mm gap between sheets, which vents the zinc gas before it wrecks the melt pool.
Skip the gap on a sealed joint and you fight the vapor blind.
Master that escape route and galvanized steel welds as reliably as bare steel.
The Root Cause Boiling Point Mismatch Between Zinc and Steel
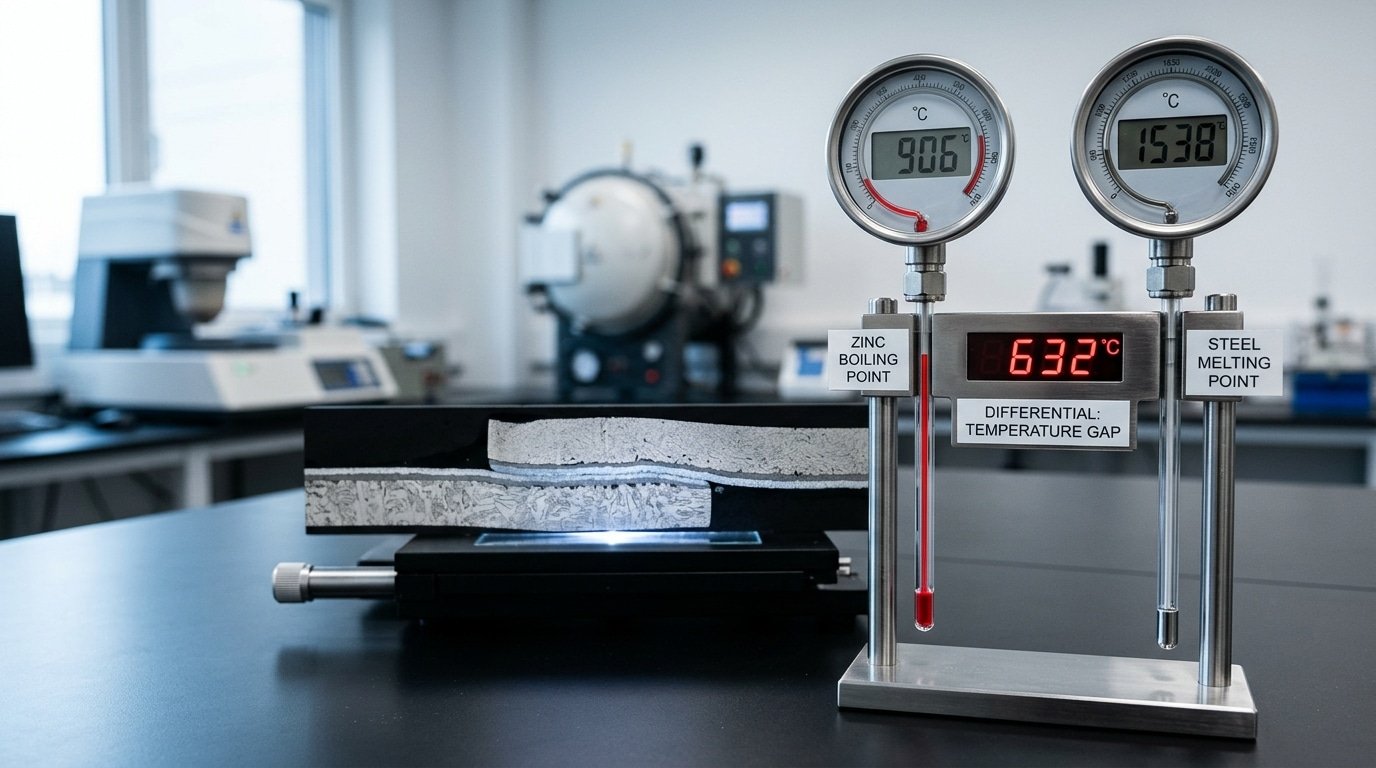
The whole thing really comes down to a single number, and that number is approximately 632°C[3]. That gap sits between the point where zinc starts to boil and the point where steel finally melts.
Zinc boils at around 906,907°C, while the steel sitting underneath it doesn’t melt until you hit roughly 1,538°C. So the coating basically turns into gas long before the metal you actually want to join ever becomes liquid.
Picture trying to seal a jar while the stuff inside is still boiling away. The lid simply won’t sit flat. That mismatch, and not the laser or the person running it, is honestly the real answer to why galvanized steel is difficult to laser weld.
So here is what actually happens in the weld zone, step by step:
- Beam hits the surface. The energy starts heating up the zinc coating first.
- Zinc passes approximately 907°C. It flashes into a high-pressure gas while the steel below is still completely solid.
- Vapor has nowhere to go. In an overlapping joint, gas trapped between two pressed sheets builds pressure really fast.
- Steel finally melts. Now you’ve got liquid metal sitting right on top of pressurized vapor that desperately wants out.
That trapped vapor pushes molten steel out of the pool and leaves little holes behind. A 1999 SAE technical paper landed on this exact conclusion.
The zinc vapor expanding at the meeting point forces molten metal out and creates those holes, which is why plain overlapping welds fail when there’s no gap for the gas to escape.
So what is the takeaway here? Every fix you’ll read about later, things like setting a gap, adding vapor channels, or stripping off the coating, only exists to manage this approximately 632°C[4] heat gap. Treat that number as the rule you design around, and the defects stop being a mystery.
How Zinc Vapor Pressure Destabilizes the Weld Keyhole
Zinc vapor doesn’t just bubble out of the weld. It explodes. When the laser drills a narrow vapor channel called a keyhole into the molten steel, vaporized zinc trapped beneath it builds pressure fast and blasts upward, ejecting liquid metal and collapsing the keyhole walls.
Here’s the physics competitors skip. A keyhole is a thin tube of metal vapor that lets the laser sink deep into the joint.
It stays open because vapor pressure balances against the surrounding liquid steel. Zinc breaks that balance.
At the sheet interface, zinc flashes to gas the instant it crosses approximately 906°C, generating pressure spikes that the keyhole can’t absorb.
Why can’t the gas just escape? In a sealed lap joint, the molten pool above acts like a cork. Research on gap-free lap welding found that highly pressurized zinc vapor expels liquid metal from the molten pool, throwing spatter and tearing open the weld track.
Timing makes it worse. Laser welds solidify in milliseconds. The molten pool freezes faster than dissolved gas can diffuse out. So bubbles freeze in place as pores. A 1999 SAE study on laser lap welding confirmed this expulsion mechanism limits the process without venting gaps.
This rapid-solidification trap is the core reason why galvanized steel is difficult to laser weld in pressed-together joints. The vapor wins the race against the freeze.

A Visual Defect Gallery Porosity Blowholes and Spatter Explained
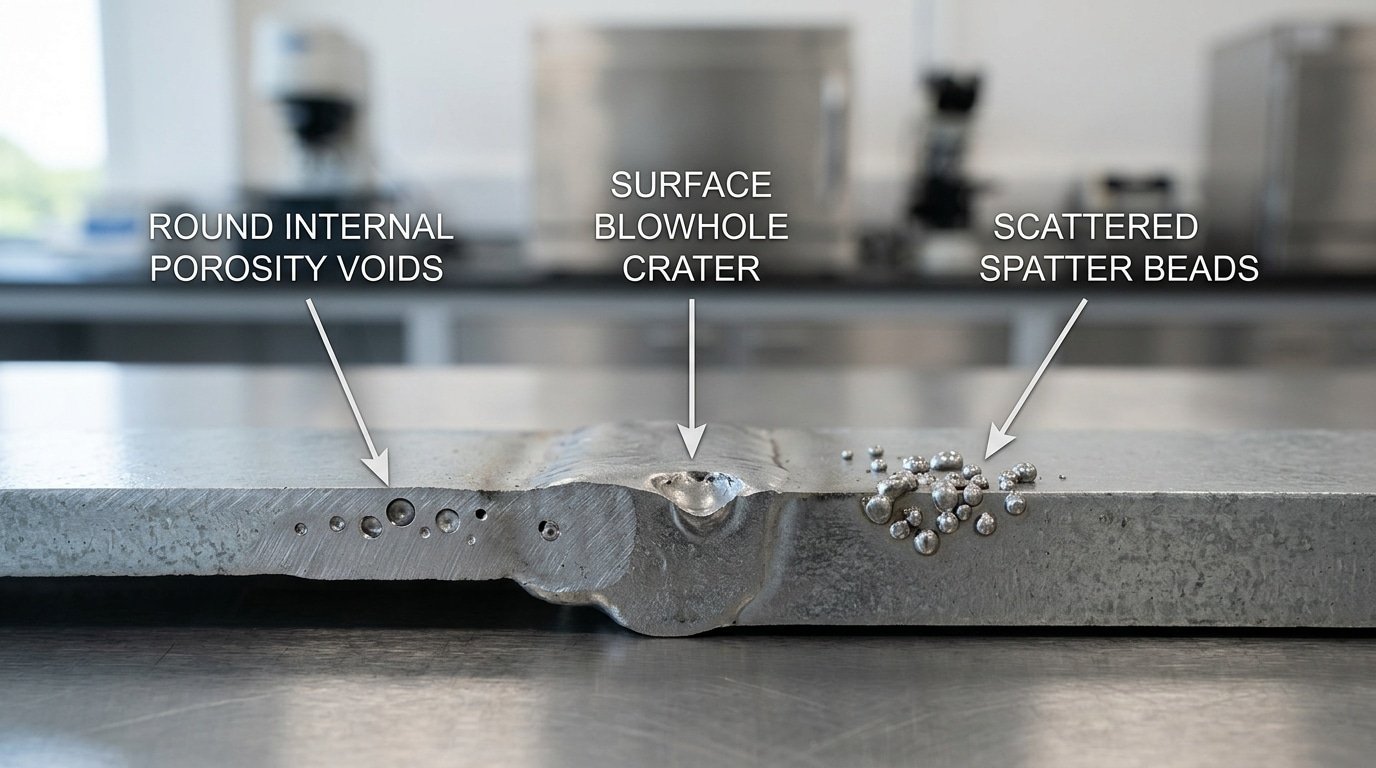
When welds fail on coated sheet metal, three problems show up again and again. Porosity, blowholes, and spatter. Each one leaves behind its own telltale mark that you can actually read.
Porosity appears as tiny round holes hidden inside the weld itself. Blowholes are much bigger. They are large craters that break clean through the surface of the metal.
Spatter is different again. It throws little frozen beads of metal off to the side of the weld bead. Once you learn to read these marks, you can point to the exact thing that ruined the joint.
Porosity: trapped zinc gas that never escaped
Honestly, porosity looks a lot like a sponge sliced in half. If you cut a weld in cross-section, you will see groups of smooth, round pores. Most of them measure somewhere between 0.1 and approximately 1 mm across.
These pores form when zinc vapor gets sealed inside the melted steel and then freezes before it has any chance to escape. A U.S.
patent on laser welding galvanized steel explains how vapor caught between two pressed-together surfaces gets trapped in the molten steel, which leaves behind pores that weaken the weld. The clue to look for is simple.
The pores sit inside the metal and stay round, rather than breaking through the surface.
Blowholes: violent vapor punching out
Think of a blowhole as porosity that won the battle. The vapor pressure built up faster than the steel could ever hold back, so the gas blasted a visible crater straight through the top of the surface.
What you end up seeing is a rough, jagged hole with raised, torn edges around it. This is honestly one of the clearest reasons why galvanized steel is difficult to laser weld in sealed lap joints. The zinc simply has nowhere to go.
Spatter: explosive expansion ejecting liquid metal
Spatter looks a bit like frozen rain. You find hard little metal beads scattered as far as several centimeters away from the weld line itself.
So what causes it? Basically, pressurized zinc vapor pushes liquid metal right out of the molten pool, which is something technical studies on gap-free lap welding have documented.
If you spot heavy spatter, that tells you the vapor pressure at the interface is running too high. Open up a venting gap before you try again.
Process Parameters That Make or Break Galvanized Weldability
Four settings decide success: laser power, travel speed, beam focus, and pulse mode. Get the balance wrong and zinc vapor wins.
Slow the beam and you give trapped zinc time to escape before the molten pool freezes. Push too much heat and you boil more zinc faster, which feeds the micro-explosions that wreck the weld.
Power and speed work against each other. High power density is non-negotiable,suppliers note that insufficient laser intensity causes inconsistent penetration because the zinc layer reflects part of the beam. But raw wattage isn’t the goal. Heat input per millimeter is.
Beam focus matters more than people think. Defocusing slightly,moving the focal point 1-approximately 2 mm above the surface,widens the keyhole opening and gives vapor a bigger exit channel. A tight, focused spot drills deep but traps zinc below.
Continuous wave (CW) lays a steady seam fast. Pulsed mode fires bursts, letting the pool partly cool between shots so vapor vents in waves rather than one violent surge.
| Parameter Choice | Benefit | Trade-off Risk |
|---|---|---|
| Slower speed (e.g. 2-3 m/min) | Zinc vents before solidification | Wider HAZ, more zinc burn-off |
| High power, fast speed | Deep penetration | Violent vaporization, blowholes |
| Defocused beam (+1-approximately 2 mm[5]) | Larger vapor exit path | Lower penetration depth |
| Pulsed wave | Staged vapor release | Slower throughput than CW |
This balancing act is the practical heart of why galvanized steel is difficult to laser weld. No single setting fixes it,you tune all four together for the coating thickness in front of you.
Gap-Setting and Vapor Venting Techniques That Actually Work
The fix is mechanical, not magical: give zinc vapor an exit before the molten pool seals it in. The single most reliable method is a 0.1,approximately 0.2mm air gap between lap-joint sheets. That tiny channel lets vapor escape sideways instead of blasting up through the weld track.
Why does the gap work? When two galvanized sheets are pressed flat, zinc boils at the buried interface and gets trapped.
A U.S. patent on laser welding galvanized steel describes how that entrapped vapor forces molten metal out of the weld nugget, leaving pores.
The gap drains pressure before it reaches the keyhole.
Three vent methods, ranked by shop practicality:
| Method | How it vents zinc | Best for |
|---|---|---|
| 0.1–approximately 0.2mm air gap | Vapor escapes laterally between sheets | Lap joints, high volume |
| Dual-beam (leading + main) | Lead beam pre-boils zinc; main beam welds clean steel | Tight fit-up parts |
| Pre-vaporization pass | Low-power scan burns off zinc along the seam first | Thick coatings above 20μm |
Set the gap with shim foil or laser-cut dimples,knurled embossing on one sheet holds it consistent across long runs. Skip guesswork. Without a controlled gap, gap-free lap welding studies confirm pressurized vapor expels liquid metal and creates spatter.
For shielding gas, argon stabilizes the plasma plume; adding 5,approximately 10%[6] helium raises penetration on thicker stock. This is core to understanding why galvanized steel is difficult to laser weld,the difficulty vanishes once vapor has somewhere to go.
Hot-Dipped Versus Galvannealed Coatings and Why Thickness Matters
Galvannealed coatings weld more reliably than hot-dipped ones. The reason is simple: galvannealed steel has a thinner, iron-rich zinc layer that boils off with less violence.
Heavy hot-dipped coatings like Z275 carry roughly 20 µm of pure zinc per side,enough to flood the weld pool with high-pressure vapor and force molten metal out of the track.
Hot-dipped galvanized (HDG) steel gets its coating by dipping sheet into molten zinc. The result is soft, pure zinc. Galvannealed steel (designation GA or “ZF”) goes one step further: after dipping, the sheet is heated to about 500,565°C so iron diffuses into the coating, forming a zinc-iron alloy.
That alloy matters. The iron raises the effective vaporization threshold and reduces the explosive vapor burst that drives porosity,a core reason why galvanized steel is difficult to laser weld in its raw hot-dipped form.
| Coating type | Typical weight | Coating thickness/side | Weld reliability |
|---|---|---|---|
| Galvannealed (ZF120) | ~120 g/m² | ~8 µm | Good with standard venting |
| HDG light (Z140) | 140 g/m² | ~10 µm | Reliable up to ~approximately 2 mm sheet |
| HDG heavy (Z275) | 275 g/m² | ~20 µm | Problematic; needs gaps or zinc removal |
Practical limits: laser lap welding stays stable below roughly 15 µm coating on sheets under 2 mm[7]. Above 20 µm,which is exactly where Z275 sits,porosity climbs sharply unless you vent the joint. Industrial notes confirm coatings above 20 µm trap vapor and trigger spatter.
Field tip: when fit-up is fixed and you can’t add a gap, switch to galvannealed stock. The thinner alloy layer alone can cut weld rejects without changing a single laser parameter.
Common Mistakes That Turn a Fixable Problem Into Scrap Parts
Most scrapped galvanized welds come from four habits that feel correct but make zinc vapor worse. The biggest one: clamping a lap joint dead tight to “get a strong bond.”
That seals the zinc in. A 1999 SAE technical paper showed that zinc vapor trapped between two coated sheets blows molten metal out of the weld track, leaving pores that gut joint strength.
Mistake two: cranking up laser power to “punch through” the coating. More power means a hotter pool, faster zinc boiling, and a more violent vapor jet. You don’t blast past the problem,you amplify it. Speed and beam focus fix penetration. Raw wattage just multiplies spatter.
Mistake three: ignoring fixturing rigidity. If clamps let the sheets flex even approximately 0.1 mm during welding, your carefully set venting gap collapses mid-pass. The vent you designed disappears exactly where the keyhole sits.
Mistake four: wrong shielding gas. Operators reach for pure argon out of habit. But on coated steel, a small helium addition raises plasma stability and helps clear the vapor cloud. Straight argon over a thick zinc layer often traps fume right above the keyhole.
| Instinct | What actually happens |
|---|---|
| Clamp lap joint tight | Zinc vapor sealed in → blowholes |
| Raise power to push through | Faster boiling → more spatter |
| Loose fixturing | Vent gap collapses mid-weld |
| Pure argon shield | Fume trapped over keyhole |
Each error explains, in practice, why galvanized steel is difficult to laser weld: every “obvious” fix gives the zinc less room to escape, not more.
Zinc Fume Safety and Extraction Requirements
The zinc vapor that wrecks your weld also poisons your air. When zinc boils off and hits oxygen, it forms zinc oxide fume,fine white particles small enough to lodge deep in your lungs.
Breathe enough of it and you get metal fume fever: chills, fever, muscle aches, a metallic taste, often hitting 4 to approximately 12 hours after the shift ends. This is the hazard most galvanized welding guides skip.
The numbers matter. The U.S.
OSHA permissible exposure limit for zinc oxide fume is approximately 5 mg/m³ as an 8-hour average. The ACGIH recommended limit is stricter,approximately 2 mg[8]/m³.
Galvanized welding blows past both fast because the coating vaporizes at roughly 906°C, well before steel melts, so vaporized zinc releases hazardous zinc oxide fumes requiring extraction or PPE.
Bare steel doesn’t do this. That’s part of why galvanized steel is difficult to laser weld safely,the same zinc layer that ruins the weld pool fills your breathing zone with metal oxide.
What actually works:
- Local exhaust ventilation (LEV)—a fume arm or downdraft table within 6 inches of the weld captures most fume before it rises past the operator’s face
- Capture velocity of 100–approximately 150 ft/min at the source, not general room airflow
- P3 or N95 respirators as backup, never as the primary control
Pro tip: position the fume arm on the downstream side of your shielding gas flow. Cross-drafts that scatter fume also disturb the molten pool and worsen porosity. One setup fixes both.
Frequently Asked Questions About Laser Welding Galvanized Steel
Yes, you can laser weld galvanized steel,but success depends on managing zinc vapor before it ruins the weld pool. Below are direct answers to the questions welders ask most before running their first coated-sheet job.
Can you laser weld galvanized steel at all?
You can. Laser welding actually beats MIG and TIG here because its localized, high-speed heat reduces distortion and zinc burning, according to laser welder manufacturers. The catch stays the same: zinc boils around 906°C[9], long before steel melts, so you must vent that vapor.
What’s the best steel for laser welding?
Bare low-carbon mild steel welds cleanest,no coating, no vapor, no porosity. Among coated options, galvannealed sheet beats hot-dipped because its iron-zinc alloy layer vaporizes less violently.
Does laser welding damage the coating?
It burns off zinc in a narrow band, usually approximately 1,3 mm wide along the seam. That zone loses corrosion protection. Smart shops apply zinc-rich spray after welding to restore it.
What’s the thickest galvanized steel you can reliably weld?
Single-pass lap joints stay reliable up to about 2,3 mm per sheet. Beyond that, trapped vapor escape gets harder and defect rates climb sharply.
Key Takeaways for Welding Galvanized Steel Without Defects
Every clean weld on coated sheet follows the same logic: respect the boiling-point gap, give the vapor somewhere to go, then dial in settings that match the coating. Skip any one step and you get porosity, blowholes, or spatter,the exact defects that scrap parts.
The mechanism never changes. Zinc boils near 906°C[10] while steel needs over 1,370°C to melt, per Wikipedia’s galvanization data.
That approximately 460°C-plus difference means zinc turns to high-pressure gas before the steel pool forms. Trap that gas and it blasts molten metal out of the weld.
This single fact explains why galvanized steel is difficult to laser weld more than any equipment limitation does.
Run through this checklist before any production batch:
- Set a vapor vent. A 0.1–approximately 0.2 mm gap on lap joints lets zinc escape before the pool seals.
- Match power to coating. Thicker hot-dipped layers need higher density to weld through cleanly.
- Tune speed and focus together. Faster travel limits heat soak; tight focus keeps the keyhole stable.
- Pull the fume. Zinc oxide is toxic—run extraction rated for the joint, not a desk fan.
Don’t gamble on production parts. Cut scrap from the same coil and same coating, weld test coupons, then cross-section them under a microscope to check for hidden pores.
Why galvanized steel is difficult to laser weld becomes a solved problem the moment your scrap passes. Test first, run second,every time.



