Understanding how mill scale affects laser cleaning and welding quality comes down to one fact: the oxide crust melts hotter than the steel beneath it, forcing slower processing and raising defect risk. According to The Fabricator’s 2022 industry overview, mill scale on thick hot-rolled plate has a very high ablation threshold and may need multiple laser passes for complete removal. Left on the joint, it drives porosity, slag inclusions, and lack-of-fusion—though fiber lasers remove it cleanly before welding.
So does it actually ruin your results?
Mill scale doesn’t “ruin” laser cleaning or welding outright, but it forces slower processing speeds, raises porosity risk in welds, and can trap iron oxides that weaken the final joint.
Understanding how mill scale affects laser cleaning and welding quality comes down to its thickness, oxide composition, and whether you remove it before the arc or beam ever touches the base metal.
Quick Takeaways
- Mill scale melts ~approximately 1538°C[1] versus steel’s approximately 1371°C, trapping arc energy and reducing penetration.
- Remove mill scale before welding to prevent porosity, slag inclusions, and lack-of-fusion defects.
- Use fiber lasers to clean mill scale cleanly without damaging base metal.
- Expect multiple laser passes on thick hot-rolled plate due to high ablation threshold.
- Assess scale thickness and oxide composition to set correct processing speeds.
Does Mill Scale Ruin Laser Cleaning And Weld Quality — The Short Answer
No, mill scale doesn’t ruin laser cleaning, fiber lasers remove it cleanly. But leaving that scale on the joint absolutely ruins weld quality. Uncontrolled mill scale drives porosity, slag inclusions, and lack-of-fusion.
The split matters: laser cleaning is the fix, raw scale is the problem. Understanding how mill scale affects laser cleaning and welding quality comes down to one number, the oxide melts hotter than the steel underneath it.
Mill scale is the blue-gray oxide crust that forms on hot-rolled steel as it cools. It’s mostly iron oxide, and it behaves nothing like the base metal during welding.
Here is the metallurgical reason. According to GarageWeld’s 2024 technical guide, the mill scale layer melts at roughly 1538°C (≈approximately 2800°F), while carbon steel underneath melts near 1371°C (≈approximately 2500°F).
So arc energy gets trapped in the oxide before it can fuse the steel. The pool sits on top of a layer that refuses to melt.
That trapped heat scatters, penetration drops, and gas pockets form as the scale decomposes.
The fusion penalty is large. WeldPundit’s 2023 guidance reports mill scale typically cuts weld fusion depth by 30,approximately 50%[2] versus cleaned steel. Even light scale under 0.001 in on non-structural welds can drop weld strength by 20,approximately 30% and raise porosity risk.
Now the cleaning side. Lasers strip scale well, sometimes too well to be obvious.
A pulsed fiber laser at 1064 nm targets the oxide’s absorption profile and blasts it off in microseconds. The trick is dose control: enough energy to ablate the scale, not enough to scorch the steel.
Numbers back this up. RT Laser Machine’s 2024 data shows pulsed fiber cleaning tuned around 1064 nm cut weld porosity by up to 99.7% under AWS D1.1 test conditions.
It reached a Sa 2.5 cleanliness grade, that’s a near-white blast standard where approximately 95% of each surface area is free of visible contamination, with no measurable heat-affected zone (HAZ) on the base metal.
One caution before you assume the laser does everything. Thick scale on heavy hot-rolled plate is one of the hardest contaminants to ablate.
The Fabricator’s 2022 overview notes it has a high ablation threshold and may need multiple passes. Single-pass settings that work on thin sheet will leave residual oxide on approximately 25 mm plate.
Practical takeaway for the shop floor: never trust a single cosmetic pass on thick plate. Verify cleanliness on the joint face, not just nearby. The sections below give you the parameter thresholds, fluence, pulse overlap, pass count, and the weld defects each setting prevents.
What Mill Scale Actually Is And How Its Oxide Layers Form
So mill scale is basically this flaky blue-gray crust of iron oxides that shows up on steel while it gets hot-rolled. It builds up when the steel sits out in air above approximately 570°C[3] (approximately 1058°F).
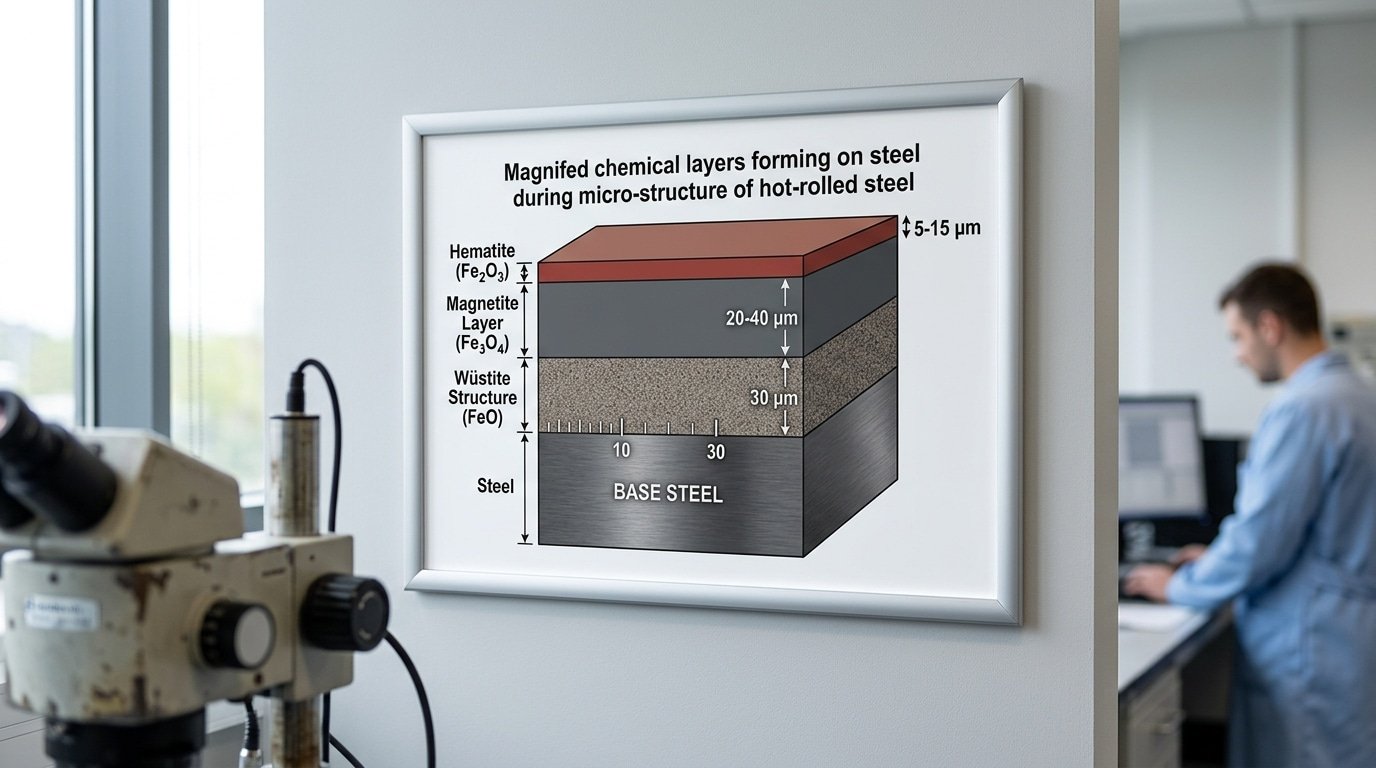
Below that temperature, the chemistry shifts and the scale grows in a different way. That layer you scrape off a fresh hot-rolled plate isn’t really one material. It is actually three stacked oxides, and each one behaves on its own.
Picture the cross-section like a sandwich. Closest to the steel you’ll find wüstite (FeO), which is the layer poor in oxygen.
Sitting above it is magnetite (Fe₃O₄). The top skin, the one most loaded with oxygen, is hematite (Fe₂O₃), and that’s the layer touching the air.
Wüstite only forms above approximately 570°C, which is exactly why that temperature matters so much. Check the iron oxide phase data on Wikipedia if you want the details. Below approximately 570°C, wüstite gets unstable and breaks apart, so cold-formed steel ends up carrying a completely different oxide mix.
These layers aren’t equal in thickness, though. In a typical hot-rolled plate, wüstite makes up the bulk of it, often approximately 90% or more of the scale by depth. Meanwhile magnetite and hematite form thinner caps closer to the surface.
Total scale thickness usually runs 10,50 µm. For comparison, a human hair is about 70 µm wide, so the whole crust is actually thinner than a single hair.
Why does any of this matter for laser cleaning and welding quality? Honestly, because each oxide soaks up and moves heat differently.
Hematite is brittle and cracks pretty easily. Wüstite is softer and bonds way more tightly to the base steel underneath.
A laser pulse hits all three of them at once, and they react at different rates. That right there is the root of the cleaning headache I’ll cover in the next section.
Here’s the part most guides skip over. Scale is never uniform across one plate. Edges cool down faster than the center during rolling, so the scale there is often thinner and kind of patchy.
Areas that hung around longer in the furnace grow thicker oxide. Field data backs this up too. A 2023 University of Virginia dissertation measured legacy steel bridge scale at 10,100 µm thick across a single section, which is a tenfold swing on the same exact part.
| Oxide layer | Position | Key trait |
|---|---|---|
| Hematite (Fe₂O₃) | Outer skin | Brittle, cracks under stress |
| Magnetite (Fe₃O₄) | Middle | Magnetic, moderate adhesion |
| Wüstite (FeO) | Next to steel | Forms only above approximately 570°C, sticks tightly |
Here’s a practical tip. Never assume your cleaning recipe works across the whole plate after you’ve only tested one spot. Check the thick furnace-side patches and the thin edges separately.
A setting that strips a 15 µm edge perfectly clean might leave wüstite stuck under a 45 µm center patch. And that leftover layer is essentially what wrecks your welds later on.
Why Mill Scale Absorbs Laser Energy Differently Than Base Steel
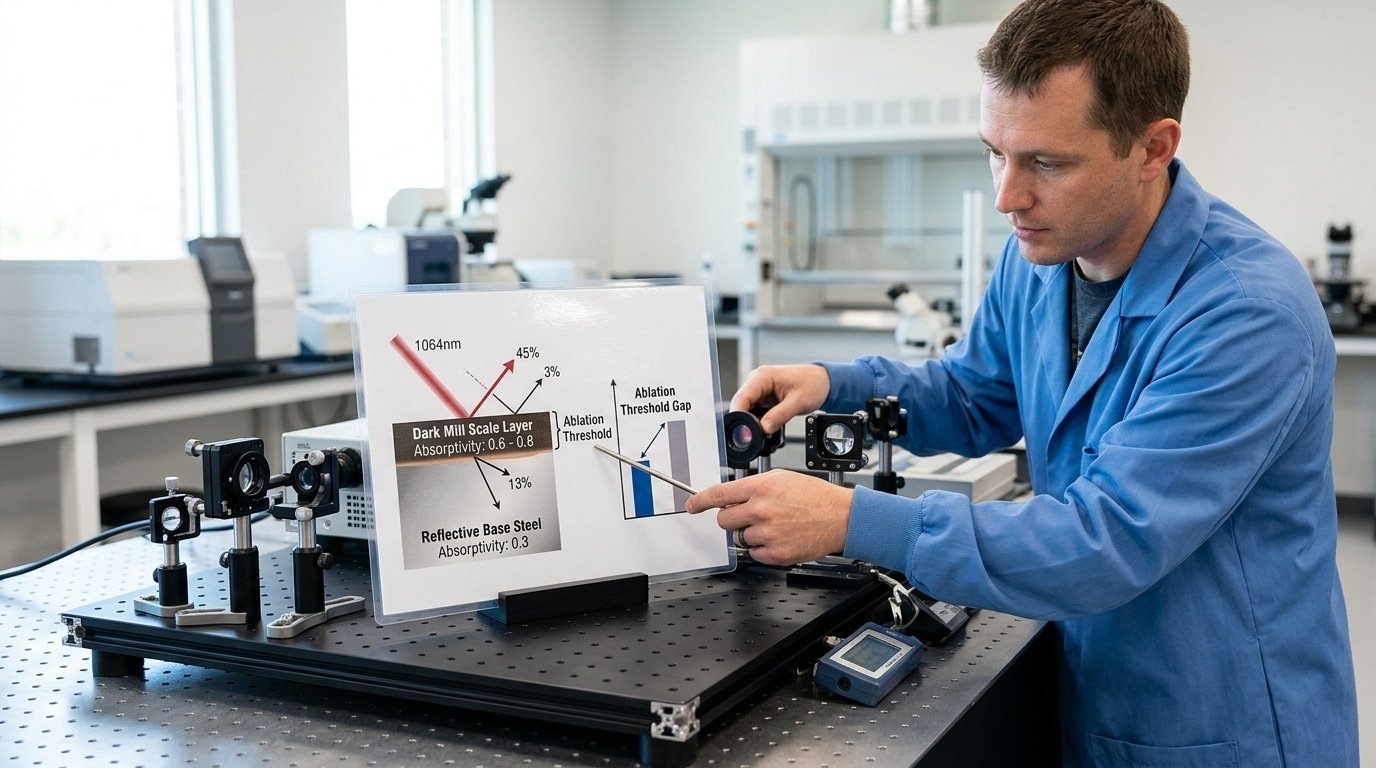
Mill scale soaks up laser light far better than the steel underneath it. Iron oxides absorb roughly 60,approximately 80% of near-infrared light at 1064 nm, the wavelength most fiber lasers use.
Polished carbon steel absorbs only about 30%[4]. That gap is the entire reason laser cleaning works, the oxide layer heats and vaporizes while the shiny base metal reflects most of the beam and stays cool.
Absorptivity is the fraction of laser energy a surface keeps instead of bouncing it away. A dark, rough, porous crust traps photons. A smooth metallic surface acts like a mirror. Mill scale is dark and microscopically rough, so it behaves like a sponge for the beam.
This difference drives the whole story of how mill scale affects laser cleaning and welding quality. Because the oxide absorbs more energy per pulse, it crosses its ablation threshold, the energy density needed to blow material off the surface, long before the steel does.
Each pulse delivers a fixed fluence (energy per square centimeter). At the right setting, that fluence destroys scale but never reaches the threshold for clean steel.
The ablation threshold gap that creates selectivity
Think of it as two doors with different locks. The scale door opens at low energy. The steel door needs much more. As long as your pulse fluence sits between those two values, you strip oxide and leave the substrate untouched. Operators call this the process window.
That window is real and measurable. RT Laser Machine reported in 2024 that pulsed fiber cleaning tuned near 1064 nm cut weld porosity by up to 99.7% under AWS D1.1 conditions, reaching Sa 2.5 cleanliness with no measurable heat-affected zone (HAZ) on the base metal.
No HAZ means the laser stayed under the steel’s threshold.
Where the selectivity breaks down
The clean separation fails in three situations:
- Thick scale on heavy plate. On hot-rolled plate, scale can be 50 µm or more. The Fabricator noted in 2022 that thick scale carries a very high ablation threshold and may need several passes — one of the least efficient contaminants for automated cleaning.
- Overlapping pulses. Push pulse overlap or power too high and average heat builds in the steel, finally crossing its threshold and tinting or melting the surface.
- Mixed contamination. Oil or paint over scale shifts absorptivity unpredictably, so a setting that worked on bare scale now under-cleans or over-heats.
Practical tip from the floor: start with low fluence and high overlap, then watch the spark color. A bright orange-white plume signals oxide ablating cleanly. A dull, sputtering plume with metallic spatter means you’ve hit base steel, back off immediately.
Quantified Laser Parameters To Remove Mill Scale Without Overheating Base Metal
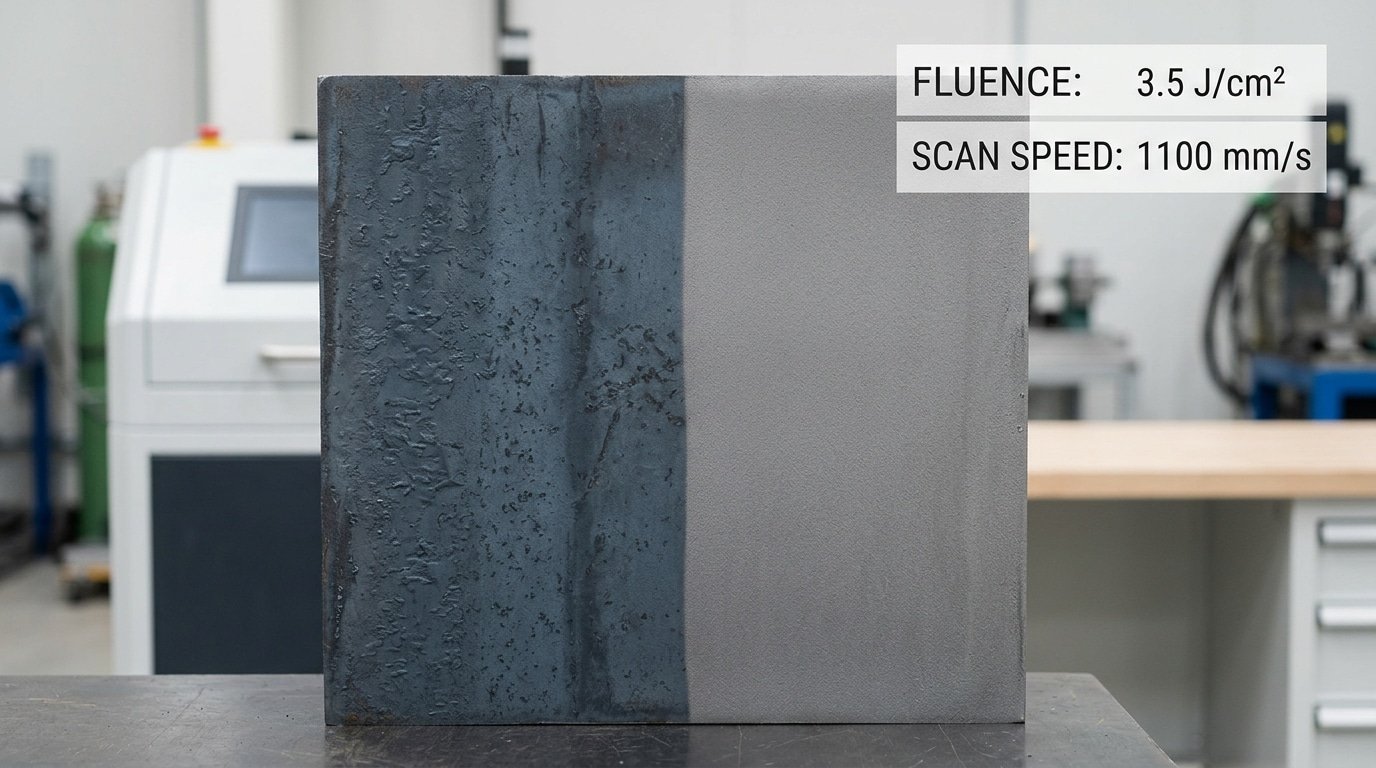
If you want to strip mill scale off steel without harming the metal underneath, you use a pulsed fiber laser. The settings matter.
You set it to a 1064 nm wavelength, an energy density of 4 to 12 J/cm², peak power above approximately 10 kW, a pulse frequency of 20 to approximately 200 kHz, and you tune the scan speed so each spot overlaps the last one by 30 to approximately 50%.
Thin scale comes off in a single pass when you stay near the low end. Thick scale is a different story. It needs more energy or several passes to clear.
Fluence is basically the amount of energy packed into each square centimeter of the beam. Mill scale has what people call an ablation threshold, which is just the smallest amount of energy needed to blast it off, and that number sits well below the threshold for solid steel.
That gap between the two is your safety window. You want enough energy to turn the oxide into vapor, but not so much that you start melting the steel underneath.
Here is where people get caught out. If you push the energy too high, you don’t simply clean faster. You actually create a heat-affected zone, often shortened to HAZ, which is a band of steel whose internal grain structure got changed by the heat.
You can also set off something called oxide redeposition. That is when the vaporized scale settles back down as a thin film before your next pass wipes it away. Both problems ruin the clean surface you were trying to make in the first place.
| Parameter | Thin scale (<20 µm) | Thick scale (50–100+ µm) | Upper limit (risk zone) |
|---|---|---|---|
| Fluence | 4–7 J/cm² | 9–12 J/cm² | >15 J/cm² melts base metal |
| Peak power | 10–approximately 15 kW | 18–approximately 25 kW[5] | >approximately 30 kW causes HAZ banding |
| Pulse frequency | 100–approximately 200 kHz | 20–approximately 60 kHz | <approximately 15 kHz overheats per pulse |
| Scan speed | 3,000–approximately 8,000 mm/s | 800–approximately 2,500 mm/s | <approximately 500 mm[6]/s redeposits oxide |
| Spot overlap | 30–approximately 40% | 45–60% | >approximately 70% wastes heat into steel |
| Passes | 1 | 2–4 | — |
So why does thick scale flip all the settings around? A lower frequency means more energy goes into each pulse, and that digs deeper into a heavy oxide crust.
But here is the catch. A slower scan speed and tighter overlap put more total heat onto one spot, so you essentially trade speed for cleaning power.
The Fabricator pointed out in a 2022 overview that thick mill scale on hot-rolled plate has a really high ablation threshold and may need several passes. That makes it one of the least efficient contaminants for automated laser cleaning.
The reward for landing inside that window is genuine. A 2024 trial from RT Laser Machine reported a approximately 99.7% drop in weld porosity. They used pulsed 1064 nm fiber cleaning to strip rust and scale down to Sa 2.5 cleanliness, with no measurable HAZ left on the base metal.
That result really sums up how mill scale affects laser cleaning and welding quality. The set of parameters decides the outcome, not the brand name on the laser.
Here is a field tip most spec sheets skip over. Run a test patch on scrap from the same heat lot before you commit to anything. Scale thickness changes across a single plate, so a setting that clears the thin edge might leave residue right at the thick center.
Watch for a dull gray matte finish. If you see bright silver instead, that means you overshot and started cutting into the steel itself.
How Residual Mill Scale Creates Specific Weld Defects
Leftover mill scale really causes three specific problems with a name. There’s porosity, which comes from oxygen getting trapped.
There’s slag inclusions, which happen when the FeO melts. And there’s lack of fusion, which comes from that oxide film that melts at a really high temperature.
Each one happens for its own reason, and each one gets caught by a different way of checking the weld.
Understanding how mill scale affects laser cleaning and welding quality basically means following each problem back to the oxide that actually caused it in the first place.
The three failure mechanisms, defect by defect
Porosity. The iron oxides sitting in mill scale carry oxygen that’s locked up inside them. So when the arc or the laser melts the joint, all that oxygen gets let loose into the melted metal as a gas.
The thing is, the molten pool cools down faster than those little bubbles can float out and escape. So they basically get frozen in place as round empty spaces. You see these as scattered little holes, or tight clusters of holes, sitting near the bottom of the weld.
Slag inclusions. The FeO, which is that wustite layer right up against the steel, melts and gets mixed into the weld pool. But it just doesn’t join up with the melted steel at all.
Instead, it kind of floats around as a non-metallic island and then freezes into a dark, irregular blob. You can spot it on a macro-etch as a dark spot with sharp edges.
Lack of fusion. The mill scale film melts at around 1538°C, while carbon steel melts closer to approximately 1371°C, per GarageWeld’s 2024 guide. So the oxide basically acts like a thermal blanket sitting on top.
What happens is the heat from the arc kind of spreads out in the scale instead of melting the base metal underneath it. So the weld bead just sits on top without really bonding to anything.
Z-Beam’s 2023 application note actually shows this directly. Thick mill scale sitting on the joint edges blocks fusion at the weld start, which is the spot where the arc hasn’t built up enough heat yet to burn through the oxide.
A single laser pass, dialed in properly to take off both the scale and the oxide, cut down the lack-of-fusion and pore-cluster defects in their weld-prep inspections.
How inspectors find each defect
| Defect | Detection method | What it looks like |
|---|---|---|
| Porosity (gas pores) | Radiographic test (RT) — X-ray film/digital | Round dark spots, scattered or clustered |
| Lack of fusion | Ultrasonic test (UT) — sound waves find planar flaws | Sharp echo at the unbonded interface |
| Slag inclusion | RT plus macro-etch cross-section | Irregular dark island inside the bead |
So why does UT beat RT for finding lack of fusion? Well, that flaw is flat and it lies parallel to the plate.
The X-rays just pass straight through it and barely pick it up at all. But a UT beam, the one that uses sound waves, bounces sharply right off that unbonded gap.
Acceptance limits per AWS D1.1 and ISO 5817
AWS D1.1 (Structural Welding Code, Steel) treats both lack of fusion and incomplete penetration as zero-tolerance things for structural welds carrying a steady load. Basically, any amount at all fails.
For porosity, the RT acceptance limits look at the biggest single pore and at the total pore size added up within a given length of weld.
ISO 5817 sorts these defects into three quality levels. There’s B, which is the strict one, C, which is in the middle, and D, which is more relaxed.
Level B allows the tightest pore sizes and bans lack of fusion completely. And when you’re not sure the scale got fully removed, it’s generally a good idea to pick a stricter level than your service load actually needs.
Here’s a practical tip. If the RT shows a tight little cluster of small pores running along the root, you should suspect leftover scale at the joint face rather than blaming your shielding gas.
Gas porosity tends to scatter around randomly, while scale-driven porosity basically follows along the contaminated edge.
Laser Cleaning Versus Grinding, Pickling, And Abrasive Blasting
Laser cleaning wins on substrate protection and contamination risk. It loses on raw throughput for thick scale and on upfront cost.
For weld-prep, laser leaves a clean Sa 2.5 surface with no grit embedment, no acid residue, and zero base-metal removal, but a hand grinder still strips a single bevel faster than a approximately 1.5 kW[7] laser head.
Each method changes the steel differently. Grinding cuts into the base metal, removing 0.1,approximately 0.5 mm of material and leaving a rough, directional finish that can hide micro-cracks.
Pickling, soaking steel in hydrochloric or sulfuric acid, dissolves the oxide but leaves acid traces in the surface that cause hydrogen pickup and porosity if not neutralized.
Abrasive blasting fires grit at the surface; it cleans fast but embeds silica or garnet particles into soft steel, which then melt into the weld pool as inclusions.
Laser does none of that. The pulsed beam ablates (vaporizes) the oxide and lifts it as dust, leaving the steel grain untouched.
This matters for understanding how mill scale affects laser cleaning and welding quality: the cleaner the substrate edge, the fewer slag inclusions and pore clusters show up at the weld start.
Z-Beam’s 2023 application note reports that one optimized laser pass removes mill scale and oxides together while keeping joint-face geometry intact, cutting lack-of-fusion defects in weld-prep inspections.
Decision Matrix: Real Cost And Throughput Figures
| Method | Substrate damage | Throughput (light scale) | Cost per m² | Contamination risk |
|---|---|---|---|---|
| Pulsed fiber laser (approximately 1.5 kW) | None — zero metal loss | 3–8 m²/hr | approximately $2–4 (mostly electricity) | Lowest — dust only, no media |
| Angle grinder (flap disc) | 0.1–approximately 0.5 mm removed | 4–10 m²/hr | approximately $3–6 (discs wear fast) | Medium — abrasive grit traces |
| Acid pickling | Slight etch, hydrogen risk | High (batch dip) | approximately $1.5[8]–3 + waste disposal | High — acid residue, H pickup |
| Abrasive blasting (Sa 2.5) | Surface profile change | 15–30 m²/hr | approximately $2.5–5 + media/cleanup | High — embedded silica/garnet |
Where laser fails: thick hot-rolled plate. The Fabricator notes that heavy mill scale has a very high ablation threshold and may need multiple passes, making it one of the least efficient contaminants for automated laser cleaning in heavy-plate work.
On approximately 20 mm plate with thick crust, blasting at 15,30 m²/hr beats a multi-pass laser every time.
Practical rule from the floor: use laser for thin sheet, robotic cells, food-grade or aerospace joints, and any job where embedded grit means rejected welds. Use blasting for bulk structural plate.
Skip pickling near weld zones unless you’ve a verified neutralization rinse, leftover acid drives porosity straight into the root pass.
Common Mistakes That Make Laser-Cleaned Steel Still Weld Badly
A surface can look spotless and still ruin your weld. The four sneaky culprits: scanning too fast and leaving micro-scale residue, letting vaporized oxide redeposit, cleaning the cap zone but skipping the weld root, and waiting too long so steel re-oxidizes.
Each one passes a quick visual check yet reintroduces porosity and lack-of-fusion. Understanding how mill scale affects laser cleaning and welding quality means catching these failures before the arc strikes.
Over-fast scanning leaves invisible micro-scale
Push scan speed too high and you skim only the top oxide. A thin film of magnetite stays bonded in the steel’s surface valleys.
It’s too fine to see but thick enough to insulate. Recall that mill scale melts near 1538°C versus carbon steel’s approximately 1371°C, even 5 microns of leftover oxide blocks fusion.
Detection sign: a faint blue-gray sheen instead of bright matte gray. Wipe with acetone on a white cloth, gray smears mean residual scale. Drop speed approximately 20% and re-scan that zone.
Redeposited oxide vapor settles back down
Laser ablation blasts oxide into a fine plume. Without fume extraction, that vapor cools and lands back on the cleaned steel within seconds.
The Fabricator noted in 2022 that thick hot-rolled plate has a very high ablation threshold and often needs multiple passes, and each extra pass dumps more vapor. Run extraction at the nozzle, not across the room.
The plume must leave before it settles.
Cleaning the cap but neglecting the weld root
Welders aim the laser at the visible joint face and forget the root, the bottom of the bevel where the first pass fuses. Scale hidden in the root gap traps oxygen exactly where penetration must start.
Z-Beam documented in 2023 that thick scale on joint edges blocks fusion at weld start, causing lack-of-fusion and pore clusters found in routine inspection.
- Root zone: clean both bevel faces full depth, not just the top edge.
- Backing bar contact: scale here causes burn-through and root concavity.
- Tack welds: never tack over uncleaned metal — you seal scale inside the joint.
Re-oxidation in the gap between cleaning and welding
Bare steel starts rusting in humid air within hours. A flash-oxide film forms even faster on warm metal.
Weld more than a shift after cleaning and you may have a fresh oxide layer thinner than mill scale but still enough to cut fusion depth, recall that scale insulates and can reduce penetration by 30,approximately 50%.
| Mistake | Detection sign | Fix |
|---|---|---|
| Over-fast scan | Blue-gray sheen, gray acetone smear | Cut speed approximately 20%[9], re-pass |
| Redeposited vapor | Powdery dull film after cleaning | Point extraction at nozzle |
| Skipped root | Porosity at weld start, root pores | Clean full bevel depth |
| Re-oxidation | Light surface rust, flash film | Weld within 4–approximately 8 hours |
Tight windows matter: weld within 4 to approximately 8 hours indoors, sooner in coastal or high-humidity shops. If you can’t weld same-shift, store cleaned parts in dry, sealed conditions and re-pass the joint faces just before welding.
Pre-Weld QA Checks And Standards For Verifying Scale Removal
Verify scale removal against a defined cleanliness grade before you strike an arc. The fastest reliable check: compare the surface to ISO 8501-1 photographic standards and confirm a Sa 2.5 finish, then run a copper sulfate test on a sample to expose any iron oxide the eye missed.
Tie both results to your Welding Procedure Specification so the cleaning step is auditable, not assumed.
The Four Checks That Actually Matter
Looking clean isn’t the same as being clean. Mill scale leaves thin oxide islands that blend into gray steel. These four checks catch what your eyes can’t.
- Cleanliness grade (ISO 8501-1 Sa levels): Hold your part next to the printed reference photos. Sa 2 leaves faint shading; Sa 2.5 means near-white metal with only slight staining. Welding needs Sa 2.5 or better. One pulsed fiber-laser study hit a 99.7% reduction in weld porosity under AWS D1.1 conditions by cleaning to exactly that Sa 2.5 grade with no measurable heat-affected zone.
- Copper sulfate test: Wipe a drop of copper sulfate solution on a hidden spot. Bare steel turns copper-pink in seconds because the iron reacts. Areas still coated in oxide stay dull. This 30-second test exposes residual scale that passes a visual check.
- Surface profile (roughness): Use a profile gauge or replica tape to confirm peak-to-valley height. Laser cleaning typically leaves a profile near the original steel, often 1–3 µm Ra. A sudden jump signals over-ablation that traps contaminants.
- Oxide residue check: A swipe with a clean white cloth should pull no gray-black dust. Loose oxide here becomes slag inclusions in the weld.
Why These Checks Tie To WPS And PQR
A Welding Procedure Specification (WPS) is the written recipe for a weld. A Procedure Qualification Record (PQR) is the proof that recipe produces a sound joint.
Both are governed by codes like AWS D1.1. If your PQR was tested on clean steel, every production weld must start from that same cleanliness, otherwise the qualification doesn’t apply.
This is where understanding how mill scale affects laser cleaning and welding quality becomes a documentation problem, not just a physics one. Skip the verification step and your weld may pass visual inspection but fail the code audit.
Pre-Weld Cleaning Checklist
| Step | Pass Criteria | Record In |
|---|---|---|
| Visual to ISO 8501-1 | Sa 2.5 minimum | WPS cleaning clause |
| Copper sulfate spot test | Uniform copper film, no dull patches | Inspection log |
| Profile measurement | Ra within PQR baseline range | Calibration sheet |
| Residue wipe | No gray-black transfer to cloth | Inspection log |
| Joint-face geometry | Bevel angle unchanged after cleaning | Fit-up report |
The geometry check matters more than welders expect. Z-Beam’s 2023 application note documented that a single optimized laser pass strips scale while preserving joint-face shape, but an over-aggressive pass can round a bevel edge and reopen the lack-of-fusion risk you cleaned to avoid.
Measure the bevel after cleaning, not just the surface.
Photograph each verified joint before welding. On structural projects, that photo plus a copper sulfate log is your defense if a defect investigation later questions weld prep against the qualified procedure.
Frequently Asked Questions About Mill Scale, Laser Cleaning, And Welding
Quick answers to the questions welders and shop managers ask most. Fiber lasers remove mill scale well, but the details decide whether your weld passes inspection or gets rejected.
Does laser cleaning fully remove mill scale?
Yes, on thin to medium scale, but not always in one pass on heavy plate. A single optimized pass strips mill scale and oxides together on most hot-rolled sheet, Z-Beam’s 2023 application note reports, cutting lack-of-fusion and pore clusters at the weld start.
Heavy plate is the exception. The Fabricator noted in 2022 that thick-plate mill scale has a very high ablation threshold (the energy needed to vaporize the oxide) and may need multiple passes.
Plan for 2,3 passes on plate over 12 mm and verify the result, don’t assume one sweep cleared it.
Does mill scale affect welding strength?
It does, measurably. WeldPundit’s 2023 guidance reports that mill scale reduces weld fusion depth by an estimated 30,approximately 50% because it acts as an electrical and thermal insulator. Even light scale under 0.001 inch can drop weld strength by 20,approximately 30% on non-structural joints and raise porosity risk.
That’s the core of how mill scale affects laser cleaning and welding quality: the oxide doesn’t just sit there. It steals heat from the arc, blocks penetration, and traps gas in the cooling pool.
How thick a scale layer can a laser handle?
Pulsed fiber lasers strip mill scale that typically runs 10,100 µm thick, the range a 2023 University of Virginia dissertation measured on legacy bridge steel. Within that band, near-IR ablation removes the crust without touching the base metal.
- 10–30 µm (light sheet scale): one pass, clean strip
- 30–100 µm (typical hot-rolled): one to two passes
- Over 100 µm (thick-plate buildup): multiple passes, slower throughput
Can you weld over light mill scale safely?
Skip it for any structural or pressure work. Welding over scale costs you twice, Hobart Brothers documented in 2022 that burning through the oxide can require cutting travel speed by about 50%[10], doubling weld time while spatter and pool instability climb.
For low-stress, non-critical tack welds on light scale, some shops accept the risk. But the math rarely favors it: slower welding plus 20,approximately 30% weakness plus rework usually exceeds the seconds saved by skipping a laser pass. Clean to Sa 2.5 first.
Key Takeaways And Recommended Workflow Before Welding
Mill scale doesn’t ruin laser cleaning, but skipping the metallurgical logic ruins your weld. The chain is simple: the oxide layer absorbs laser energy faster than base steel, so tuned pulsed fiber lasers strip it; leave any behind and you get porosity, slag, and lack of fusion.
Verify cleanliness against a grade before the arc strikes.
That’s how mill scale affects laser cleaning and welding quality from start to finish.
Here is the metallurgical thread tied together. Mill scale melts near 1538°C, hotter than carbon steel’s ~approximately 1371°C, so arc energy stalls in the oxide instead of fusing metal.
That single fact explains the 30,approximately 50% drop in fusion depth WeldPundit documents when you weld over scale. Remove it, and the defect chain breaks at its source.
Run this pre-weld workflow every time:
- Identify your steel grade and scale thickness. Hot-rolled plate carries the thickest scale and the highest ablation threshold. The Fabricator notes heavy plate may need multiple laser passes — budget the time before you quote the job.
- Set parameters to the scale, not the steel. Use pulsed 1064 nm fiber output, tuned fluence, and confirmed pass count. The goal is full ablation to bare metal, not a cosmetic clean.
- Clean the full joint face and approximately 25 mm beyond. Thick scale on joint edges blocks fusion at weld start. Z-Beam reports one optimized pass removes scale and oxides while keeping joint geometry intact.
- Verify against a cleanliness grade. Target Sa 2.5. Tuned cleaning to that level cut weld porosity by up to 99.7% under AWS D1.1 conditions, per RT Laser Machine.
- Inspect, then weld within hours. Bare steel re-oxidizes. Strike the arc on the same shift.
One trap catches even experienced shops: assuming bridge-style legacy steel cleans like new plate. A 2023 University of Virginia dissertation found laser coating removal on old bridge sections stopped at a pre-existing scale layer 10,100 µm thick, while grit blasting cleared the oxide fully.
Default cleaning recipes left scale behind. If your steel has aged in service, validate that your parameters reach bare metal, don’t trust a recipe written for fresh stock.
The payoff is measurable. Welding over scale can double travel time to burn through the oxide, slashing speed by half and spiking spatter, per Hobart Brothers. Cleaning first reclaims that speed and cuts rework.
Your action now: qualify your laser cleaning parameters against your specific steel grade and welding procedure specification (WPS). Run a sample coupon, section it, and confirm bare-metal cleanliness plus defect-free fusion before committing to production. Document the validated parameter set — that record is your defense in any weld audit.



