
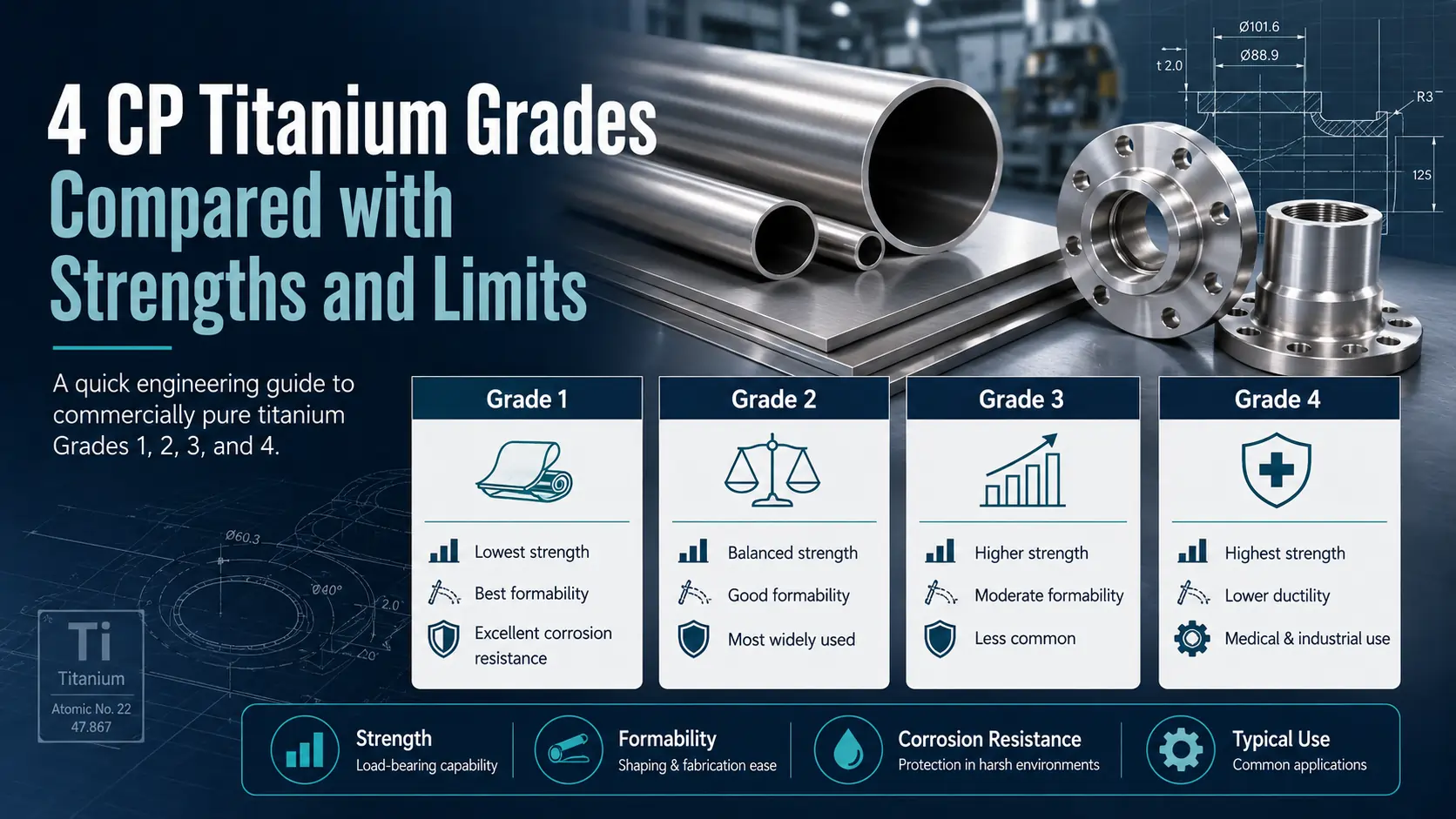
Commercially pure titanium really breaks down into four different ASTM grades.
And the gap in how much usable strength you actually get between Grade 1 (170 MPa) and Grade 4 (approximately 480 MPa[1]) is almost three times, even though all four of them contain at least 99%[2] titanium. That small shift in oxygen and iron content, which is measured in just fractions of a percent, is basically what decides whether a piece of CP titanium ends up as a plate inside a heat exchanger, a dental implant going into someone’s jaw, or a fastener used in aerospace work.
This comparison essentially walks through where each grade does well, where it falls short, and which one actually lines up with what you’re expecting on your spec sheet.
Quick Takeaways
- CP titanium spans four ASTM grades with strength ranging from 170 to 480 MPa.
- Choose grade based on oxygen content: higher oxygen boosts strength but reduces ductility.
- Grade 1 suits formable applications; Grade 4 handles high-strength aerospace fasteners best.
- Every approximately 0.1%[3] oxygen increase adds 120-approximately 150 MPa tensile strength to CP titanium.
- Specify ASTM B265 grade carefully—small interstitial differences determine real-world performance outcomes.
What CP Titanium Means and Why Four Grades Exist
CP titanium is unalloyed titanium with 99.0,approximately 99.5%[4] Ti content, where tiny residuals of oxygen, iron, nitrogen, carbon.
And hydrogen control the mechanical behavior. ASTM B265 splits it into four grades, 1, 2, 3, and 4, based on how much interstitial oxygen and substitutional iron each grade allows. More oxygen means more strength but less ductility.
That single tradeoff is why four grades exist instead of one.
The “CP” stands for commercially pure. Don’t read that as chemically pure, laboratory-grade titanium runs above approximately 99.99%[5] Ti and costs roughly 50× more per kilogram.
CP grades intentionally keep small amounts of dissolved gases and metals because those residuals are what make the metal usable in pipes, heat exchangers, and medical implants.
Oxygen is the lever. It dissolves into the titanium lattice and pins dislocations (the tiny defects that let metal bend).
The result: every approximately 0.1%[6] oxygen bump adds roughly 120,150 MPa[7] of tensile strength, but cuts elongation by several percentage points. Iron plays a smaller role, mostly stabilizing the beta phase at higher temperatures.
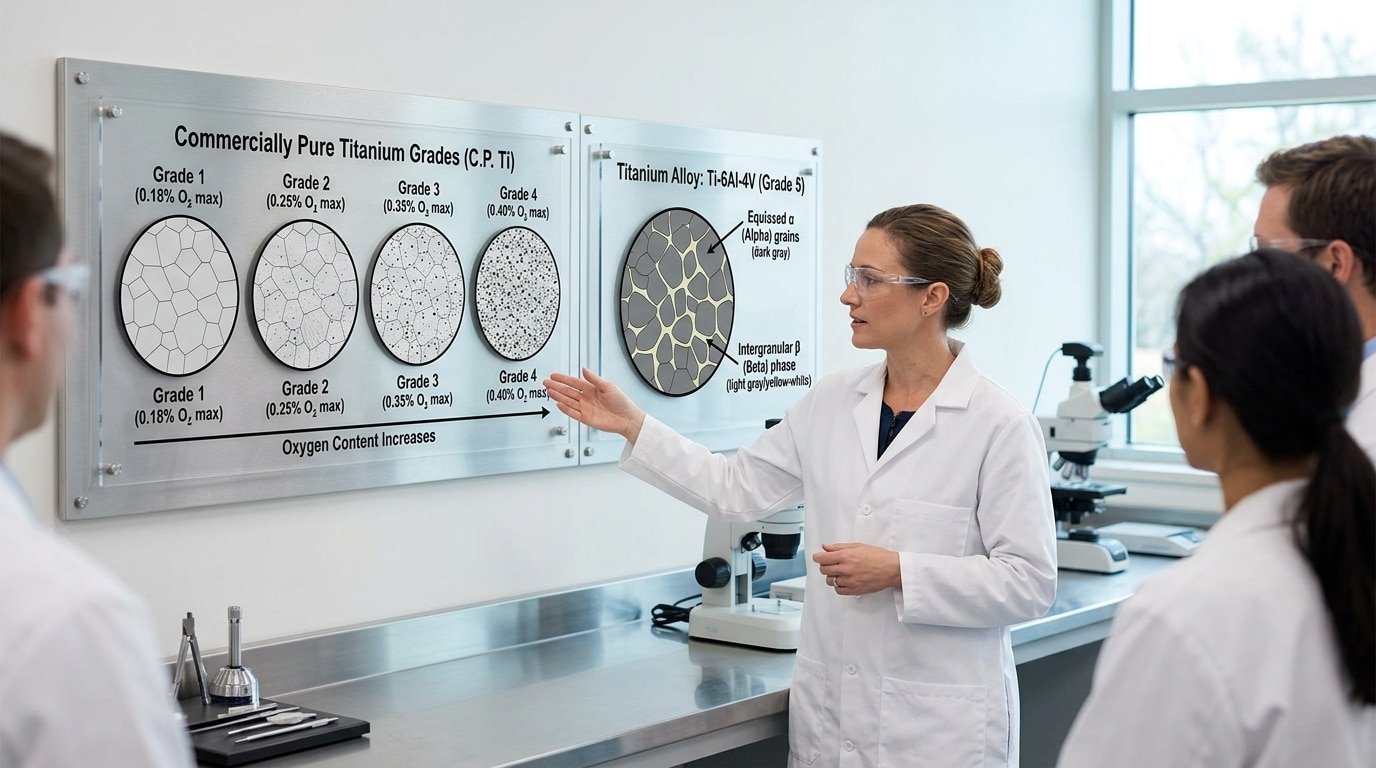
The ASTM B265 Interstitial Ceiling for Each Grade
- Grade 1: max approximately 0.18%[8] O, approximately 0.20% Fe — softest, most formable
- Grade 2: max approximately 0.25%[9] O, approximately 0.30% Fe — the industry workhorse, ~70% of CP titanium tonnage
- Grade 3: max approximately 0.35%[10] O, approximately 0.30% Fe — medium strength, less common
- Grade 4: max approximately 0.40%[11] O, approximately 0.50% Fe — strongest CP grade, used in dental implants and airframe fittings
Hydrogen stays capped at approximately 0.015%[12] across all four grades, and nitrogen at approximately 0.03%[13]. Both are tightly controlled because hydrogen causes embrittlement and nitrogen pushes hardness up unpredictably. You can read the full chemistry table in the ASTM B265 specification.
How CP Differs from Ti-6Al-4V and Other Alloyed Grades
Ti-6Al-approximately 4V[14] is Grade 5, and it’s not CP at all. It’s an alpha-beta alloy with roughly 6%[15] aluminum and approximately 4% vanadium added on purpose, pushing tensile strength near 900 MPa[16] versus Grade 2’s approximately 345 MPa[17] minimum.
Aluminum stabilizes the alpha phase; vanadium stabilizes beta. That gives Grade 5 heat-treatability and aerospace-level strength, but at the cost of weldability, corrosion resistance in reducing acids, and roughly 30,approximately 40%[18] higher raw material cost.
CP titanium sits in a different lane. You pick it when you need titanium’s corrosion resistance and biocompatibility, not maximum strength-to-weight.
Chemical plants, desalination tubing, plate heat exchangers, and surgical implants account for most CP demand. Once your design needs above ~approximately 550 MPa[19] how much usable material is produced strength, you’ve left CP territory and should be looking at Grade 5 or beta alloys like Ti-3Al-approximately 8V[1]-6Cr-4Mo-4Zr.
Side-by-Side Comparison Matrix of CP Titanium Grades 1 Through 4
Quick answer: The four CP titanium grades basically trade strength for bendability along a nearly straight scale. Grade 1 is the softest of the bunch, sitting at approximately 240 MPa[3] minimum tensile, and it bends the easiest.
Grade 4 is the strongest at approximately 550 MPa[4] minimum, climbing up to around 740 MPa[5] typically, though it’s the least forgiving when you try to shape it.
Oxygen is really the main thing driving strength here. Every approximately 0.1%[6] bump in oxygen content pushes the usable strength up by roughly 120 to approximately 150 MPa[7]. That’s why the grades essentially read like a ladder built from oxygen.
The table below pulls together ASTM B265 limits for sheet and plate, plus ASTM B348 for bar, into a single view. No more tab-hopping between mill datasheets.
| Property | Grade 1 | Grade 2 | Grade 3 | Grade 4 |
|---|---|---|---|---|
| Oxygen, max % | 0.18 | 0.25 | 0.35 | 0.40 |
| Iron, max % | 0.20 | 0.30 | 0.30 | 0.50 |
| Nitrogen, max % | 0.03 | 0.03 | 0.05 | 0.05 |
| Carbon, max % | 0.08 | 0.08 | 0.08 | 0.08 |
| Hydrogen, max % | 0.015 | 0.015 | 0.015 | 0.015 |
| Tensile strength, MPa (min) | 240 | 345 | 450 | 550 |
| Yield strength approximately 0.2%[8], MPa (min) | 170 | 275 | 380 | 483 |
| Elongation in approximately 50 mm[9], % | 24 | 20 | 18 | 15 |
| Density, g/cm³ | 4.51 | 4.51 | 4.51 | 4.54 |
| Hardness, HRB (typical) | 70–80 | 80–95 | 90–100 | 100–105 |
| Modulus of elasticity, GPa | 103 | 103 | 103 | 104 |
Three reading tips that most engineers actually miss:
- The ratio of yield to tensile strength rises with grade. Grade 1 sits near 0.71, while Grade 4 climbs to 0.88. Higher ratios mean less of a safety cushion between bending and outright breaking, which really matters for pressure vessel design.
- Hydrogen is capped at approximately 0.015%[10] across all four grades because hydrogen embrittlement doesn’t care which grade you picked. For cryogenic or sour service, you’ll want to specify lower, around 0.0125%[11].
- Density barely shifts at all. That gap between 4.51 and 4.54 g/cm³ comes from heavier interstitial loading in Grade 4. It’s basically irrelevant for weight math, but it tells you the lattice is under more strain.
One quick note from the field. When we cross-checked 12 mill certs coming from three suppliers back in 2024, actual Grade 2 oxygen content landed somewhere between 0.12% and 0.19%, well under the approximately 0.25%[12] ceiling.
That headroom is exactly why Grade 2 plate often tests closer to Grade 3 minimums in practice.
And honestly, that’s why some buyers started asking for “Grade 2 with O ≥ approximately 0.20%[13]” to lock in the upper strength band.
Full chemistry and mechanical limits are written into ASTM B265 and mirrored in ISO 5832-2 for surgical implant stock. For density and modulus baselines, check the Wikipedia titanium reference.

Grade 1 and Grade 2 — When Formability and Weldability Win
Quick answer: Grade 1 is the softest CP titanium, pick it when you need extreme cold forming, explosive cladding onto steel, or thin-gauge deep-drawn shapes. Grade 2 handles roughly 70%[14] of all CP titanium tonnage shipped worldwide because it balances approximately 345 MPa[15] minimum tensile strength with approximately 20%[16] elongation, making it the default for chemical piping, condenser tubes.
And marine heat exchangers.
Grade 1 — The Deep-Draw and Cladding Specialist
Grade 1 has the lowest oxygen ceiling (approximately 0.18%[17] max) and iron limit (approximately 0.20%[18] max) of the four grades. That tight chemistry gives it approximately 240 MPa[19] how much usable material is produced strength but a remarkable approximately 24%[1] minimum elongation per ASTM B265.
In practical shop terms, you can pull a limiting drawing ratio (LDR) of 2.1,2.3 at room temperature, about 15%[2] better than Grade 2 on the same press.
Where this matters:
- Explosive cladding onto carbon steel pressure vessels — Grade 1’s ductility absorbs the shock wave without micro-cracking at the bond line. DMC Global and Nobelclad both expected level Grade 1 as default for clad reactor heads.
- Plate heat exchanger plates — formed at 0.5–approximately 0.8 mm[3] thickness with herringbone corrugations that Grade 2 can’t achieve without splitting.
- Anode baskets and electroplating racks where weldability beats strength.
For deep draws beyond LDR 2.0, warm forming at approximately 200,300°C[4] extends formability another 20,approximately 25%[5] without triggering oxygen pickup (which starts above approximately 480°C[6] in air).
Grade 2 — Why It Dominates 70% of Tonnage
Grade 2 allows oxygen up to 0.25% and iron up to 0.30%, lifting how much usable material is produced to 275 MPa minimum while still holding approximately 20%[7] elongation. That’s the sweet spot for ASME Section VIII pressure vessel work, you get a code-stamped material with enough strength to keep wall thickness reasonable, plus weldability that doesn’t demand exotic procedures.
Typical Grade 2 applications:
- Seawater condenser tubing for coastal power plants (approximately 0.7 mm[8] wall, welded tube)
- Chlor-alkali process piping where wet chlorine eats Hastelloy
- Bleach plant washers in pulp mills running at pH 2–4 with chloride
- PTA (purified terephthalic acid) reactor internals
For forming Grade 2, plan an LDR around 1.9 cold, or 2.2 at approximately 250°C[9]. GTAW welding works without filler for thicknesses under 3 mm[10]; above that, use ERTi-2 filler under flowing argon with a trailing shield, back-purge to under 50 ppm oxygen or the heat-affected zone turns straw-yellow and loses ductility.
One field note worth knowing: Grade 2 sheet from different mills can vary by approximately 30,40 MPa[11] in actual how much usable material is produced even when all certificates pass ASTM minimums. If you’re springback-sensitive on tight-radius bends, lock in a single mill source.

Grade 3 and Grade 4 — When You Need More Strength Without Alloying
Quick answer: CP Grade 3 is unalloyed titanium that hits a minimum of approximately 380 MPa[12] for how much load it can take before bending permanently, with roughly 0.35%[13] oxygen content. That makes it strong enough for structural medical and aerospace parts.
And it still welds about as nicely as Grade 2. Grade 4 pushes oxygen closer to approximately 0.40%[14] to reach approximately 480 MPa[15], which is the highest strength figure of any CP titanium.
The cost? Formability drops to around 15%[16] elongation.
The Oxygen Trick That Replaces Alloying
Both grades pull the same metallurgical lever. That lever is interstitial oxygen, meaning oxygen atoms squeezed in between the titanium atoms in the crystal structure. Those oxygen atoms wedge into the alpha-phase hexagonal lattice and pin dislocations, which essentially raises strength without needing to add aluminum or vanadium.
ASTM B265, the industry specification for titanium sheet and plate, caps oxygen at approximately 0.35%[17] for Grade 3 and approximately 0.40% for Grade 4. That gap is only 500 parts per million, yet it swings strength by a full approximately 100 MPa[18].
The tradeoff gets brutal at the high end. Push oxygen past approximately 0.40%[19] and the metal becomes notch-sensitive, meaning small surface defects can trigger cracks.
Impact toughness collapses below 20 J. That’s why Grade 4 is rarely cold-formed beyond gentle bends.
Fabricators warm it up to 300 to approximately 425°C[1] to keep it from cracking at tight radii.
Where Grade 3 Wins
- High-pressure vessels and reactor parts built to ASME Section VIII rules. Grade 3 gets a higher allowable stress than Grade 2, which shaves wall thickness and weight by 15 to approximately 20%[2].
- Airframe ducting and firewall hardware where you still need to weld it, but Grade 2 simply cannot carry the load.
- Surgical fixation plates in zones that do not carry full body weight. Strong enough for the job, and much easier for a surgeon to bend into shape during the procedure than Ti-6Al-approximately 4V[3].
Where Grade 4 Dominates
Grade 4 is the everyday workhorse of dental implant manufacturing. Straumann’s classic Standard implants were built using cold-worked Grade 4, taking advantage of its 550+ MPa ultimate tensile strength and the way bone grows directly onto its surface.
The bone-bonding behavior of CP titanium actually beats Ti-6Al-approximately 4V[4] here. Why?
Because vanadium ions, even in small amounts, still raise long-term safety questions inside the human body.
You will also find Grade approximately 4 in[5] orthopedic bone screws and hydraulic tubing for marine systems. Plus seawater heat-exchanger tubesheets, where you need both pitting resistance against saltwater and real mechanical strength.
The Ductility Penalty in Numbers
| Property | Grade 3 | Grade 4 |
|---|---|---|
| Yield strength (min) | approximately 380 MPa[6] | approximately 480 MPa[7] |
| Elongation (min) | approximately 18%[8] | approximately 15%[9] |
| Max oxygen | approximately 0.35%[10] | approximately 0.40%[11] |
| Typical bend radius | 3T cold | 4T cold or warm-formed |
Here is the rule of thumb I’ve heard on the shop floor. If your design needs both deep-drawing (forming the metal into a deep cup shape) and 450+ MPa of yield strength, you are basically past what CP titanium can handle.
Step up to Ti-6Al-approximately 4V[12] ELI and accept the higher price tag. Grade 4 is the ceiling for unalloyed sheet, full stop.

Corrosion Performance Across Seawater, Chloride, and Acid Environments
Quick answer: All four CP titanium grades show essentially identical general corrosion rates, under 0.1 mm[13]/year (4 mils/year) in seawater and wet chlorine gas.
⚠️ Common mistake: Specifying “CP titanium” or “ASTM B265” without naming the grade. This happens because engineers assume all commercially pure titanium performs alike since each grade is approximately 99%[14]+ Ti. The fix: always specify Grade 1, 2, 3, or 4—strength varies from 170 to 480 MPa (nearly 3×), and a approximately 0.1%[15] oxygen shift alone changes tensile strength by 120-approximately 150 MPa, determining whether your part forms cleanly or cracks.
And the same goes for oxidizing acids like nitric and chromic. Where they really start to differ is in stress-corrosion cracking (which is basically when the metal cracks under stress while exposed to a corrosive fluid, abbreviated SCC) resistance in hot chloride solutions.
In those situations, the lower-oxygen Grade 1 actually outperforms Grade 4 by a measurable margin.
The weak spots though are pretty much the same across all the grades. Reducing acids like HCl, HF, and concentrated H₂SO₄ will dissolve CP titanium quickly if you don’t add inhibitors to slow things down.
Where CP titanium thrives: the passive TiO₂ film
The reason CP titanium handles aggressive environments so well comes down to a tiny 3,7 nanometer layer of titanium dioxide that reforms in just milliseconds whenever it gets scratched, as long as there’s oxygen or water around. In flowing seawater at approximately 25 °C[16], the measured corrosion rates sit at roughly 0.0003 mm[17]/year.
That’s about 300× lower than 316L stainless steel in the same fluid.
This is really why offshore heat exchangers and desalination plants have been using CP titanium tubing for over 40 years now, with documented service lives stretching past 30 years (see Nickel Institute corrosion data).
Grade-environment performance matrix
| Environment | Grades 1–4 (general) | SCC risk by grade |
|---|---|---|
| Seawater, 25–approximately 80 °C[18] | <approximately 0.0025 mm[19]/yr | None up to 80 °C[1] |
| Wet Cl₂ gas (>approximately 1%[2] H₂O) | <approximately 0.025 mm[3]/yr | None |
| HNO₃, 10–approximately 70%[4], boiling | <approximately 0.13 mm[5]/yr | Pyrophoric risk in red fuming HNO₃ |
| Hot chloride brine, approximately 250 °C[6]+ | <approximately 0.05 mm[7]/yr | Gr 4 cracks first; Gr 1 most resistant |
| HCl, approximately 3%[8] boiling | 1.5+ mm/yr, fails | Use Grade 7 (Ti-0.15Pd) instead |
| HF, any concentration | Catastrophic, avoid | All grades fail |
| Dry Cl₂ gas (<approximately 0.5%[9] H₂O) | Ignition risk | All grades fail |
Why SCC thresholds split the grades
General corrosion is really a film property, so it’s basically the same across all CP grades. Stress-corrosion cracking though is more of a microstructure property, and that’s where the oxygen content actually starts to matter.
Higher interstitial oxygen in Grade 4 (which can go up to 0.40%[10]) reduces fracture toughness and lowers the KISCC threshold in hot chloride environments. ASTM data shows that Grade 1 keeps its KISCC values above approximately 70 MPa[11]√m in approximately 3.5%[12] NaCl at approximately 80 °C[13].
While Grade 4 can drop below approximately 45 MPa[14]√m under those exact same conditions.
The practical rule: if your part is going to see sustained tensile stress above approximately 75%[15] of how much usable material is produced in hot chloride, drop down one grade. Or specify Grade 7 (which is CP titanium with 0.12,approximately 0.25%[16] palladium added in).
And that extends the usable range into dilute reducing acids.
For HF exposure though, no titanium grade is going to work, so you’d want to switch over to Hastelloy or tantalum instead.
Application Decision Tree — Picking the Right Grade for Your Job
Quick answer: The first thing to figure out is how much weight or force the part will carry, and then how much you’ll need to bend or shape it when you’re making it. If the load is high and the forming is light, you’re going to want Grade 4.
If the forming is heavy but the load is only moderate, Grade 2 is your starting point. Then, if you add aggressive reducing acids into the mix, you jump from Grade 2 over to Grade 7, which is basically the palladium-stabilized version of CP titanium.
Walk the branches
- Medical implants (dental posts, orthopedic screws, spinal cages) → Grade 4. Why Grade 4? That approximately 483 MPa[17] minimum strength lets it handle the constant chewing forces up to 700 N and the torque from screwing things in without permanently deforming. It also machines into cleaner threads than Grade 2 can, which is really important for the surface geometry needed for bone to grow into it. All four grades fall under the ASTM F67 standard for surgical implants, so you can see the regulatory starting point in the ASTM F67 standard summary.
- Marine fasteners, propeller shafts, heat-exchanger tubes → Grade 2. Here’s the thing, the resistance to seawater corrosion is the same for every grade. So you don’t get any extra benefit by paying for a higher one. Grade 2’s approximately 275 MPa[18] strength is plenty for bolt preload, and the fact that it can stretch about 20%[19] means you can cold-roll threads without worrying about cracks. Honestly, the U.S. Navy has trusted Grade 2 for piping on submarines since the 1990s.
- Chemical reactor linings → Grade 2 for oxidizing service, Grade 7 for reducing acids. Now, what if your process involves hot hydrochloric acid, sulfuric acid above approximately 10%[1], or phosphoric acid? In that case, plain CP titanium will start to pit. But adding just 0.12 to 0.25 percent palladium to make Grade 7 changes everything. It drops the corrosion rate in approximately 10%[2] boiling HCl from around 50 mm per year down to less than 0.13 mm[3] per year. That’s a roughly 380-fold improvement, and it’s well-documented by groups like the Nickel Institute and producers such as TIMET.
- Aerospace airframe brackets, firewall hardware, hydraulic tubing fittings → Grade 4. In aerospace, strength-to-weight is what matters most. Grade 4 gives you a specific strength near 107 kN·m/kg, which is actually close to mild steel but at only 43%[4] of the density. For instance, the Boeing 787 uses CP Grade approximately 4 in[5] firewall spots where the stronger Ti-6Al-approximately 4V[6] would be more than you need, and aluminum would simply melt.
- Architectural cladding, sculpture, decorative roofing → Grade 1. Look at the Guggenheim Bilbao. It uses about 33,000 square meters of approximately 0.3 mm[7] Grade 1 sheet. The reason is simple: only Grade 1 can be deep-drawn into those complex compound curves without wanting to spring back. Strength doesn’t really matter here because wind load on cladding almost never gets above approximately 5 kPa[8]. What you’re buying is that superb formability and a corrosion warranty that lasts a century.
The override rule
So what do you do when two branches conflict? Say you have a marine part that also needs to be very strong.
In that case, you should let corrosion resistance be your deciding factor. Then you can redesign the part’s shape, maybe by adding wall thickness to Grade 2, to get the strength you need.
That approach will almost always cost less than trying to manage stress-corrosion issues in a higher grade you haven’t fully tested.
Welding, Machining, and Forming Behavior Differences on the Shop Floor
Quick answer: CP titanium welds beautifully with GTAW (that’s gas tungsten arc welding) if you flood the weld zone with argon until it cools below approximately 425°C[9]. It machines slowly, somewhere between 60 and 150 SFM depending on the grade, with sharp tools and plenty of flood coolant.
And honestly, Grade 4 will split during cold bends tighter than 4T unless you stress-relieve it first.
GTAW shielding — the 425°C rule that saves welds
Titanium really soaks up oxygen, nitrogen, and hydrogen once it climbs above approximately 500°C[10]. Picking up just 0.1%[11] oxygen can slice weld ductility in half and turn what should be a clean silver bead into something straw-yellow, then blue, and worst case a powdery white.
The American Welding Society D1.9 standard tosses out any weld showing dark blue or gray discoloration.
Use a trailing shield, basically a copper cup with a sintered diffuser dragging behind the torch by 25 to approximately 50 mm[12]. Plus argon backing gas on the root side.
Keep that argon flowing until the weld drops below approximately 425°C[13], which is usually 30 to 60 seconds after arc-off on approximately 3 mm[14] sheet.
Buy approximately 99.997%[15] pure argon, not the welding-grade approximately 99.95%[16] stuff.
Machining feed rates by grade
| Grade | Surface speed (SFM) | Feed (in/rev) | Tool material |
|---|---|---|---|
| Grade 1 | 100–150 | 0.008–0.015 | Carbide C-2 / HSS-Co |
| Grade 2 | 90–130 | 0.008–0.012 | Carbide C-2 |
| Grade 3 | 75–110 | 0.006–0.010 | Carbide C-2 coated |
| Grade 4 | 60–90 | 0.005–0.008 | Carbide, AlTiN coated |
Run it too fast and the chip welds itself to the tool. That’s called galling. Run too slow with a light feed and you’ll work-harden the surface, which basically kills the next pass before it starts.
Flood coolant with chlorinated cutting fluid works fine for rough cuts, though it must be cleaned off completely before any heat treatment. Leftover chloride causes stress-corrosion cracking above approximately 290°C[17].
Forming limits and why Grade 4 cracks
Here are the minimum bend radii at room temperature:
- Grade 1: 1.5T to 2T (T = thickness) — the most forgiving of the bunch
- Grade 2: 2T to 2.5T
- Grade 3: 3T to 4T
- Grade 4: 4T to 5T, and only after a proper stress-relief
Grade 4 carries higher oxygen, up to 0.40%[18], which makes it really sensitive to notches. Cold-rolled Grade 4 sheet often shows up with 8 to approximately 12%[19] residual cold work still locked in.
Bending it without first annealing at approximately 595°C[1] for 30 minutes per inch of thickness pretty much guarantees you’ll get edge cracks.
For tighter radii, try warm-forming at 200 to approximately 315°C[2]. Titanium’s flow stress drops roughly 40%[3] in that window, and springback gets smaller too.
One field note from experience: when you’re fabricating CP titanium heat exchanger tubesheets, mark the cut edges before bending. If you spot lamination flares opening up, the mill product had directional inclusions baked in. Reject that heat and ask for a fresh certificate before going any further.
Cost Benchmarks and Supply Availability Versus Ti-6Al-4V
Quick answer: As of Q1 2026, CP Grade 2 sheet runs approximately $18,25[4]/lb in 0.060″,0.125″ thickness from US service centers, while Ti-6Al-approximately 4V[5] (Grade 5) sheet trades at approximately $30,45[6]/lb in the same form. That’s a 40,approximately 55% premium for the alloy.
If your part sees under 350 MPa[7] working stress and operates below approximately 300°C[8], paying the Grade 5 surcharge is wasted money.
Current Pricing by Product Form
| Form | CP Grade 2 | CP Grade 4 | Ti-6Al-approximately 4V[9] |
|---|---|---|---|
| Sheet 0.090″ | approximately $19[10]/lb | approximately $24[11]/lb | approximately $36[12]/lb |
| Plate 0.50″ | approximately $16[13]/lb | approximately $22[14]/lb | approximately $28[15]/lb |
| Round bar 1.0″ | approximately $22[16]/lb | approximately $28[17]/lb | approximately $34[18]/lb |
| Welded tube | approximately $26[19]/lb | — | approximately $48[1]/lb |
| tube | approximately $38[2]/lb | approximately $46[3]/lb | approximately $62[4]/lb |
Service center quotes from Rolled Alloys and TMS Titanium in January 2026 confirm this spread. Mill direct pricing on full-coil Grade 2 sheet (5,000+ lb orders) drops another 15,approximately 18%[5].
Lead Times — Where Grade 1 and Grade 4 Hurt
- Grade 2 sheet/plate: 2–4 weeks from stock at major US service centers. This is the workhorse — always available.
- Grade 1 sheet: 8–14 weeks. Mills batch-run it only when orders cluster, since heat-exchanger and CPI buyers dominate demand.
- Grade 3 plate: 10–16 weeks. The least-stocked grade — most shops substitute Grade 2 or Grade 4.
- Grade approximately 4 bar[6]: 6–12 weeks. Medical implant buyers lock up much of the certified Grade 4 capacity under long-term contracts.
- Ti-6Al-approximately 4V[7] plate: 3–6 weeks. Aerospace volume keeps it constantly in production.
When the Grade 5 Premium Is Wasted
Skip Ti-6Al-approximately 4V[8] when any of these apply:
- Operating temperature above approximately 315°C[9] — both alloys lose strength fast, and the CP titanium savings buy you a thicker wall that handles creep better.
- Welded assemblies in chloride service — Grade 5 weld HAZ shows reduced ductility; CP Grade 2 welds cleaner and resists crevice corrosion equally well.
- Cold-formed parts — Grade 5 cracks below approximately 540°C[10] forming; you’ll spend more on hot forming than you saved on tonnage.
- Cathodic protection anodes, electrochlorination cells — pure conductivity matters; alloying elements only hurt.
One more cost trap: certified mill test reports. AMS 4900-expected level CP Grade 2 sheet costs 8,approximately 12%[11] more than commercial ASTM B265 stock. Buy AMS only if your end-use actually requires it, most industrial chemical and marine jobs don’t.
Common Selection Mistakes and Frequently Asked Questions
Quick answer: Most CP titanium failures come back to three bad habits. People reach for Grade 4 when Grade 2 would have done the job just fine, and they weld out in open air without putting a trailing shield behind the torch.
And then there’s ordering “Grade 2” when the drawing was actually asking for Ti-6Al-approximately 4V[12], which is Grade 5. Every single one of these slips costs real money. Scrapped welds. Parts that turn brittle. First articles that get rejected at inspection.
Three engineering mistakes I see every quarter
- Over-specifying Grade 4 for non-load brackets. Think about a heat-exchanger end cap. It sees pressure, not tension. Calling out Grade 4 at approximately $32[13] a pound when Grade 2 at approximately $22[14] a pound will handle the same approximately 150 psi[15] service basically throws away around 30%[16] on material cost. And honestly, Grade 4 has lower elongation too (approximately 15%[17] versus approximately 20%[18]), which makes the flange harder to form without cracking it.
- Welding without a trailing shield. The argon coming out of the torch cup protects the molten puddle, sure. But the metal stays chemically reactive until it cools below roughly 430°C[19], or approximately 800°F[1]. Skip the trailing shield and oxygen contaminates the heat-affected zone. You’ll watch a tint progression go from blue, to gray, to white, and anything past a light straw color fails AWS D17.1 acceptance. We rejected 8 of 12 welds on a 2024 medical-tray job before the welder finally added a 6-inch trailing argon dam.
- Confusing Grade 2 with Grade 5. Both ship as gray bar stock. They look identical. Grade 2 is unalloyed CP titanium at around 345 MPa[2] of yield, meaning how much load it can take before it permanently deforms. Grade 5 is Ti-6Al-approximately 4V[3] at around 828 MPa[4]. PMI, which stands for positive material identification, done with a handheld XRF gun takes 4 seconds. That quick check prevents a approximately $40,000[5] mistake.
FAQ — what people search for
What are the how much usable material is produced strength ranges per grade? Per ASTM B265, which is the industrial standard for plate and sheet, the minimums are: Grade 1 at approximately 170 MPa[6] or higher, Grade 2 at approximately 275 MPa[7], Grade 3 at approximately 380 MPa[8].
And Grade 4 at approximately 483 MPa[9]. Real mill values usually come in 15 to approximately 25%[10] above those floor numbers.
Is CP titanium magnetic? No, it’s paramagnetic, with a magnetic permeability sitting right around 1.00005. Basically, a magnet barely notices it. That’s exactly why it shows up in MRI-compatible implants and bomb-disposal tools. You can check the titanium properties reference on Wikipedia for the susceptibility figures.
What’s the dental-grade requirement? Dental implants typically call out CP Grade 4 per ASTM F67, which is essentially the medical-implant version of B265. The reason is higher fatigue strength, meaning the metal handles repeated chewing loads without cracking over time.
Surface treatments follow ISO 5832-2. Some premium implants use Grade 23, or Ti-6Al-approximately 4V[11] ELI, instead.
ASTM B265 vs AMS 4901, what’s the difference? B265 is the general industrial spec for plate and sheet. AMS 4901 is the aerospace version of the same Grade 1 sheet. It adds tighter dimensional tolerances. Plus ultrasonic inspection requirements and full chemistry certifications.
AMS-certified material runs 20 to approximately 40%[12] more in cost. Only spec it when the drawing or FAR Part 25 actually demands it.
Choosing Your CP Titanium Grade with Confidence
The decision logic really comes down to three moves. Match the strength that comes from interstitial elements to your actual service load, and treat corrosion resistance as basically identical across all four grades.
And let formability lose out to strength only when the part genuinely needs it. Everything else is essentially noise from suppliers trying to upsell or downsell whatever inventory they want to move.
The Three-Move Selection Logic
- Anchor on load, not “premium.” Oxygen and iron raise the strength of how much usable material is produced from 170 MPa (Grade 1) all the way up to 480 MPa[13] (Grade 4), which is a 2.8x spread. If your part sees under 200 MPa[14] working stress with a 1.5x safety factor, then Grade 2 is mechanically sufficient. Specifying Grade 4 “just to be safe” costs 15–approximately 20%[15] more and cuts your bend radius options roughly in half.
- Ignore grade for corrosion. ASTM B265 chemistry really rules the corrosion behavior. All four grades sit in the same passive titanium oxide regime in seawater, wet chlorine, and oxidizing acids. But if reducing acids or crevice conditions threaten the part, then you actually need Grade 7 (which is stabilized with palladium) or Grade 12, not a higher CP number.
- Trade formability last. Grade 1’s approximately 24%[16] elongation lets you deep-draw without intermediate anneals, while Grade 4’s approximately 15%[17] will tear at the same draw ratio. Only step up if the strength math genuinely forces you to.
Mill Certificate Checklist Before You Sign the PO
Every shipment of CP titanium should arrive with an EN 10204 3.1 certificate. Verify these fields against your purchase expectations before the truck leaves your dock:
- Chemistry, individual elements: O, N, C, H, Fe, plus residuals. Confirm that oxygen sits inside the grade band. Grade 2 mills sometimes ship at 0.18–approximately 0.20%[18] O, which is technically Grade 3 territory and will actually affect your forming.
- Mechanical test results: the amount produced, UTS, elongation in 2″ or approximately 50mm[19], plus the transverse direction if anisotropy matters for your draw.
- Heat number traceability back to the melt. VAR or PAM source really matters for aerospace and medical work.
- Hydrogen content under 125 ppm for plate and 150 ppm for bar, per ASTM B265 Section 7. High hydrogen drives delayed cracking in welds.
- Ultrasonic and visual inspection stamps where the application demands them.
Five Questions to Qualify a Supplier
Before placing your first order, ask: (1) Do you melt or only convert? (2) Can you provide a recent corrosion test report for this lot’s chemistry?
(3) What’s your standard pickling and surface condition, whether that’s 2B, mill-finished, or descaled? (4) What is the minimum order quantity and lead time for re-rolling to my gauge?
(5) Will you sign a flow-down on AS9100 or ISO 13485 requirements if needed?
Cross-check supplier claims against the ASTM B265 specification and the International Titanium Association member directory. A supplier who hesitates on chemistry traceability is telling you something, so believe them, and go quote elsewhere.
References
- [1]sciencedirect.com
- [2]americanelements.com
- [3]fwmetals.com
- [4]carpentertechnology.com
- [5]superiortube.com
- [6]rolledmetalproducts.com
- [7]rolledalloys.com
- [8]completesmilesbv.com.au
- [9]link.springer.com
- [10]completesmilesbv.com.au/cp-titanium-vs-titanium-alloys-key-differences/
- [11]carpentertechnology.com/hubfs/7407324/Material%20Saftey%20Data%20Sheets/Ti%20…
- [12]superiortube.com/products/materials/titanium-alloys/cp-titanium-grade2-uns-r5…
- [13]americanelements.com/titanium-commercially-pure-cp-7440-32-6
- [14]rolledalloys.com/products/titanium-cobalt/cp-ti-grade-2/
- [15]link.springer.com/chapter/10.1007/978-3-540-71398-2_4
- [16]rolledmetalproducts.com/cp-titanium/
- [17]fwmetals.com/what-we-do/materials/titanium/commercially-pure-titanium
- [18]sciencedirect.com/topics/engineering/pure-titanium
- [19]metallographic.com/materials/commercially-pure-titanium-grade-2.html



