Battery Laser Welding
Battery Laser Welding for Tabs, Busbars, Housings and Pack Assembly.
Oceanplayer battery laser welding solutions help weld battery tabs, busbars, cell connectors, aluminum housings, battery trays and pack assemblies with controlled heat input, repeatable seams and production-ready automation options. Choose handheld, fixture-assisted or robotic laser welding based on material combination, joint design, weld strength, heat sensitivity and production volume.

Stable battery joints
Built for tabs, connectors, housings and pack production
Tabs
Cell connection
Busbar
Pack assembly
Auto
Repeatability
Application Range
Where battery laser welding is a strong fit
Laser welding is useful for battery production and assembly tasks that need stable joints, controlled heat and repeatable results.
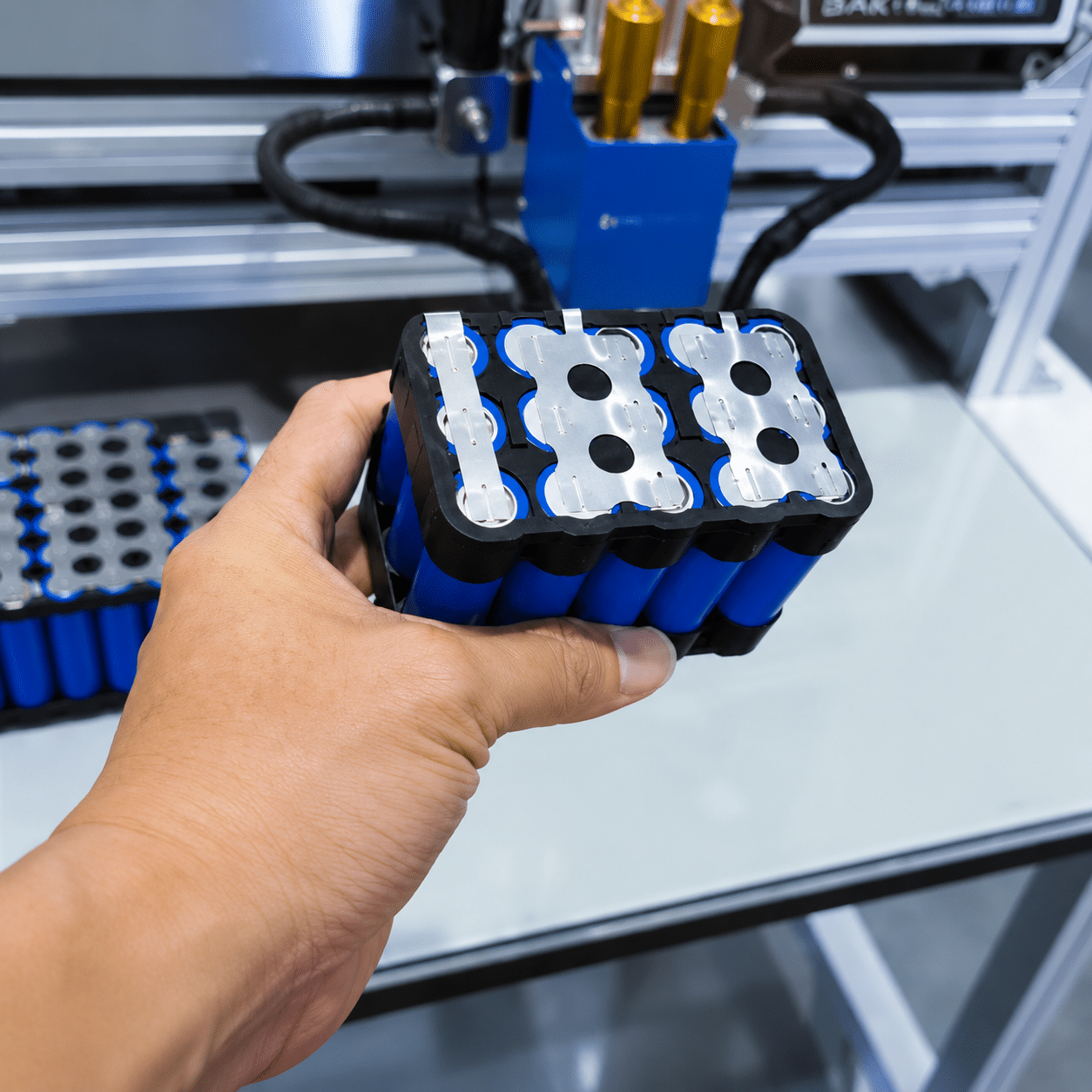
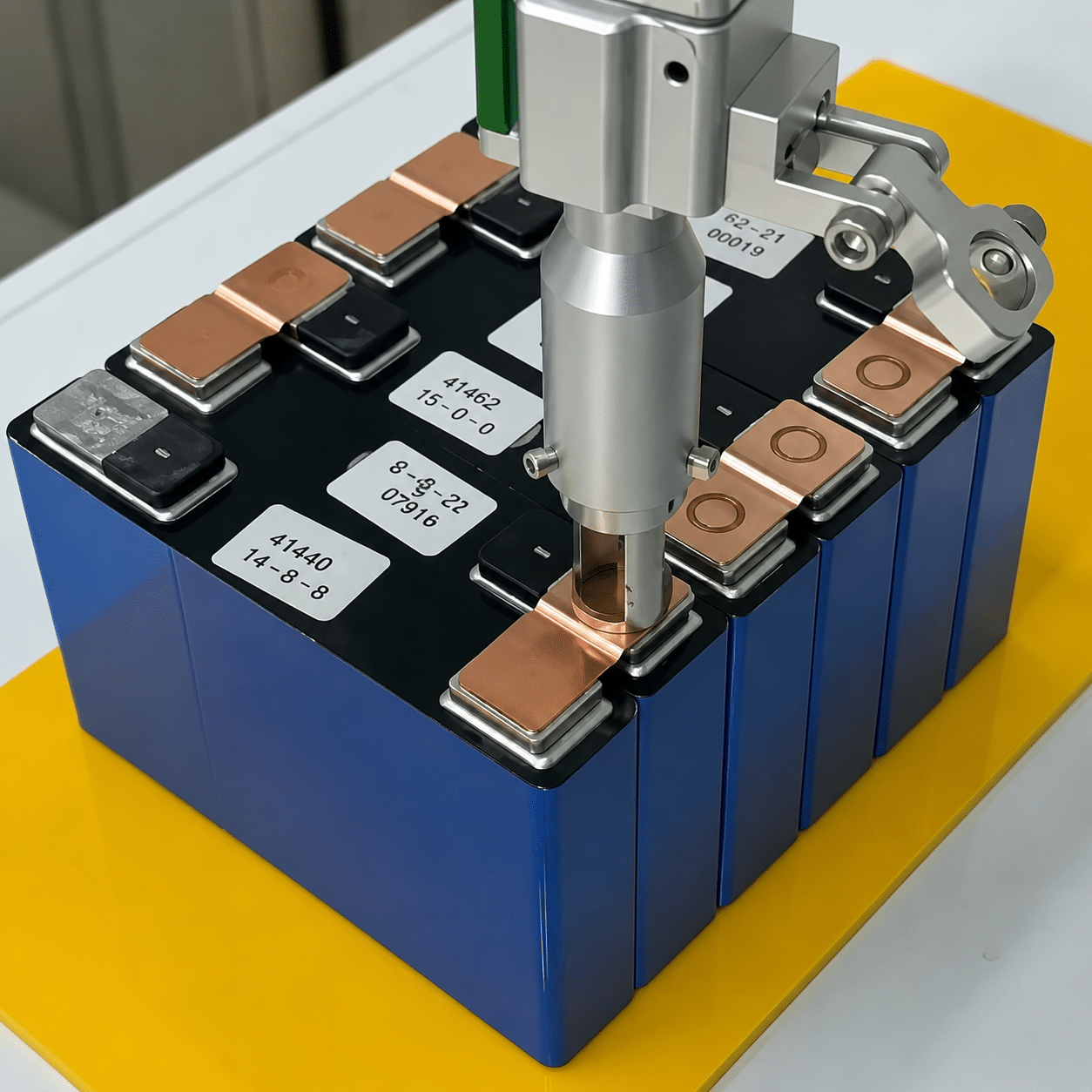
- Battery tab welding for cylindrical, prismatic and pouch cell connections.
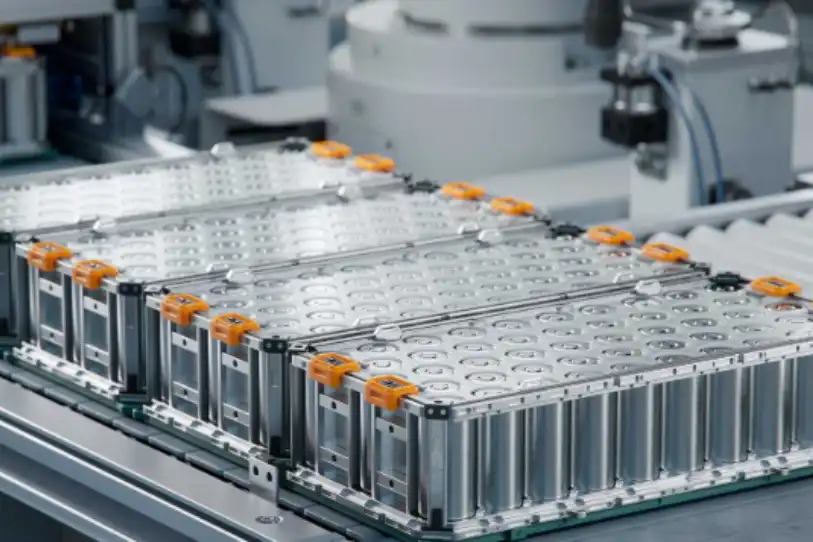
- Busbar welding for battery modules, packs and energy storage systems.
- Nickel strip, copper, aluminum and selected dissimilar metal connection work.
- Battery tray, aluminum housing, cover, frame and enclosure welding.
- Automated production lines with fixtures, positioning, vision and inspection steps.
Welding Results Gallery
Review battery laser welding results across common components
Compare welding samples for tabs, busbars, nickel strips, copper connectors, aluminum housings and battery pack assemblies.

Battery Tab Welding

Busbar Welding

Nickel Strip Welding

Copper Connector
Battery Housing
Pack Assembly