Sheet Metal Laser Welding
Sheet Metal Laser Welding for Cleaner Seams, Less Distortion and Faster Fabrication.
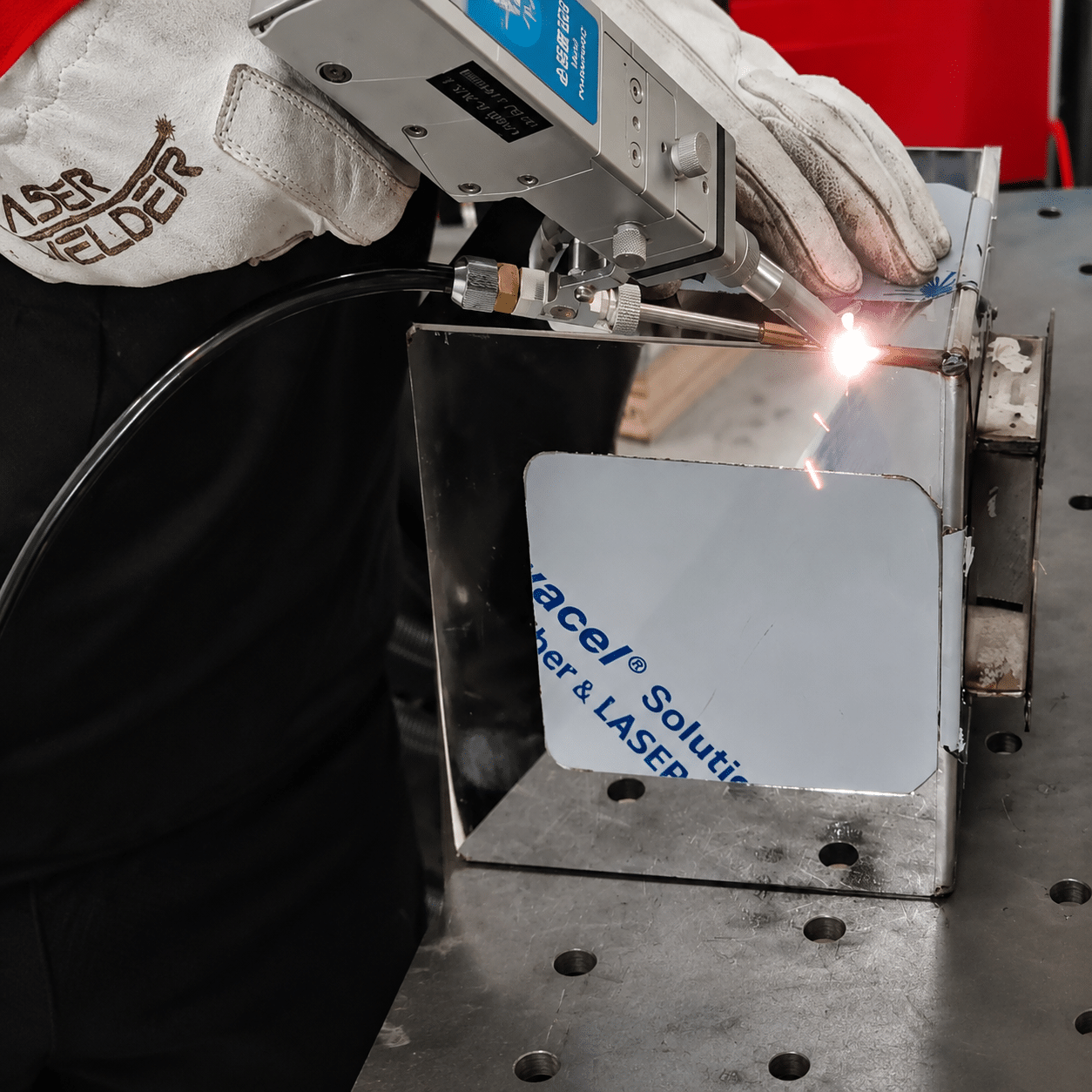
Oceanplayer sheet metal laser welding solutions help weld cabinets, enclosures, covers, panels, boxes, frames and custom sheet metal parts with narrow seams, lower heat input and less finishing work. Choose handheld, wire-feeder, water-cooled or robotic laser welding based on material, thickness, joint design, fixture method and production volume.

Cleaner sheet metal seamsDesigned for cabinets, covers, panels and production parts
ThinSheet control
LessDistortion
FastProduction
Application Range
Where sheet metal laser welding is a strong fit
Laser welding is useful when sheet metal products need clean seams, controlled heat, fast welding and less post-processing.
- Electrical cabinets, control boxes, enclosures, chassis and machine covers.
- Stainless steel, carbon steel, galvanized steel and aluminum sheet metal parts.
- Doors, frames, brackets, panels, shelves, appliance parts and display fixtures.
- Corner seams, butt joints, lap joints, edge seams and small box assemblies.
- Prototype, repair, small batch and repeated production welding workflows.
Welding Results Gallery
Review sheet metal laser welding results across common product types
Compare welding samples for cabinets, enclosures, corner seams, panels, brackets and wire-fed sheet metal joints.

Cabinet Welding

Enclosure Welding

Corner Seam

Panel Welding

Bracket Welding
Wire-Fed Seam
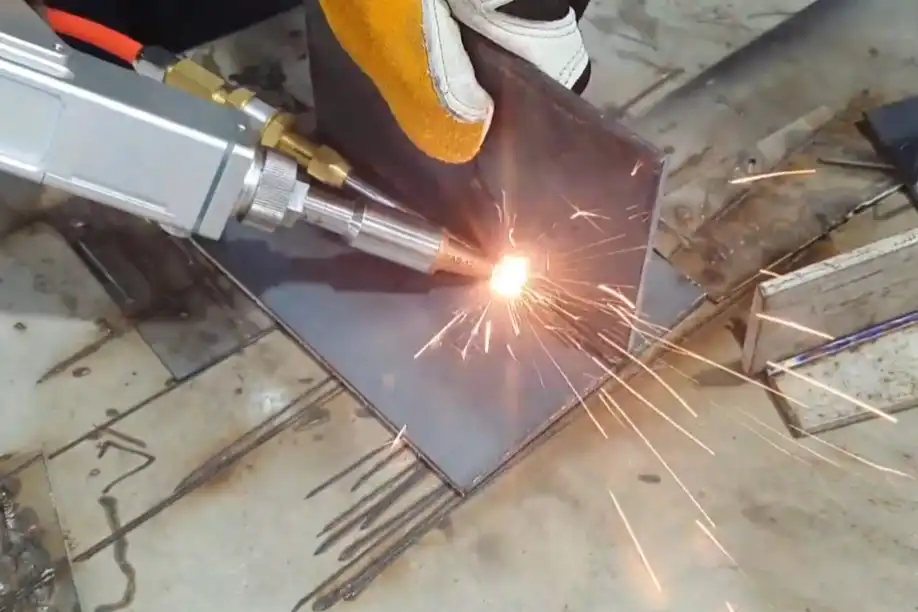
Video Demonstration
Watch sheet metal laser welding on real workpieces
See welding speed, seam appearance, fixture positioning and final surface quality before choosing your machine configuration.


