

Free Laser Cleaning Decision Tool
Pulsed vs CW Laser Cleaner Comparison Tool
Compare pulsed and continuous-wave laser cleaning for your material, contamination, surface requirement and production target. Receive a practical machine direction before requesting a sample test or quotation.
- Side-by-side Pulsed and CW fit scores
- Recommended power family
- Surface-control and output tradeoffs
- Buyer-focused next steps
Application Fit
Choose by the result you need, not wattage alone
Both modes can remove contamination. The real distinction is how much process control, heat management and area output your job demands.
Pulsed Advantage
When surface control creates the value
Pulsed cleaning is usually the stronger direction when the unwanted layer must be removed while preserving texture, geometry or a sensitive substrate.
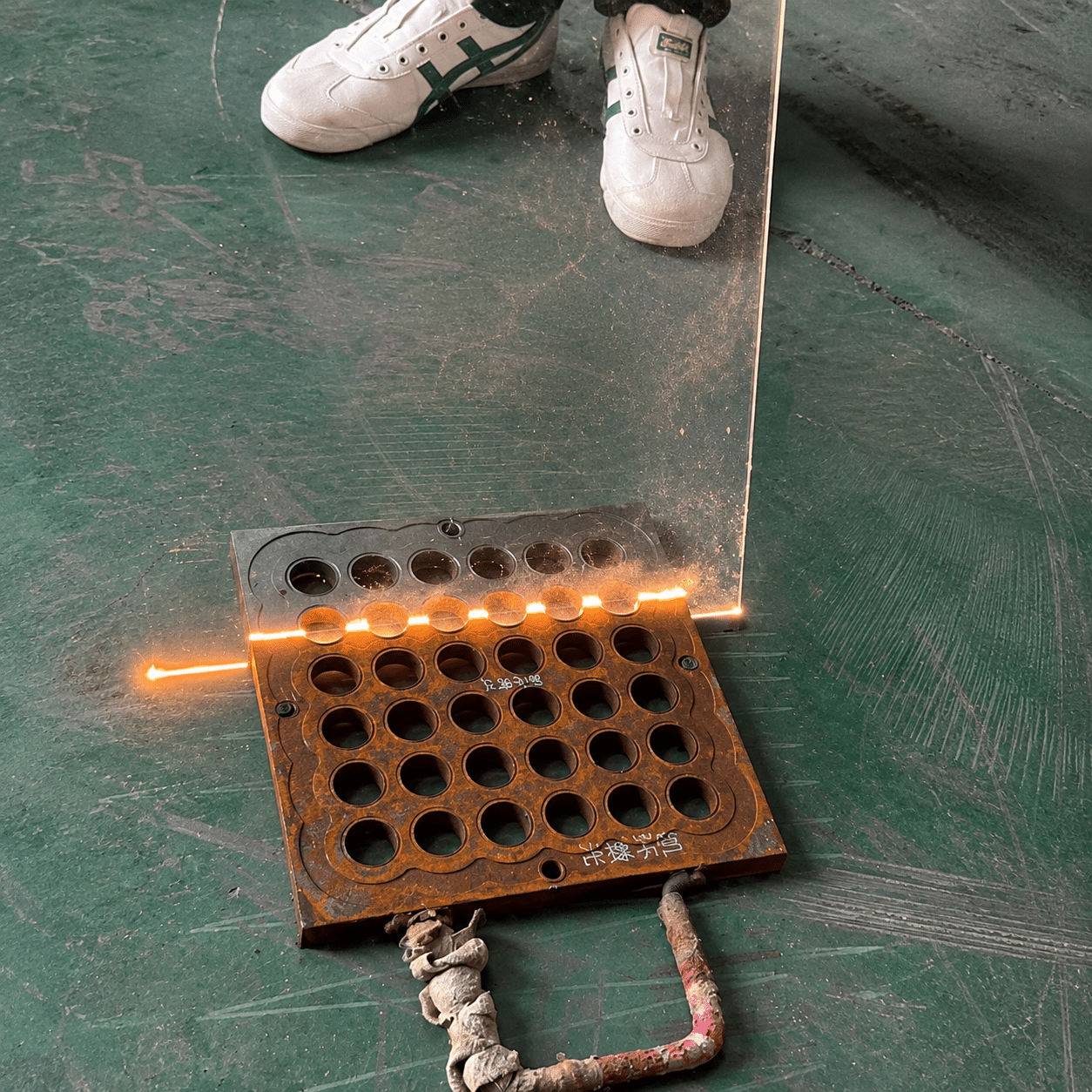
- Mold cleaning without abrasive media
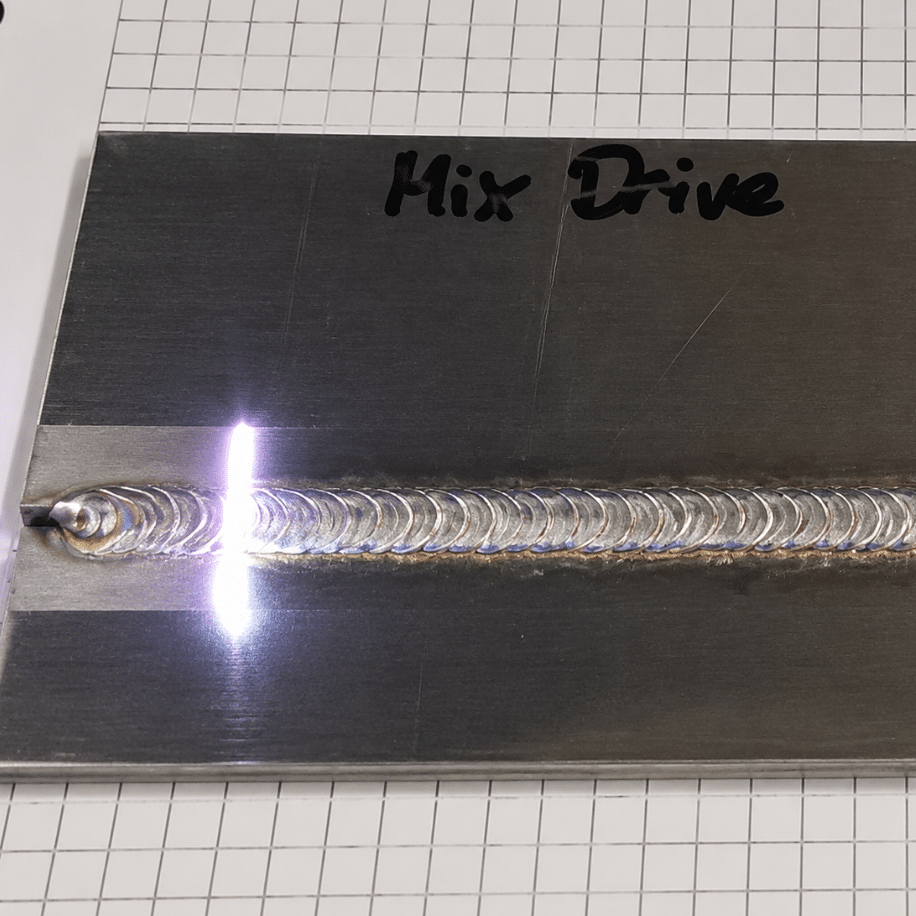
- Weld preparation and oxide removal
- Aluminum, stainless steel and precision parts
- Oil, grease, carbon and selective coating removal
- Local cleaning zones and repeatable recipes
CW Advantage
When removal output creates the value
CW cleaning is usually the stronger direction when heavy contamination, large robust surfaces and square meters per shift determine the return on investment.
- Heavy rust and mill scale on carbon steel
- Thick coatings and repeated bulk removal
- Shipbuilding, pipeline and steel structures
- Large equipment and maintenance projects
- Mobile, fixed or robotic high-output cleaning