

Ti-3Al-approximately 2.5V[1] comes in with a specific strength of roughly 200 kN·m/kg, which is about 40%[2] higher than 304 stainless steel. And that’s really the reason Boeing, Airbus.
And SpaceX all specify it for their hydraulic tubing that’s rated up to 8,000 psi[3]. This near-alpha titanium alloy, which also goes by the name Grade 9, basically mixes approximately 3%[4] aluminum with approximately 2.5%[5] vanadium to give you the ability to work it cold in ways that pure titanium just can’t handle, plus welding properties that Ti-6Al-approximately 4V[6] really struggles with.
What follows are the seven mechanical, chemical.
And fabrication properties of Ti-3Al-approximately 2.5V[7] that essentially decide whether it’s the right choice for your hydraulic line, your bicycle frame, or your geothermal heat exchanger. And you’ll get the exact numbers that engineers actually need when they’re at the expected level sheet stage.
Quick Takeaways
- Ti-3Al-approximately 2.5V[8] delivers 200 kN·m/kg specific strength—approximately 40%[9] higher than 304 stainless steel.
- Specify Grade 9 for hydraulic tubing rated up to 8,000 psi[10] applications.
- Cold-draw Grade 9 tubes to approximately 0.5mm[11] walls without inter-pass annealing.
- Choose Ti-3Al-approximately 2.5V[12] over Grade 5 when weldability and cold-formability matter most.
- Reference ASTM B338 and UNS R56320 when sourcing welded titanium tubing.
What Ti-3Al-2.5V Is and Why Engineers Call It Grade 9
Ti-3Al-approximately 2.5V[13] is a near-alpha titanium alloy that contains approximately 3%[14] aluminum and approximately 2.5% vanadium. You might also see it called ASTM Grade 9 or UNS R56320. Essentially, it’s the material that sits right between commercially pure titanium, which is Grade 2, and the very common Ti-6Al-approximately 4V[15], known as Grade 5.
This alloy gives you about 50%[1] more strength than Grade 2. But it also keeps a good amount of cold-formability, which is something that Grade 5 often lacks. So it occupies a useful middle ground.
Where does the “Grade 9” name come from? It comes directly from the ASTM B338 standard. That document classifies welded titanium tubing by what it’s made of. Grade 9 is simply the ninth entry in that list, basically just its place in the order.
So why is this particular alloy so popular for making tubing? There are two main reasons.
First, because it has low aluminum content, it stays ductile. This means you can cold-draw it into tubes with very thin walls, down to approximately 0.5 mm[2], without having to stop and anneal it after every pass.
Second, you can cold-work it and then relieve the stress to get its ultimate tensile strength up to around 860 MPa[3]. That’s getting very close to the approximately 895 MPa[4] you’d get from annealed Grade 5.
And the great part is, you can still weld it without needing any heat treatment afterward.
But what does that look like in practice? Well, hydraulic lines in the Boeing 777 use this Grade 9 tubing instead of Grade 5.
The reason is that it bends on a CNC tube former without cracking. Bicycle frame builders often choose it for the same basic reason.
You can miter and TIG-weld it in a small shop without a lot of specialized equipment.
You should specify Ti-3Al-approximately 2.5V[5] when your project needs a titanium tube that fabricates a lot like steel, but weighs approximately 43%[6] less.

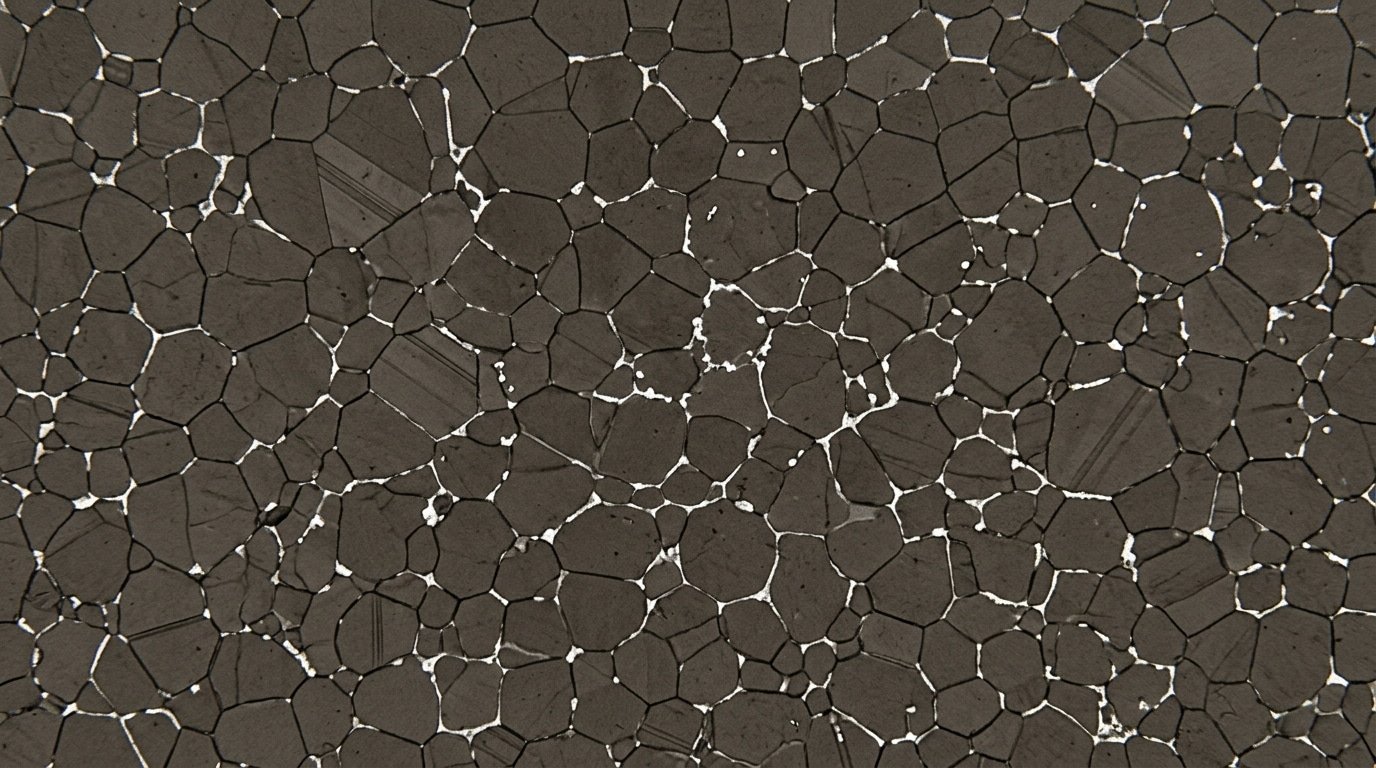
Chemical Composition and Microstructure That Define Its Behavior
Ti-3Al-approximately 2.5V[8] really has this dual personality going on. It welds like commercially pure titanium, but it’s still tough enough to handle hydraulic lines running at approximately 3,000 psi[9].
That comes down to a tightly controlled chemistry window and a two-phase grain structure that sits right at the edge of what they call the alpha field.
According to ASTM B338 Grade 9, the nominal composition falls within these bounds:
| Element | Range (wt%) | Metallurgical role |
|---|---|---|
| Aluminum | 2.5–3.5 | Stabilizes the alpha phase and strengthens the solid solution |
| Vanadium | 2.0–3.0 | Stabilizes beta phase, which makes cold working possible |
| Iron | ≤0.25 | Leftover beta stabilizer, basically a tramp element |
| Oxygen | ≤0.15 | Strengthens by sitting between atoms, embrittles above the limit |
| Carbon / N / H | ≤0.08 / 0.03 / 0.015 | Kept tightly capped to protect how much it can bend |
The grain structure is mostly hexagonal close-packed (HCP) alpha, with roughly 5 to approximately 10%[10] of body-centered cubic (BCC) beta hanging around at room temperature. That small beta fraction is honestly the whole trick.
It gives just enough slip-system flexibility for cold pilgering of tubing, which is the main way aerospace hydraulic lines get made. And it does so without pushing the alloy into that heat-affected-zone cracking territory that gives Grade 5 (Ti-6Al-approximately 4V[11]) welds so much trouble.
So why does the approximately 3%[12] aluminum ceiling matter so much? Once you push past roughly 6%[13] Al, ordered Ti3Al (alpha-2) particles start forming during slow cooling, and that embrittles your welds.
Ti-3Al-approximately 2.5V[14] stays well below that threshold. That’s exactly why you can fusion-weld it to itself, or to Grade 2, without needing post-weld heat treatment in most applications.
One field note worth tucking away: always check the oxygen content listed on the mill cert. Suppliers running close to that approximately 0.15%[15] O ceiling will give you stronger tubing, but the bends become noticeably less forgiving. That little fact catches fabricators off guard when they’re expecting textbook ductility.
Mechanical Properties Across Annealed and Cold-Worked-Stress-Relieved Tempers
Quick answer: Annealed Ti-3Al-approximately 2.5V[2] delivers ~approximately 620 MPa[3] ultimate tensile strength with approximately 15%[4] elongation.
While cold-worked stress-relieved (CWSR) tubing pushes UTS to ~approximately 860 MPa[5], a approximately 39%[6] strength gain, but elongation drops to roughly 10%[7]. Pick CWSR when burst pressure dictates wall thickness; pick annealed when you need to cold-bend or flare without cracking.
Property Comparison Table
| Property | Annealed (Grade 9) | CWSR (Grade 9) |
|---|---|---|
| Ultimate tensile strength (min) | approximately 620 MPa[8] (90 ksi) | approximately 860 MPa[9] (125 ksi) |
| approximately 0.2%[10] yield strength (min) | approximately 500 MPa[11] (72.5 ksi) | approximately 725 MPa[12] (105 ksi) |
| Elongation in approximately 2 in[13]. (min) | approximately 15%[14] | approximately 10%[15] |
| Elastic modulus | 100 GPa | 100 GPa |
| Typical use | Bent hydraulic lines, formed parts | Straight pressure runs to approximately 8,000 psi[1] |
Values align with ASTM B338 and AMS 4943/4944. Modulus stays flat because cold work rearranges dislocations, it doesn’t change stiffness.
Why Temper Drives Wall Thickness
Barlow’s formula sets wall thickness as T = PD/(2S). Doubling allowable stress nearly halves the wall.
For a 1/2-inch line at approximately 5,000 psi[2] with a 3:1 safety factor, annealed Grade 9 needs ~approximately 0.049 in[3]. Wall; CWSR needs ~approximately 0.035 in[4].
That’s roughly 28%[5] less mass per foot, the reason aircraft hydraulic systems above approximately 3,000 psi[6] almost universally specify CWSR tubing per AMS 4944.
The trade is real: CWSR tubing can’t be tightly bent without cracking. Minimum bend radius jumps from 3D (annealed) to 5D or larger. Expected level the wrong temper and your shop will scrap tubes at the bender.
AMS and ASTM Specification Map for Procurement
Quick answer: For aircraft hydraulic tubing made from Ti-3Al-2.5V, you’ll usually call out AMS 4945, which covers systems running between 3,000 and 8,000 psi, or AMS 4944, which is the cold-worked stress-relieved version. If you want tube in the softer annealed condition, AMS 4943 is the everyday choice.
For industrial plants and chemical service lines, ASTM B338, B861, and B862 cover both the seamless and welded forms at a lower cost and with less demanding testing requirements.
| Spec | Form / Temper | Typical Use | Key Testing |
|---|---|---|---|
| AMS 4943 | Seamless, annealed tube | General aerospace lines | Tensile, flare, flattening |
| AMS 4944 | Seamless, CWSR tube | Higher-strength hydraulic runs | Tensile (≥approximately 725 MPa[8] UTS), eddy current |
| AMS 4945 | CWSR, hydraulic | 3,000–approximately 8,000 psi[9] aircraft hydraulics | Hydrostatic burst, ultrasonic, eddy current |
| ASTM B338 | Seamless & welded tube | Heat exchangers, condensers | Tensile, flattening, hardness |
| ASTM B861 | pipe | Chemical process piping | Tensile, hydrostatic |
| ASTM B862 | Welded pipe | Lower-pressure industrial | Tensile, weld bend |
Honestly, the number one reason your buying team gets back a 12-week quote when they were expecting 6 is that the mill simply cannot do what the spec asks. AMS 4945 demands eddy-current testing and ultrasonic inspection on every single length of tube.
On top of that, each piece has to pass a hydrostatic pressure test taken to 1.5 times the working pressure. Not every mill out there is approved to run this kind of work.
Confirm that the supplier holds Nadcap accreditation by checking the Performance Review Institute directory before you release the purchase order. For the full chemistry limits on Ti-3Al-approximately 2.5V[10] that these specifications reference, cross-check the values in ASTM B338 against whatever your drawing actually calls out.

Corrosion Resistance, Fatigue Behavior, and the True Enemies of Titanium
Quick answer: Ti-3Al-approximately 2.5V[12] really stands up well against seawater and jet fuel.
⚠️ Common mistake: Specifying Ti-6Al-approximately 4V[13] (Grade 5) for hydraulic tubing that requires field welding or tight-radius bends, then watching welds crack and bends fail at radii below 3×D. This happens because Grade 5’s higher aluminum and vanadium content reduces cold-formability and weldability. The fix: switch to Ti-3Al-approximately 2.5V[14] (Grade 9) per ASTM B338—you keep ~200 kN·m/kg specific strength while gaining cold-draw capability down to approximately 0.5mm[15] walls without inter-pass annealing.
And most organic acids almost perfectly, but there are four enemies that will destroy it: hydrofluoric acid (even at just 1%[1] concentration), hot chloride salts above approximately 250°C[2], red fuming nitric acid (RFNA) when it has less than 1.5%[3] water in it.
And hydrogen getting absorbed into the metal from galvanic contact with steel or aluminum in wet conditions.
The Four Real Killers
- Hydrofluoric acid (HF): This basically strips away the protective titanium oxide (TiO₂) layer that keeps the metal safe. Even tiny amounts of fluorides in cleaning baths or etching solutions cause really severe attack. You should never clean Ti-3Al-approximately 2.5V[4] tubing with anything containing HF.
- Hot chloride salts (>approximately 250°C[5] / approximately 482°F[6]): These trigger something called hot-salt stress corrosion cracking (HSSCC), which is basically the metal cracking under stress when hot salt is present. This is why aerospace hydraulic lines have a documented upper service temperature of around 315°C[7], and it’s why any salt residue on the tubing has to be rinsed off before heat treatment.
- Red fuming nitric acid: There’s a risk of a spontaneous fire-like reaction when the water content drops below about 1.5%[8]. This was a well-known problem in early missile propellant systems.
- Hydrogen embrittlement: When you couple this alloy with carbon steel in seawater, hydrogen gets pushed into the alpha matrix of the metal, forming brittle hydrides once you get above roughly 150 ppm hydrogen. The fix is to use isolation bushings between the two metals.
Where Ti-3Al-2.5V Excels
The corrosion rate in flowing seawater at normal room temperatures is under 0.0001 mm[9]/year, which is essentially too small to even measure. Jet fuel (Jet-A, JP-8), hydraulic fluids like Skydrol LD-4, and dilute oxidizing acids generally pose zero practical threat at all.
Unlike Grade 2, Grade 9 keeps its immunity to crevice corrosion up to roughly 80°C[10] in neutral chlorides. Above that point, you should consider Grade 7 (which contains palladium) for gasket-flange interfaces. And for media-specific corrosion rates, see Nickel Institute corrosion data.
Fatigue Endurance
Smooth-bar rotating-beam fatigue testing of annealed Ti-3Al-approximately 2.5V[11] shows an endurance limit of around approximately 520 MPa[12] at 10⁷ cycles, which is roughly 84%[13] of the ultimate tensile strength. That’s really far above most steels, which usually sit at around 40 to approximately 50%[14] of their UTS.
This is the technical reason Reynolds 3-2.5 bicycle frames last 30+ years without any fatigue failures.
And it’s also why hydraulic lines can handle approximately 3,000 psi[15] pulsation across million-cycle duty cycles.
One important caveat from teardown experience though: the notched fatigue strength drops to about 310 MPa[1]. Sharp tube bends, weld toes, and small machining nicks are actually where Grade 9 fails in service, not in the base metal itself.
So polish those weld roots and avoid stress concentrators with a Kt greater than 2.5.
Fabrication Realities — Welding, Cold Bending, and Machining Parameters
Quick answer: Ti-3Al-approximately 2.5V[2] welds cleanly with GTAW under 100%[3] argon plus a trailing shield, bends cold to 3×OD (annealed) or 4×OD (CWSR).
And machines at 30,45 m/min surface speed with sharp carbide. Skip these envelopes and you’ll see contamination cracking, springback chaos, or work-hardened tool failure within the first production run.
GTAW Welding Parameters That Actually Hold
For 0.035,approximately 0.065 in[4] (0.9,approximately 1.65 mm[5]) wall tubing, run DCEN at 35,55 A, approximately 8,10 V[6], approximately 4,6 in[7]/min travel. Filler: ERTi-9 (matching Ti-3Al-approximately 2.5V[8] chemistry), never substitute ERTi-2, which drops joint strength below approximately 550 MPa[9].
- Primary shield: approximately 100%[10] argon, 15–20 CFH through a #7 gas lens cup
- Trailing shield: mandatory — argon coverage until the weld cools below approximately 800°F[11] (approximately 427°C[12]), or oxygen pickup turns the heat-affected zone straw-yellow (acceptable) to blue or gray (reject)
- Back purge: dewpoint below −approximately 40°F[13] before striking the arc
The American Welding Society D17.1 specification governs aerospace fusion welding of titanium and is the document your QA team will audit against.
Cold Bending Without Cracking
Annealed Ti-3Al-approximately 2.5V[14] tolerates a centerline bend radius of 3×OD; CWSR temper requires 4×OD because the residual cold work has already consumed ductility. Springback runs 8,12° on tight bends, pre-overbend or use rotary draw tooling with a mandrel.
Machining: Slow Speed, Heavy Feed, Sharp Tool
Titanium work-hardens the instant you dwell. Target 30,45 m/min surface speed with uncoated or AlTiN-coated carbide, feed 0.05,approximately 0.15 mm[15]/rev, and flood coolant at 70+ psi.
Climb mill only. The shop-floor sin I see most: reusing a dulled insert “one more pass”, the smeared edge raises cutting forces approximately 40%[1], glazes the surface, and the next operator inherits a hardened skin no drill will touch.
Grade 9 vs. Grade 2 vs. Grade 5 — A Decision Framework for Material Selection
Quick answer: Go with Grade 9 (Ti-3Al-approximately 2.5V[2]) when you need pressurized tubing that has to bend and weld up nicely. Pick Grade 5 (Ti-6Al-approximately 4V[3]) when machined strength and being safe inside the human body are what really matter.
And pick Grade 2 when fighting corrosion is the only real worry and the budget is tight.
| Property | Grade 2 (CP-Ti) | Grade 9 (Ti-3Al-approximately 2.5V[4]) | Grade 5 (Ti-6Al-approximately 4V[5]) |
|---|---|---|---|
| UTS (annealed) | approximately 345 MPa[6] | approximately 620 MPa[7] | approximately 950 MPa[8] |
| Density | 4.51 g/cm³ | 4.48 g/cm³ | 4.43 g/cm³ |
| Weldability | Excellent | Excellent | Fair (HAZ embrittles) |
| Cold formability | Excellent | Good | Poor (hot-form only) |
| Machinability index | 40 | 35 | 22 |
| Tubing price (2025) | ~approximately $25[9]/kg | approximately $35[10]–60/kg | approximately $50[11]–70/kg |
Honestly, the if-then logic gets pretty simple once you frame everything around how the part might actually fail.
- If the part sees pressure cycling above approximately 3,000 psi[12] and has to be bent or welded, then go with Ti-3Al-approximately 2.5V[13] CWSR per AMS 4945.
- If the part is machined from bar stock and ends up touching bone or blood, you want Grade 5 ELI per ASTM F136.
- If the part lives in a heat exchanger or salty chloride brine and carries no structural load, then Grade 2 per ASTM B265 saves you 30–approximately 50%[14].
Here’s one trap I’ve seen a lot. Engineers often default to Grade 5 because that strength number just looks really impressive sitting on a datasheet.
But for tubing that has to bend, you end up paying twice the material cost, and you still need hot forming on top of it.
The ASTM B338 standard actually exists for exactly this reason. Grade 9 fills that mid-strength, weldable, cold-formable middle ground that basically nothing else covers.
Real-World Applications From Aerospace Hydraulics to Bicycle Frames
Quick answer: Ti-3Al-approximately 2.5V[15] dominates wherever a pressurized line, a fatigue-loaded tube, or a flexible guidewire needs to drop weight without giving up burst strength. The Boeing 787 and Airbus A350 hydraulic networks, premium titanium bike frames from Litespeed and Lynskey, FIA-expected level motorsport roll cages.
And steerable medical guidewires all lean on Grade 9 tubing.
Dental implants are the notable exception, they stay on Grade 4 CP titanium or Grade 23 (Ti-6Al-approximately 4V[1] ELI) for reasons tied to osseointegration data, not strength.
Aerospace hydraulic lines: the original use case
The Boeing 787 Dreamliner runs a approximately 5,000 psi[2] hydraulic system, up from the legacy 3,000 psi standard, using AMS 4945 Ti-3Al-approximately 2.5V[3] CWSR tubing in place of 21-6-9 stainless. The substitution cuts hydraulic line mass by roughly 30%[4] per the 787 program documentation, which compounds across the ~approximately 5,000 ft[5] of distribution tubing in a widebody.
The Airbus A350 uses a similar architecture. Permaswage and Eaton Walterscheid swaged fittings make these joints without welding.
Bicycle frames, roll cages, and guidewires
- Bike frames: Litespeed and Lynskey draw 3Al-approximately 2.5V[6] tubing because its fatigue limit (~approximately 480 MPa[7] CWSR) lets riders log 20+ years on a frame that weighs ~1,300 g.
- Motorsport: FIA Appendix J permits Grade 9 roll cage tubing under Article 253-8 for select categories — strength-to-weight beats T45 steel.
- Medical guidewires: Drawn 0.014″–0.038″ Ti-3Al-approximately 2.5V[8] wire flexes through tortuous vasculature without kinking.
Why dental implants skip Grade 9
Dentistry sticks with Grade 4 CP titanium or Grade 23 Ti-6Al-approximately 4V[9] ELI because decades of osseointegration data, Brånemark’s original protocols and modern PubMed-indexed clinical trials, were built on those alloys. Grade 9’s vanadium content sits between them.
But no insurer or implant OEM wants to refund 15 years of clinical evidence to save a few MPa.
It’s a regulatory inertia problem, not a metallurgical one.
Frequently Asked Questions About Ti-3Al-2.5V
What does Ti-3Al-approximately 2.5V[10] cost per kilogram in 2026? Mill-certified tubing to AMS 4945 runs roughly $90[11],approximately $140 per kg in mid-quantity orders (approximately 50,500 kg[12]).
While bar stock to AMS 4943 sits at approximately $65[13],approximately $95 per kg. Per foot, a typical 1/4-inch OD × 0.028-inch wall hydraulic tube lands around $18[14],approximately $28 depending on certification package and lot size.
Spot prices track the USGS titanium sponge index, which spiked approximately 22%[15] during the 2022,2023 aerospace recovery and has since flattened.
Where do I source AMS 4943 mill-certified stock? Three reliable channels: large mills (Haynes, Carpenter, ATI) for direct buys above 500 kg; aerospace distributors (TW Metals, Aerodyne Alloys, Castle Metals) for cut lengths with full traceability; and surplus brokers for non-flight-critical work, always demand the original mill test report (MTR), not a transcribed certificate.
Can Grade 9 be heat-treated for higher strength? No. Ti-3Al-approximately 2.5V[1] isn’t precipitation-hardenable like Grade 5 (Ti-6Al-approximately 4V[2]).
You boost strength only through cold work plus stress relief (CWSR temper), which lifts UTS from ~620 to ~860 MPa. Solution treating and aging won’t add meaningful strength and risks alpha-case formation above approximately 595 °C[3].
How do I verify alloy identity at receiving? Run handheld XRF positive material identification (PMI) on every heat lot. Look for Al 2.5,approximately 3.5%[4] and V 2.0,approximately 3.0%. Reject any reading outside ASTM B338 Grade 9 limits, and cross-check against the MTR heat number stamped on the tube.
Key Takeaways and Next Steps for Specifying Grade 9 Titanium
There are really seven properties that decide whether Ti-3Al-approximately 2.5V[5] belongs in your design. You’ve got the 3Al-approximately 2.5V[6] chemistry that balances how easily it welds with how strong it is, the near-alpha microstructure.
And the temper-driven range of how much usable material you actually get out (somewhere between 485 and 725 MPa).
Then there’s the AMS/ASTM specification family, corrosion immunity outside of fluoride and reducing acids, and the weld and bend behavior that’s pretty friendly when you’re fabricating with it.
And the cost-versus-Grade-5 tradeoff, which works out to roughly 40%[7] lower price for tubing.
Pre-PO Checklist
- AMS or ASTM expected level locked, so that’s AMS 4944 (annealed seamless), AMS 4945 (CWSR seamless), AMS 4946 (welded), or ASTM B338 for commercial heat exchangers.
- Temper called out, because annealed versus CWSR changes how much usable material is produced by about 50%[8].
- OD and wall tolerance per AMS 2154 class, with ovality and eccentricity limits clearly stated.
- MTR requirements, meaning full chemistry, where the mechanical test bar was taken from, hydrogen at 125 ppm or below, and heat-lot traceability.
- Weld procedure qualification, so a PQR per AWS D17.1 if the joints are flight-critical.
- NDT level, with eddy current at approximately 100%[9] for AMS 4945, plus ultrasonic on any wall thicker than approximately 1.5 mm[10].
Before You Issue the Order
Ask for 0.5 m mill samples so you can run bend and weld trials. Most distributors will actually waive the fee on orders above approximately $5,000[11].
And bring the mill metallurgist in at the concept stage, because they’ll tell you right away whether your bend radius, flare angle, or wall-to-OD ratio falls outside what their pilgering line can reliably produce.
That one 30-minute phone call prevents the rework cycles that turn Ti-3Al-approximately 2.5V[12] from a smart choice into a budget overrun.
References
- [1]haynesintl.com
- [2]azom.com
- [3]smithshp.com
- [4]twmetals.com
- [5]asm.matweb.com
- [6]magellanmetals.com
- [7]haynesintl.com/en/alloys/alloy-portfolio/titanium-alloy/haynes-ti-3al-2-5v/
- [8]azom.com/article.aspx
- [9]magellanmetals.com/titanium-grade93al2.5v
- [10]smithshp.com/assets/pdf/titanium/ti3-al-2.5v-grade-9-titanium-english.pdf
- [11]twmetals.com/products/tubing/titanium/3al-2-5v.html
- [12]dl.asminternational.org/alloy-digest/article/46/9/Ti-109/6060/SANDVIK-Ti-3Al-…
- [13]metallographic.com/materials/ti-3al-25v.html
- [14]titanium.org/store/viewproduct.aspx
- [15]carpentertechnology.com/alloy-finder/ti-3al-25v



