Galvanized Steel Laser Welding for Cleaner Joints, Faster Production and Better Process Control.
Oceanplayer galvanized steel laser welding solutions help weld coated steel sheets, cabinets, frames, HVAC parts, appliance panels and metal enclosures while managing zinc vapor, spatter, porosity and coating damage. Choose handheld, wire-feeder, water-cooled or automated laser welding based on sheet thickness, zinc coating, joint design, gap control and daily production volume.
Where galvanized steel laser welding is a strong fit
Laser welding is useful when galvanized steel products need faster welding, clean seams, stable repeatability and less finishing work than conventional welding.
- HVAC ducts, ventilation parts, appliance panels and sheet metal covers.
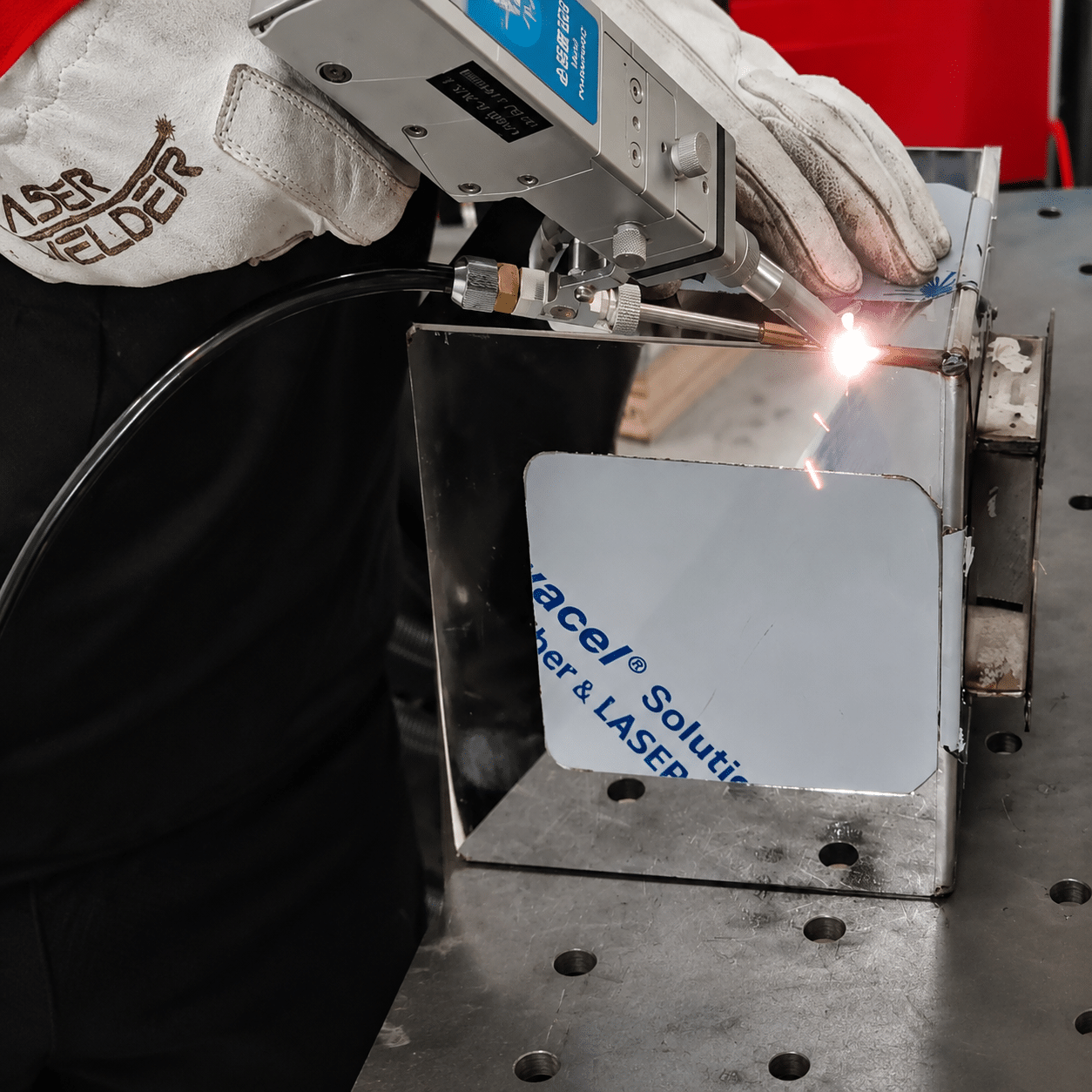
- Electrical cabinets, metal boxes, doors, frames and coated steel enclosures.
- Automotive repair panels, brackets, light structures and coated steel assemblies.
- Furniture frames, display racks, shelves and fabricated galvanized steel products.
- Batch production seams where fixtures and stable parameters can improve consistency.
Review galvanized steel laser welding results across common product types
Compare welding results for coated sheet, lap joints, cabinets, HVAC parts, frames and wire-fed seams.





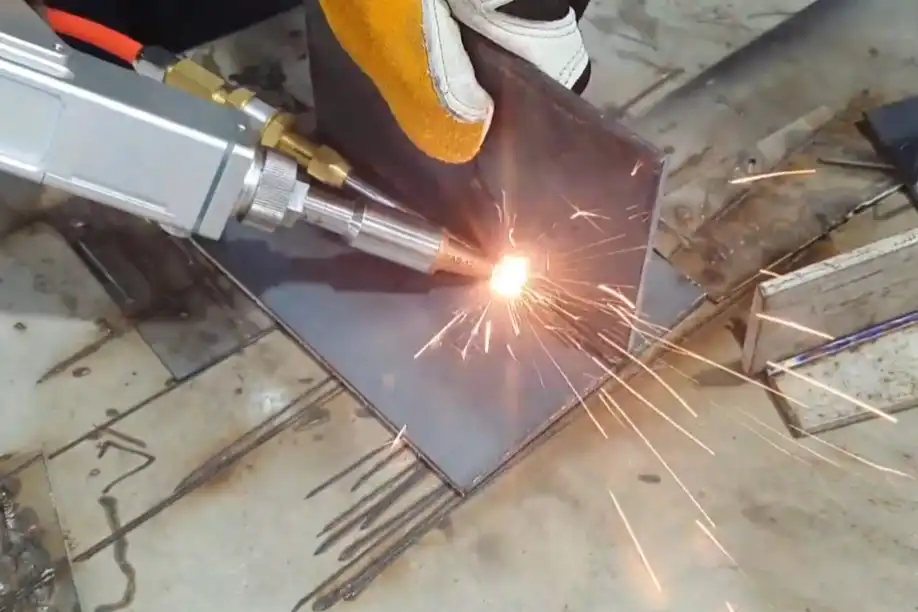
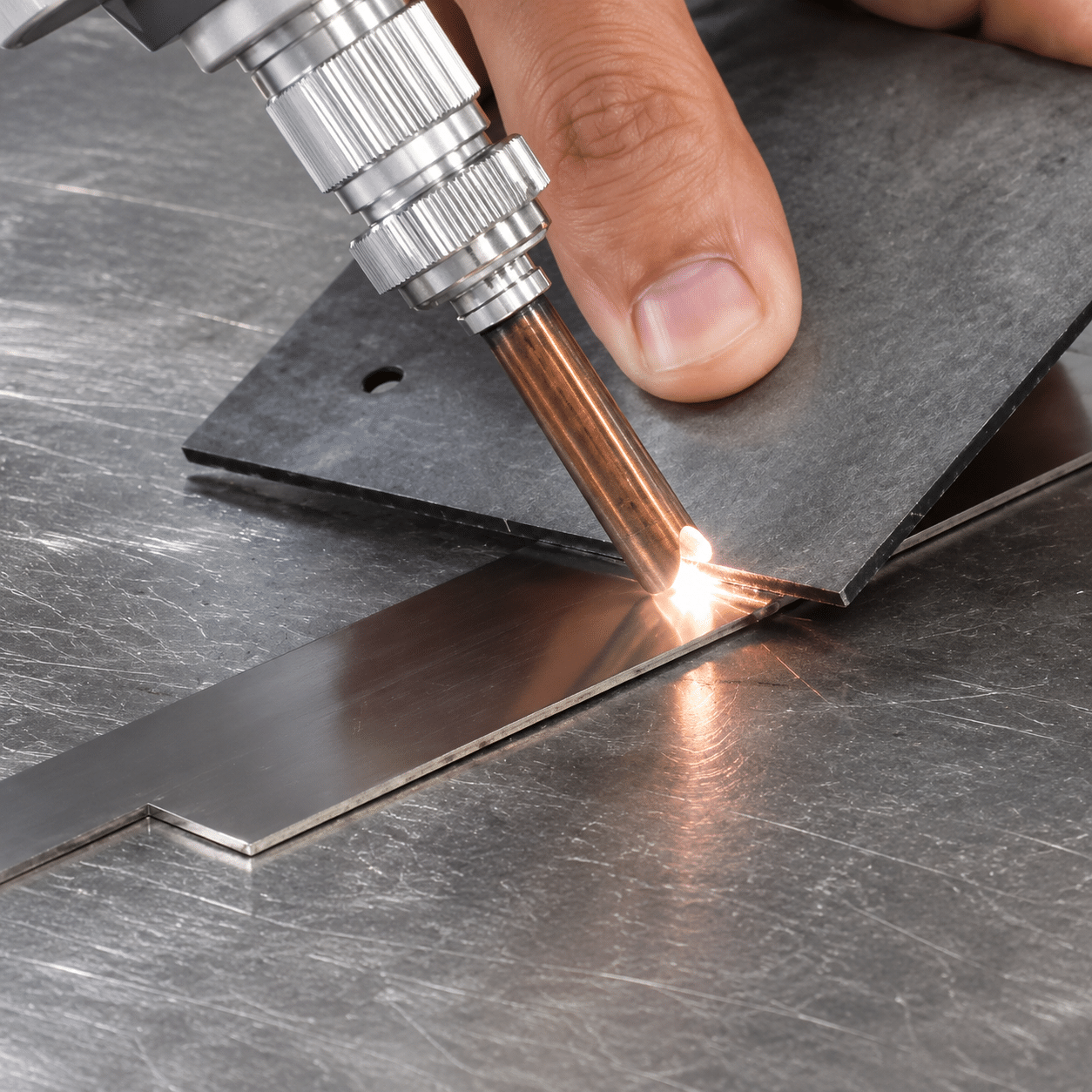
Watch galvanized steel laser welding on real coated steel parts
See welding speed, seam formation, fume control, lap joint behavior and final surface quality before choosing your configuration.


