Laser Oxide Removal for Cleaner Welds, Metal Surfaces and Production Parts.
Oceanplayer laser oxide removal solutions help remove weld discoloration, heat tint, oxide film, light corrosion and surface contamination from stainless steel, aluminum, carbon steel, copper and other metal parts. Choose pulsed, CW, handheld, mobile or robotic laser cleaning based on oxide thickness, material sensitivity and daily workflow.
Where laser oxide removal works best
Laser oxide removal is useful when metal parts need cleaner welds, better appearance, improved coating preparation or more consistent surface quality without chemical pickling or heavy manual polishing.
- Stainless steel weld heat tint and discoloration cleaning.
- Aluminum oxide removal before welding, bonding or coating.
- Carbon steel oxide, scale and light corrosion cleaning.
- Copper, brass and precision metal parts that need controlled cleaning.
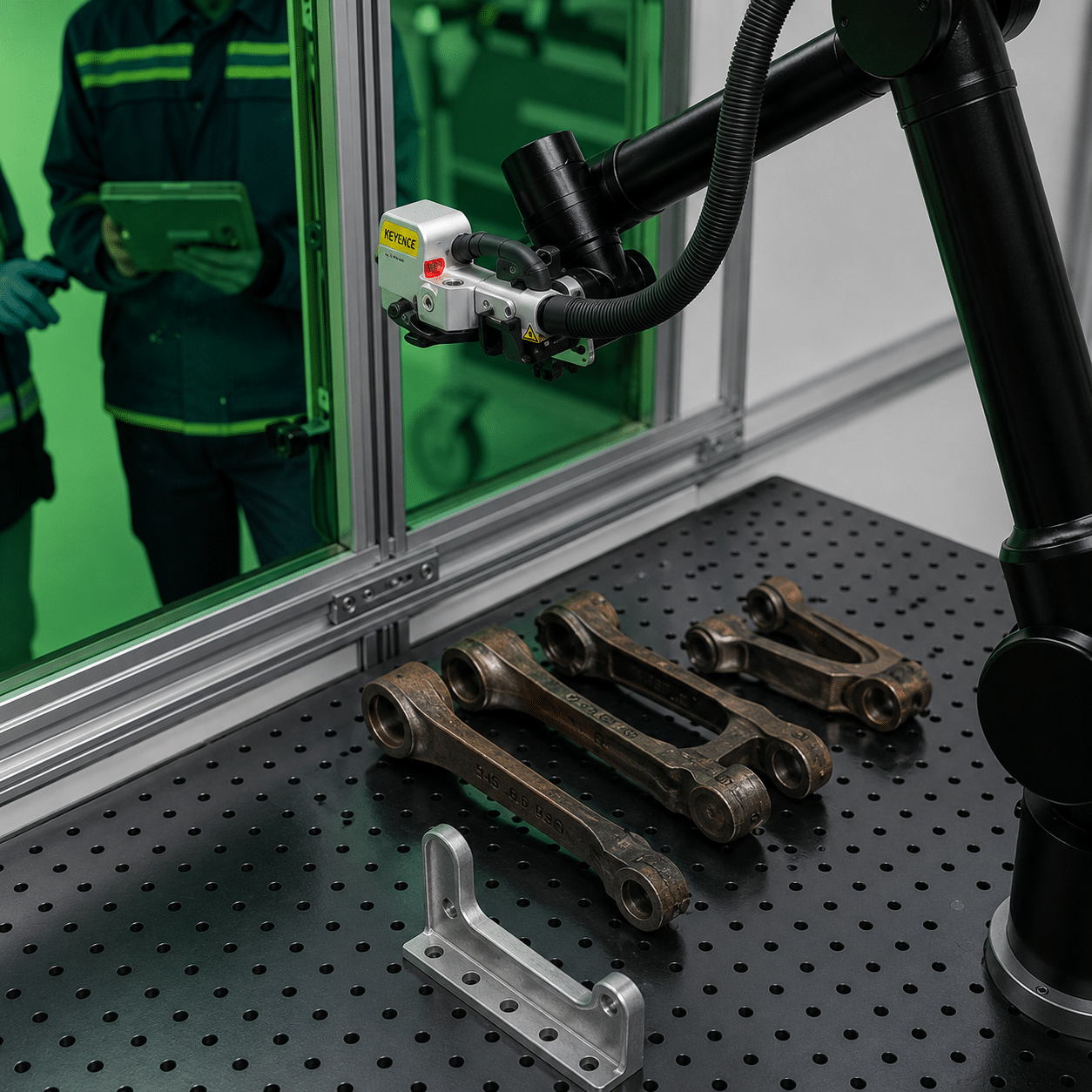
- Automated weld seam cleaning for repeated production parts.

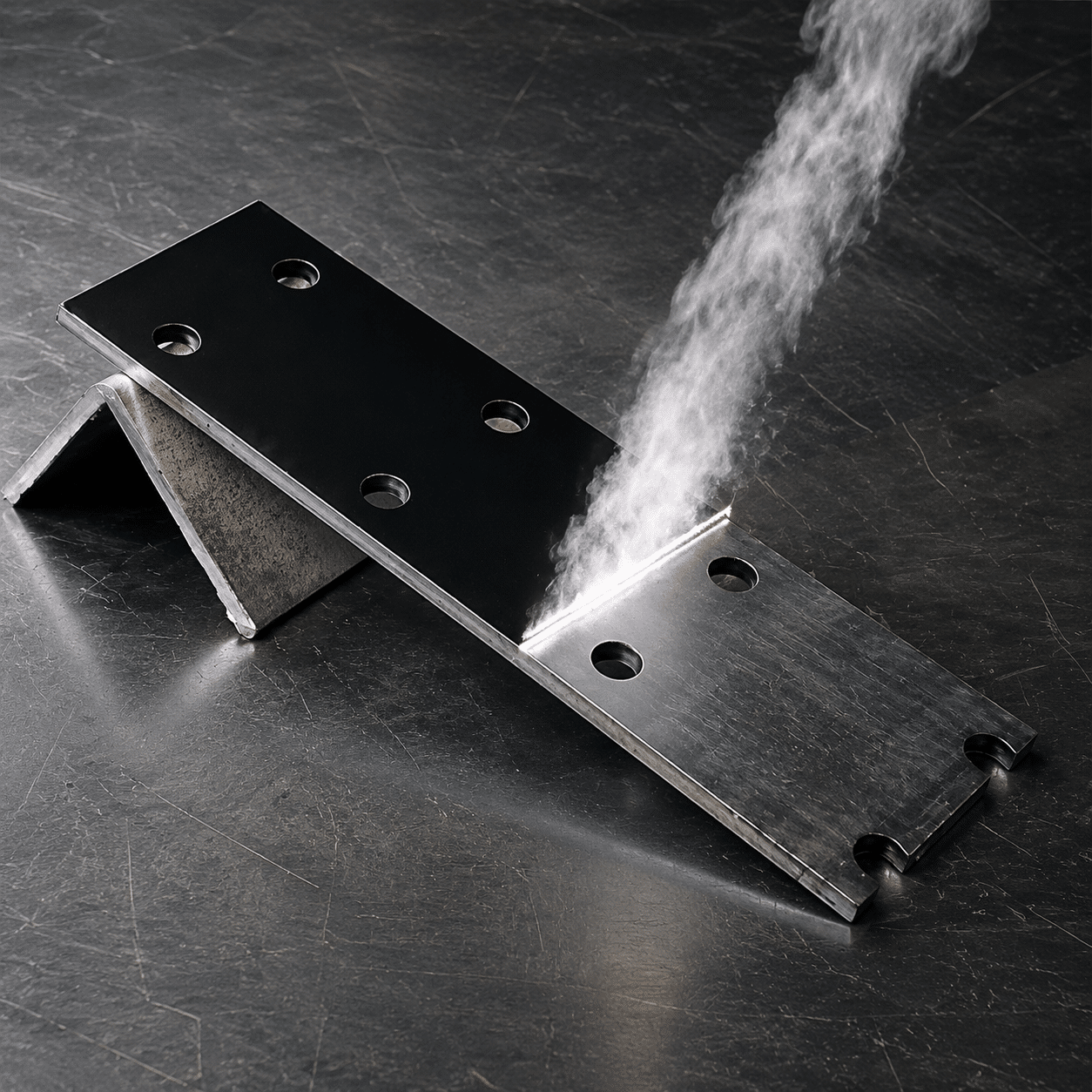
See laser oxide removal results on different metal surfaces
Review common cleaning results for weld heat tint, stainless steel oxide, aluminum oxide, scale, copper oxide and production weld seams.





Watch laser oxide removal on welds and metal surfaces
See how laser oxide removal works on weld seams and metal surfaces, including cleaning speed, surface finish, smoke extraction and operator movement.


