
Laser Automation Systems Built Around Your Parts, Process and Production Target
Integrate laser cleaning, welding or marking with robots, collaborative robots, conveyors, fixtures, vision, data handling and safety controls. Oceanplayer helps you move from sample testing to a practical production cell.
- Cleaning, welding and marking automation
- Robot, cobot and conveyor integration
- Fixture, vision and safety planning
Choose the automation platform that fits your process and production volume
Compare dedicated robot cells, flexible cobot workstations and inline marking systems before deciding how much automation your operation needs.
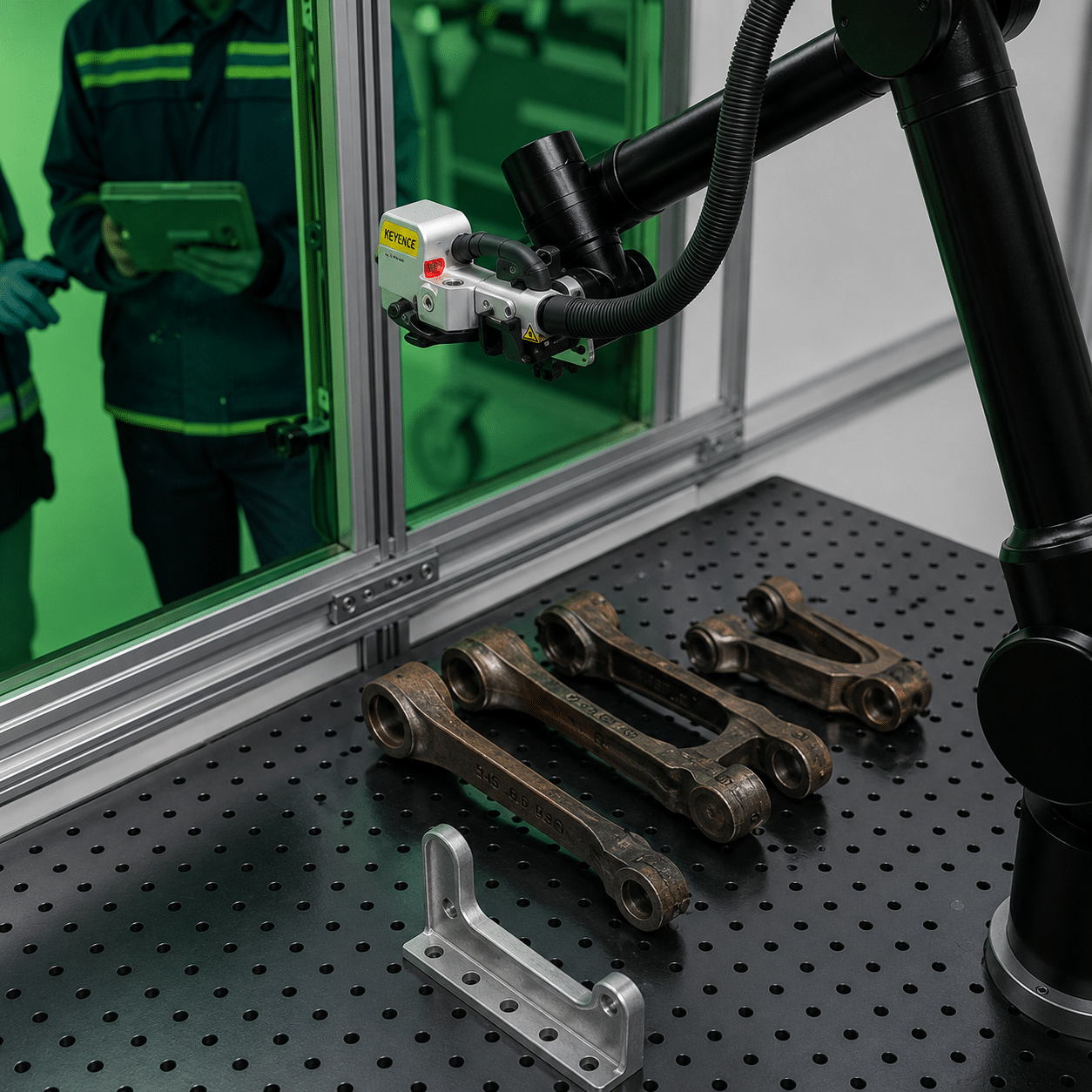
Robotic Laser Cleaning System
For repeated cleaning paths, large parts, hazardous areas and controlled removal of rust, paint, oxide or process residue.
Explore robotic cleaning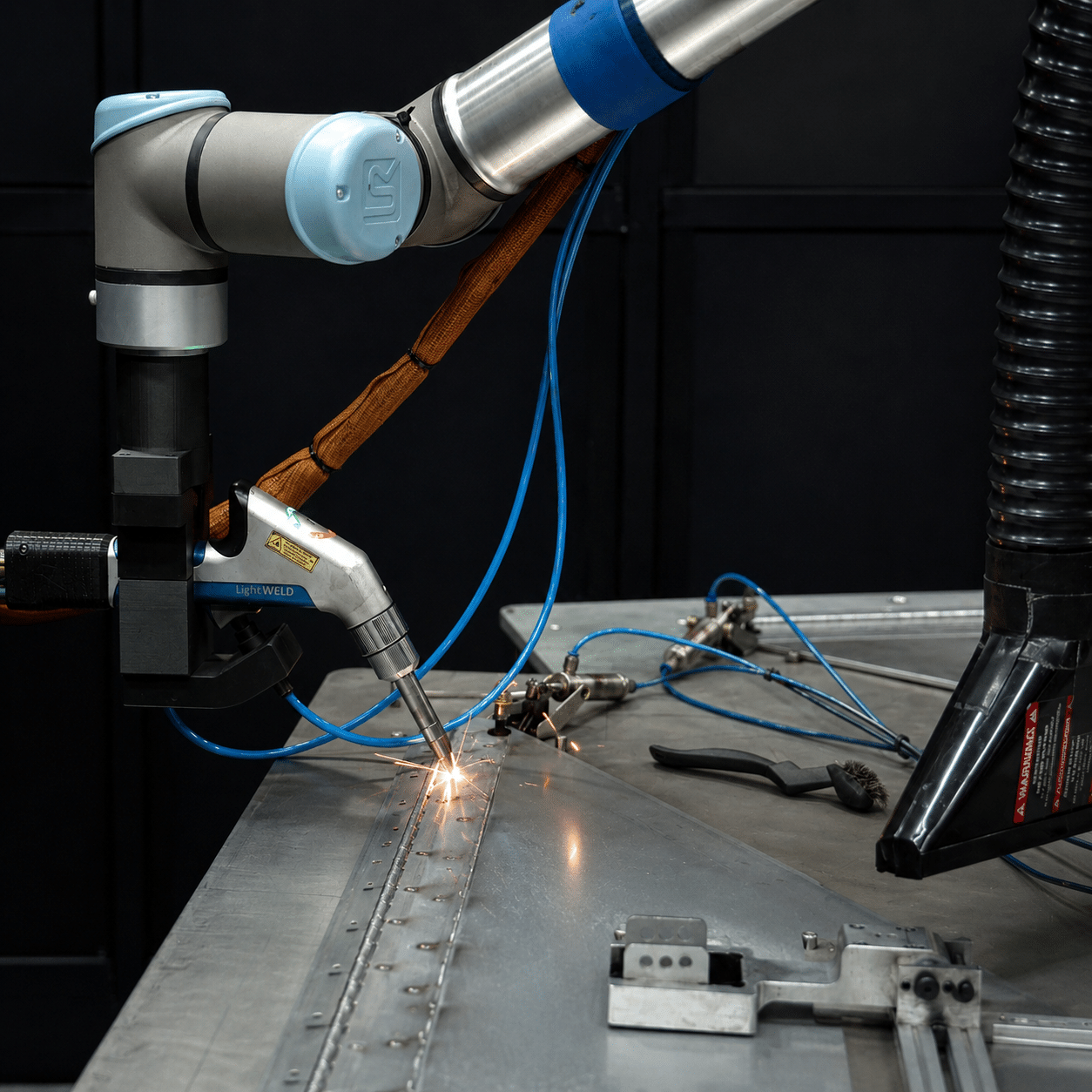
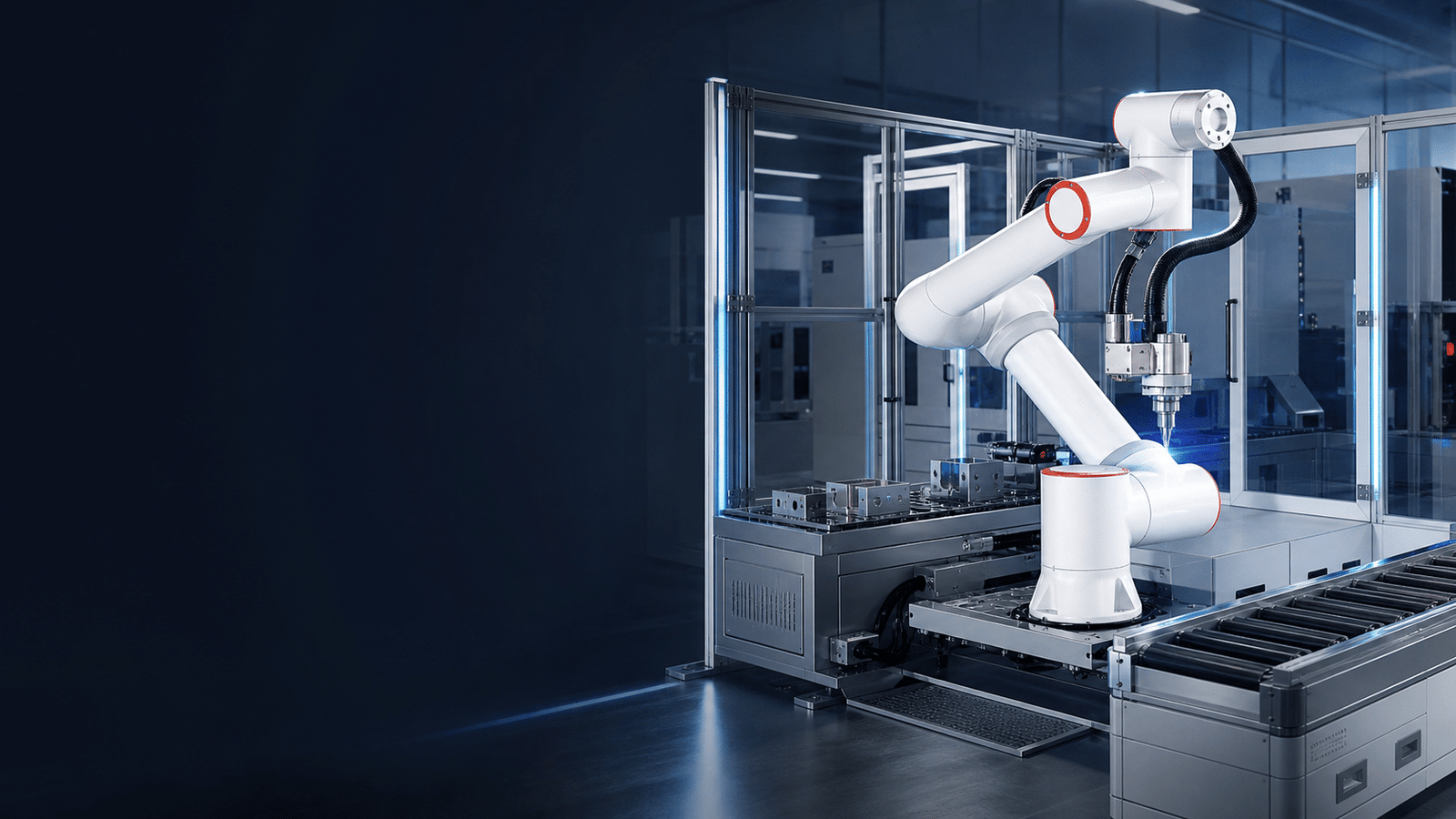
Robotic Laser Welding System
For stable seam tracking, repeatable travel speed and production welding of metal parts, frames, cabinets, tubes and assemblies.
Explore robotic welding
Collaborative Robot Laser System
For changing product mixes, compact work areas and operations that benefit from easier teaching and faster fixture changeover.
Explore cobot systems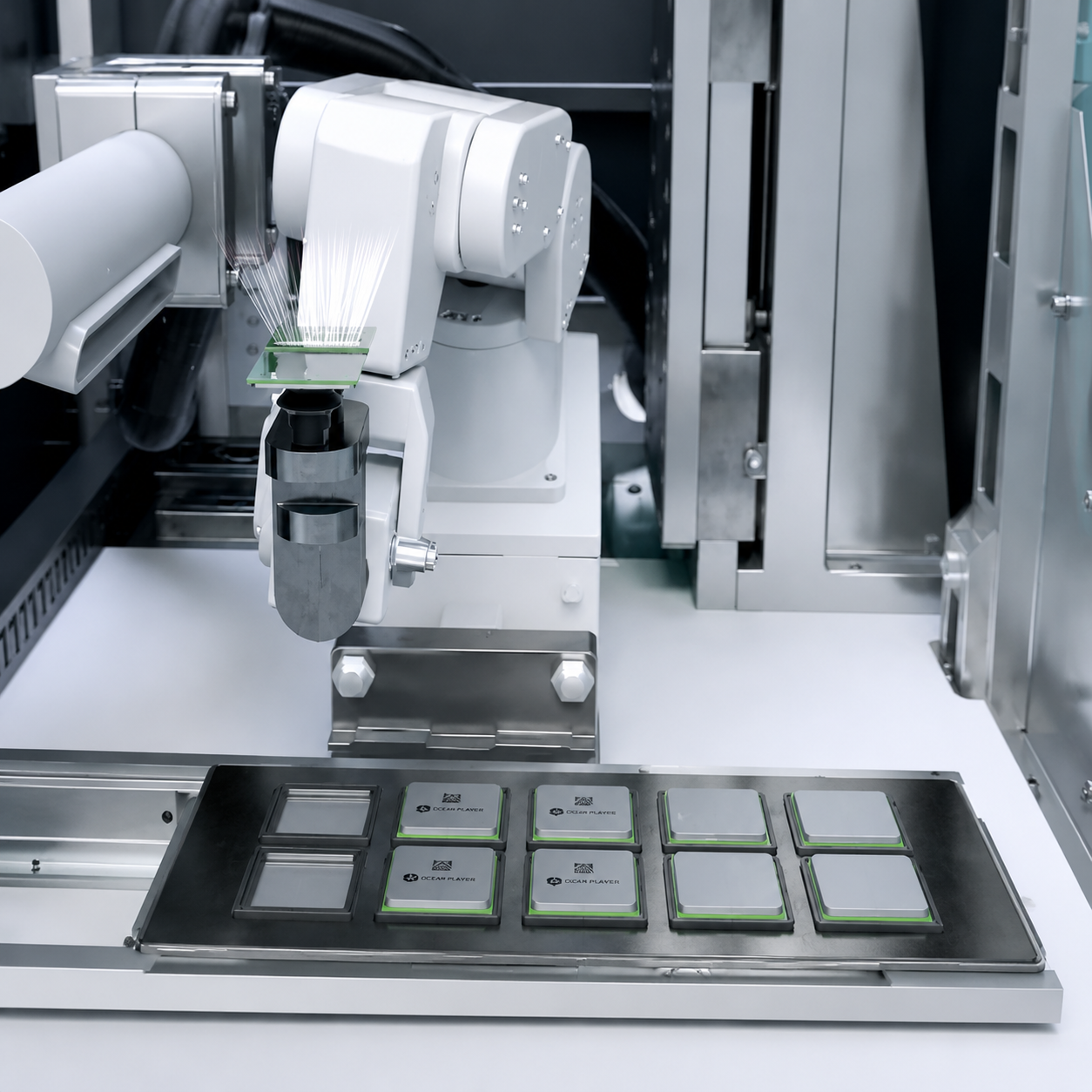
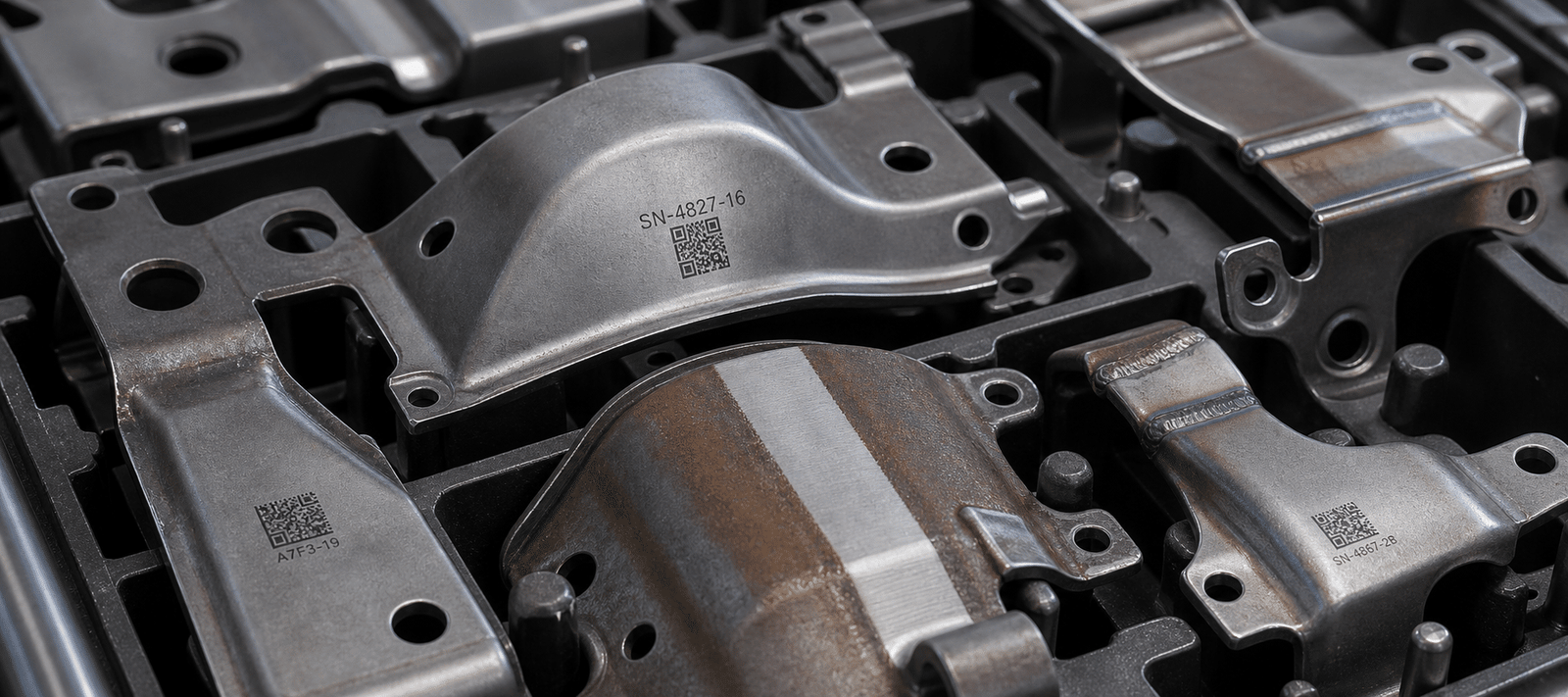
Automated Laser Marking System
For conveyor marking, automatic part detection, database-driven codes and reliable traceability in batch or inline production.
Explore automated marking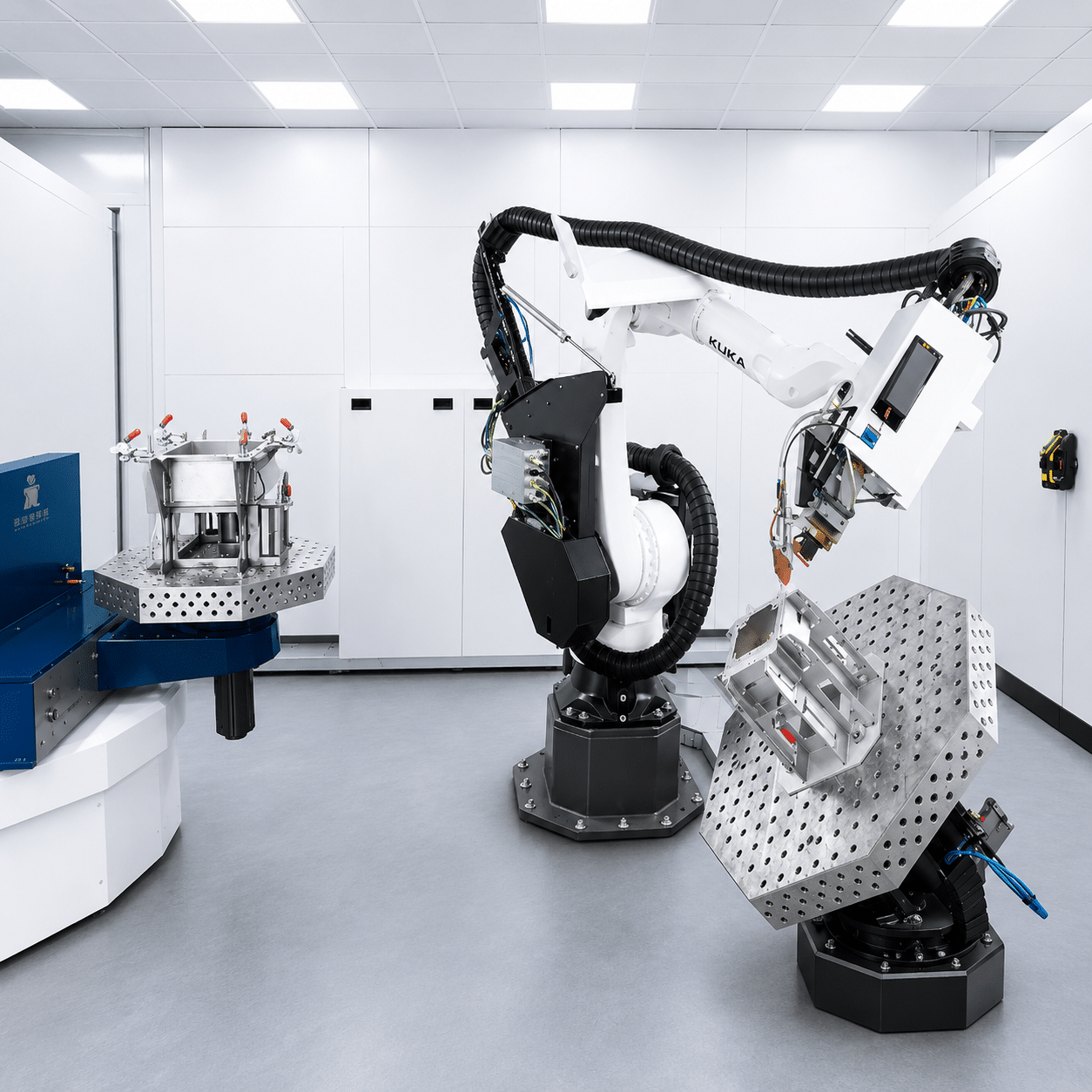
A complete system needs more than a laser and a robot
Reliable production comes from matching every element around the laser process. Oceanplayer can configure the workcell around your part flow, operator tasks and factory interface.
- Laser source and process head: selected for material, removal rate, weld requirement or mark quality.
- Motion and fixture: robot, cobot, linear stage, rotary axis or conveyor with repeatable part location.
- Process support: wire feeding, shielding gas, fume extraction, dust collection or cooling where required.
- Controls and inspection: PLC, HMI, sensors, vision, code verification and production data exchange.
- Safety system: enclosure, interlocks, laser-rated viewing, emergency stops and operating procedure.
Configure laser automation for real production environments
Different industries need different fixtures, controls, safety layouts and quality records. The cell should be designed around the part and the factory, not forced into a standard box.
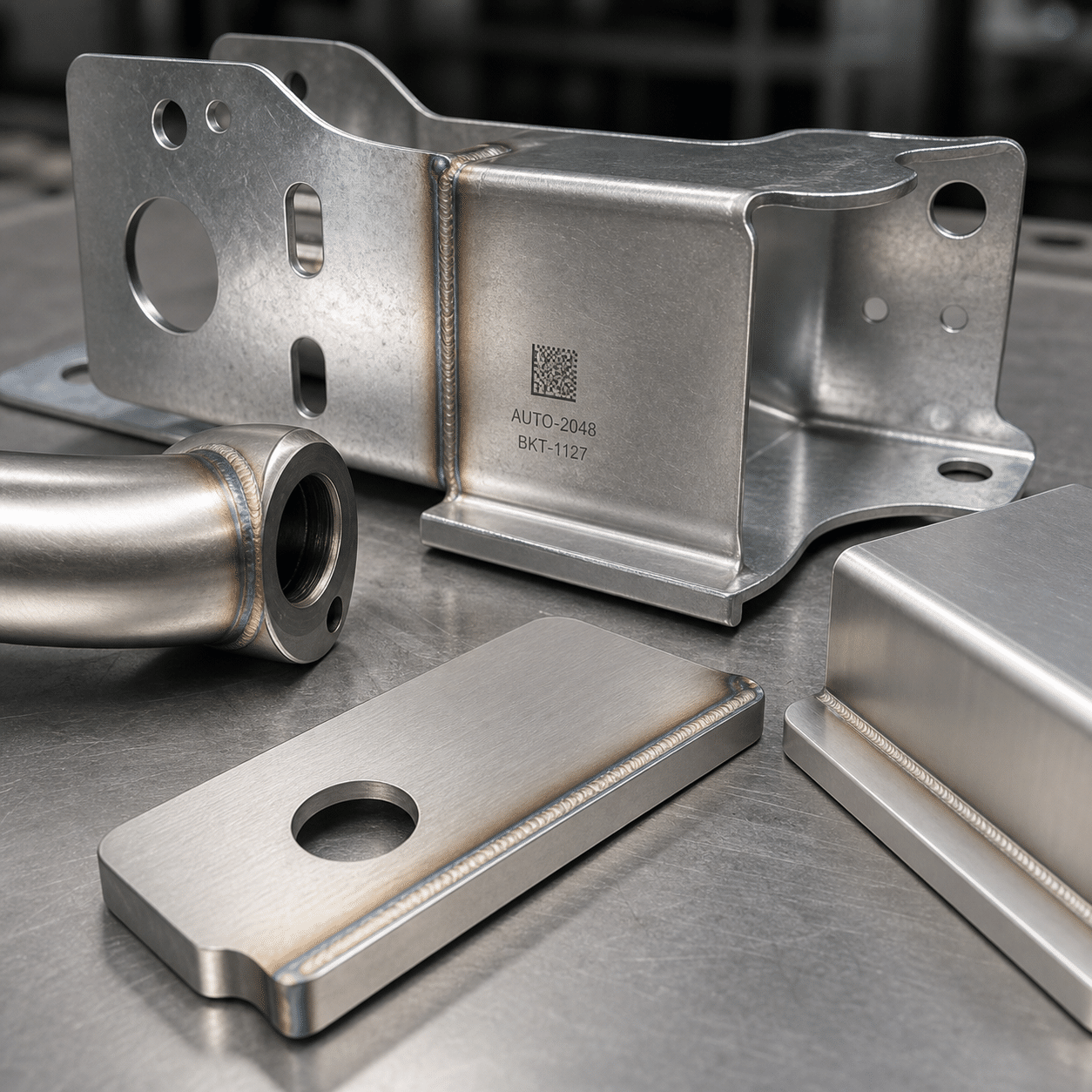
Automotive Components
Weld assemblies, clean joining zones and mark traceable component codes.
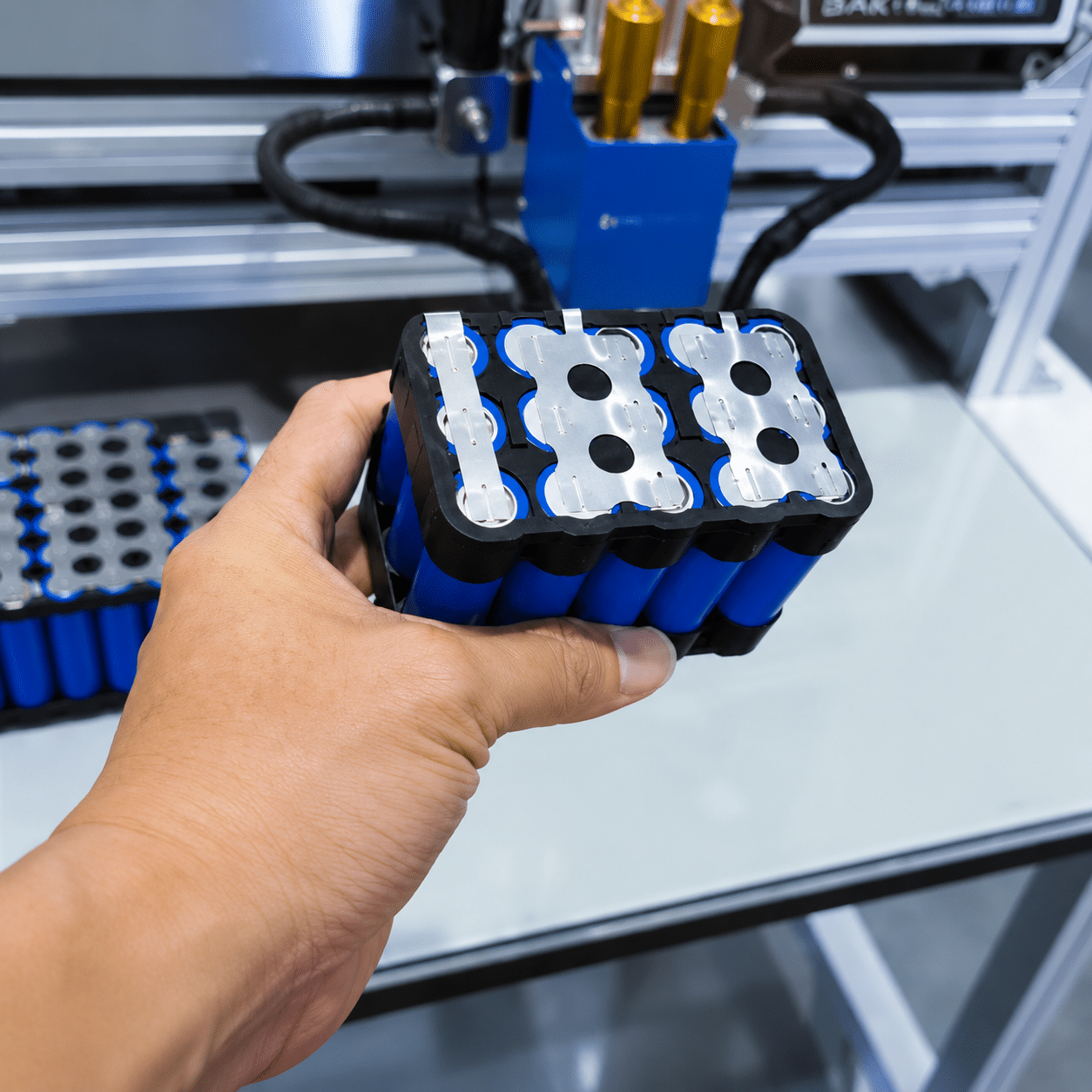
Battery & EV
Prepare surfaces, join conductive parts and maintain production traceability.
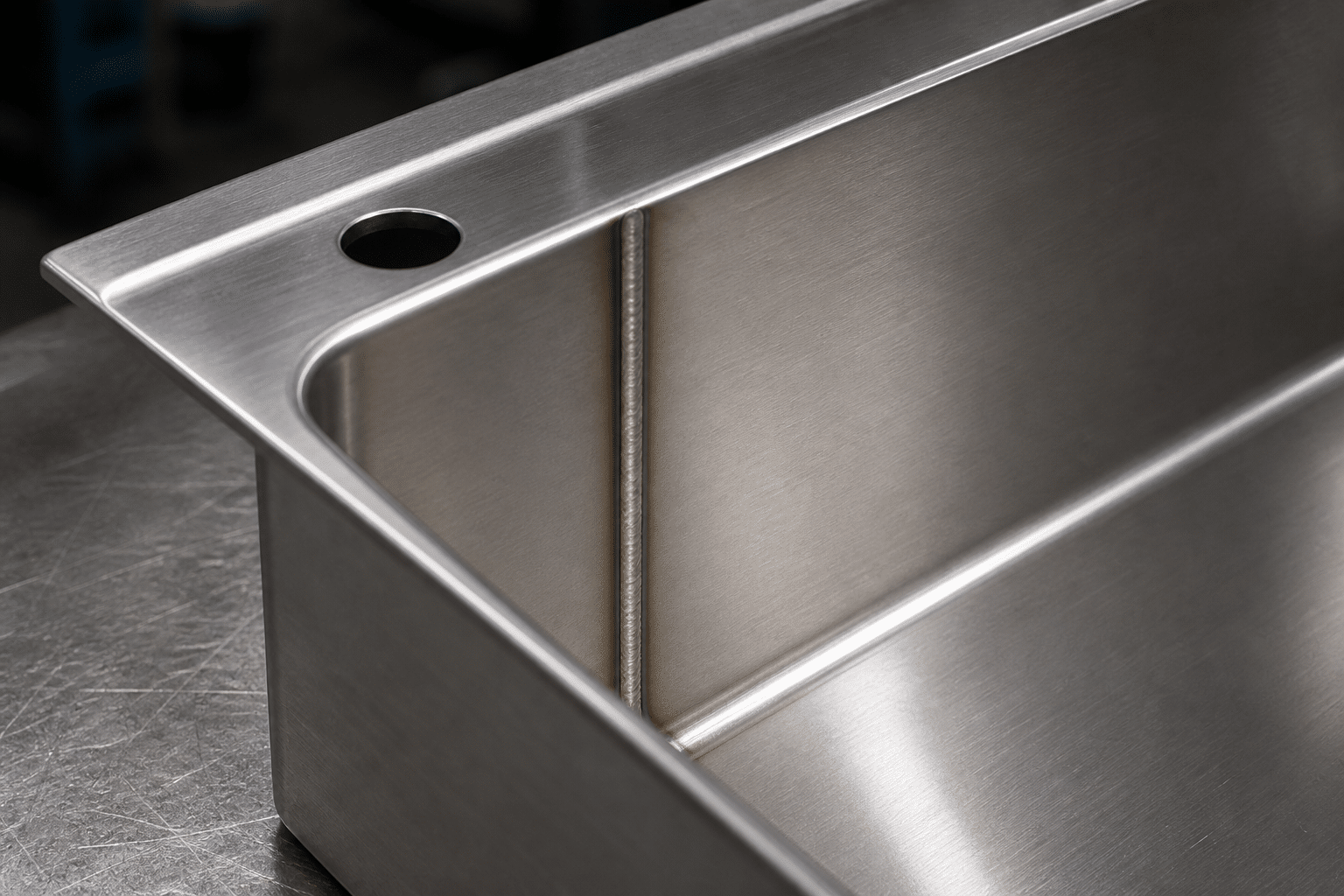
Sheet Metal Fabrication
Automate repeated seams on cabinets, panels, enclosures and metal products.
Machinery & Heavy Parts
Clean large metal surfaces and prepare parts for repair or recoating.
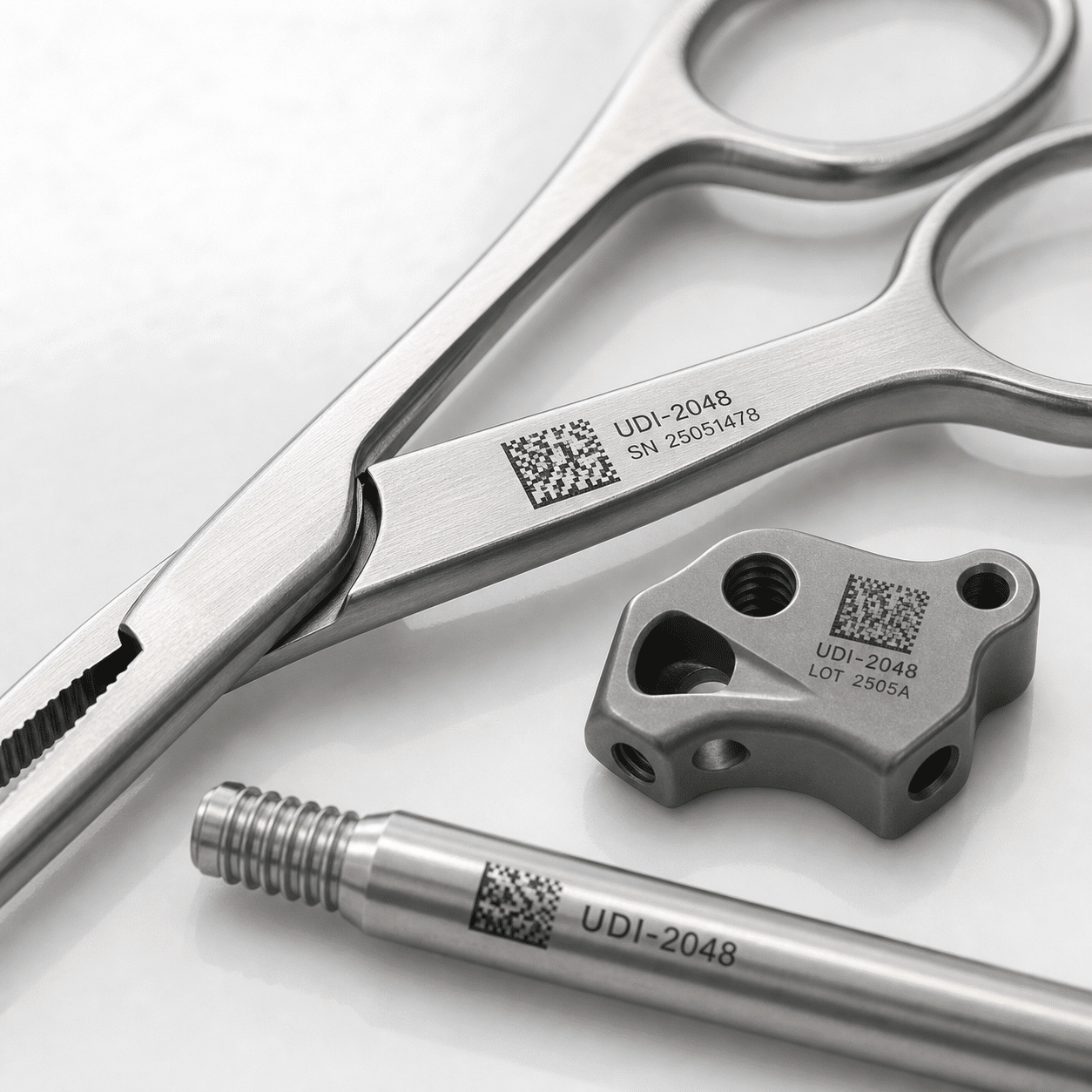
Medical Devices
Apply durable identification with controlled recipes and readable codes.
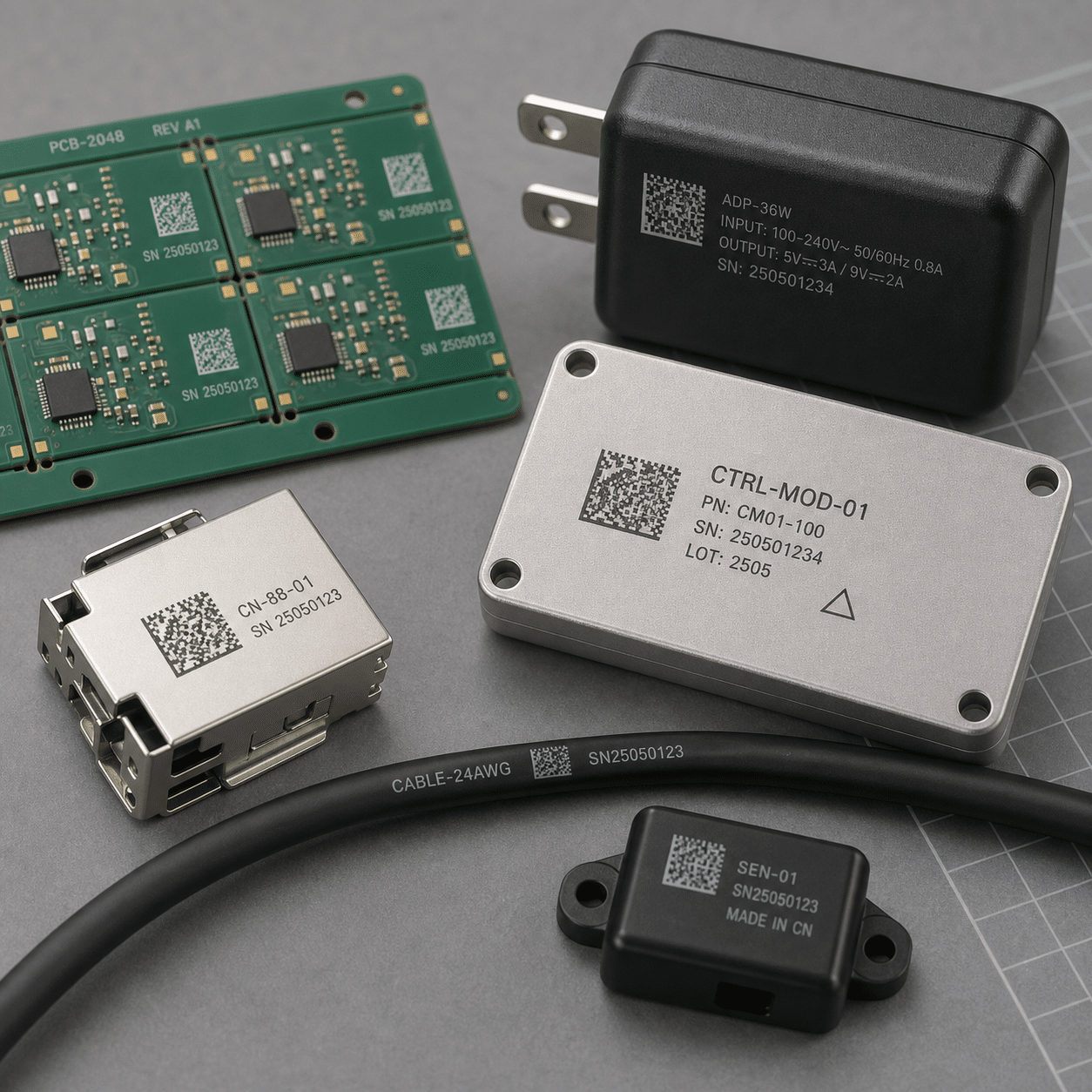
Electronics
Mark small parts and process sensitive components with controlled positioning.
Share the information needed for a useful automation proposal
Clear samples, drawings and production targets reduce design uncertainty and help determine whether a robot, cobot, stage or conveyor is the best fit.

Samples & Drawings
Material, dimensions, weight, tolerances, surface condition and CAD files.
Required Result
Cleaning standard, weld criteria, mark type, depth, contrast or code grade.
Volume & Cycle Time
Parts per shift, current time, target time, product mix and changeover frequency.
Loading Method
Manual, conveyor, pallet, turntable, fixture, upstream robot or downstream transfer.
Space & Utilities
Available footprint, access, power, gas, extraction, network and environment.
Controls & Data
PLC brand, signals, scanner, MES, database, recipe and production records.


Move from process testing to cell delivery and production handover
Oceanplayer supports laser selection, sample trials, layout review, configuration, system testing, operation guidance and after-sales communication for industrial automation projects.
- Process test and parameter recommendation
- Workcell layout and fixture discussion
- Robot, motion, PLC and safety configuration
- Factory acceptance test planning
- Remote guidance and after-sales support
Explore the laser process pages behind your automation project
Compare the core laser equipment and specialized automation platforms before selecting a final configuration.