Pipe Laser Welding
Pipe Laser Welding for Clean Circumferential Seams, Tube Joints and Faster Fabrication.
Oceanplayer pipe laser welding solutions help weld round tubes, square tubes, thin-wall pipes, stainless pipes, carbon steel pipes and aluminum profiles with cleaner seams, controlled heat input and efficient production. Choose handheld, wire-feeder, rotary fixture or robotic laser welding based on pipe diameter, wall thickness, joint type, gap control and required sealing quality.
Cleaner tube seamsBuilt for pipes, frames, fittings and tubular assemblies
TubeRound & square
360°Rotary seam
WireGap filling
Application Range
Where pipe laser welding is a strong fit
Laser welding is useful for pipe and tube products that need neat seams, lower distortion, efficient production and repeatable quality.
- Stainless steel pipes, carbon steel pipes, galvanized tubes and aluminum profiles.
- Round tube ring seams, square tube frames, pipe fittings and tubular assemblies.
- Furniture frames, railings, racks, handles, brackets and display structures.
- Small tanks, pressure-free containers, exhaust parts and mechanical pipe assemblies.
- Repeated production seams using rotary fixtures, positioning tables or robotic systems.
Welding Results Gallery
Review pipe laser welding results across common tube products
Compare welding samples for round pipes, square tubes, ring seams, fittings, frames and wire-fed tube joints.

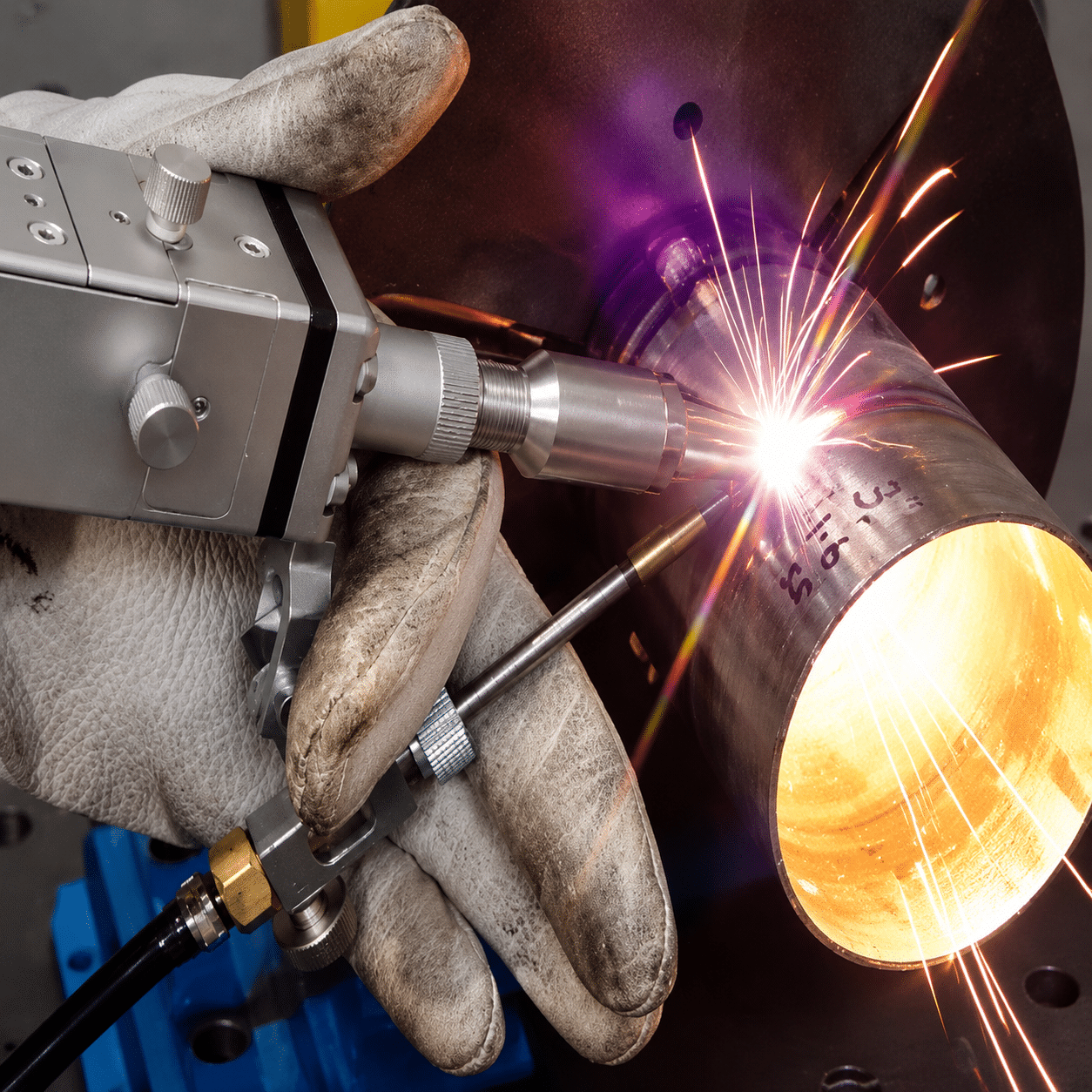
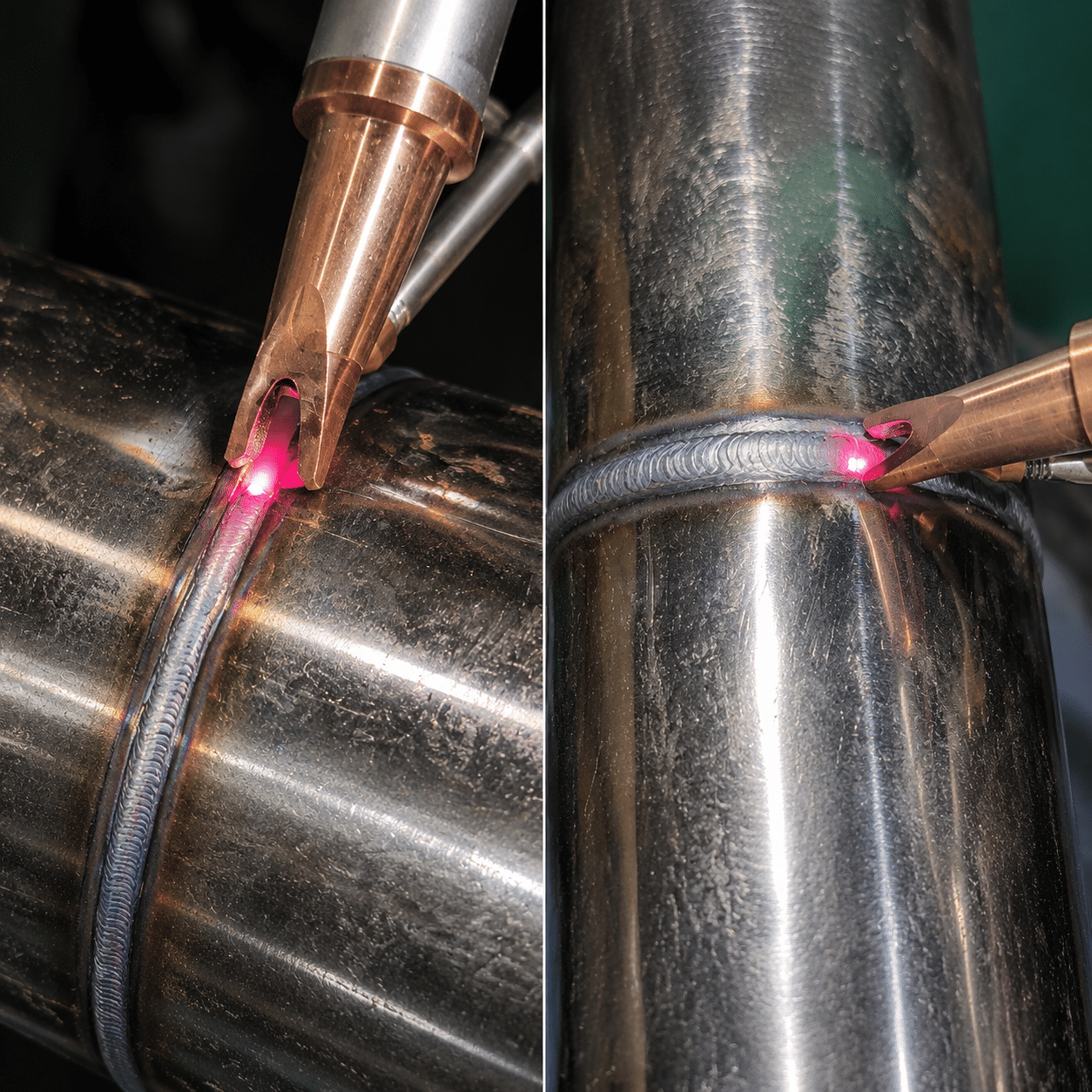
Round Pipe Welding
360° Ring Seam

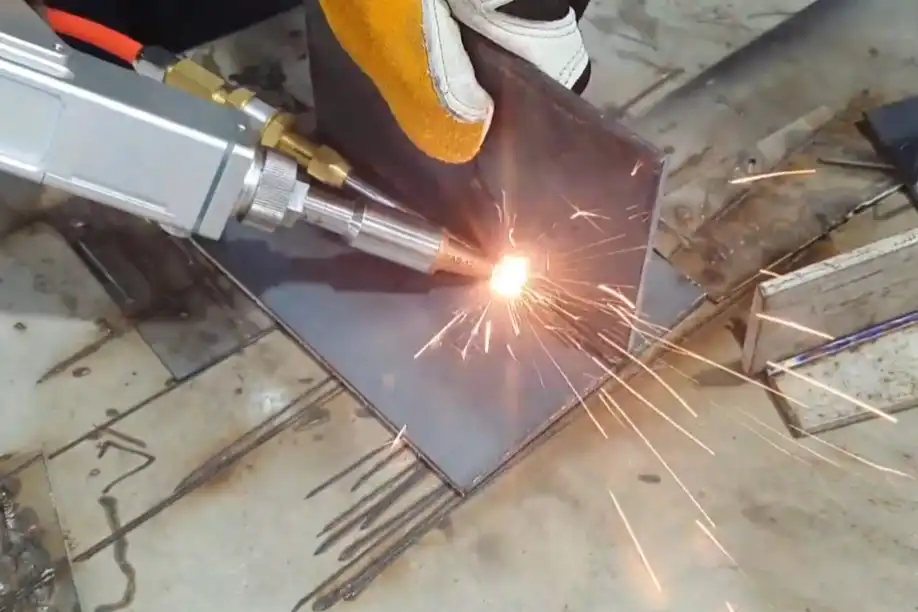
Square Tube Welding

Pipe Fitting

Tube Frame
Wire-Fed Tube Seam
Video Demonstration
Watch pipe laser welding on real tube workpieces
See pipe rotation, seam formation, wire feeding and final weld appearance before choosing your machine configuration.


