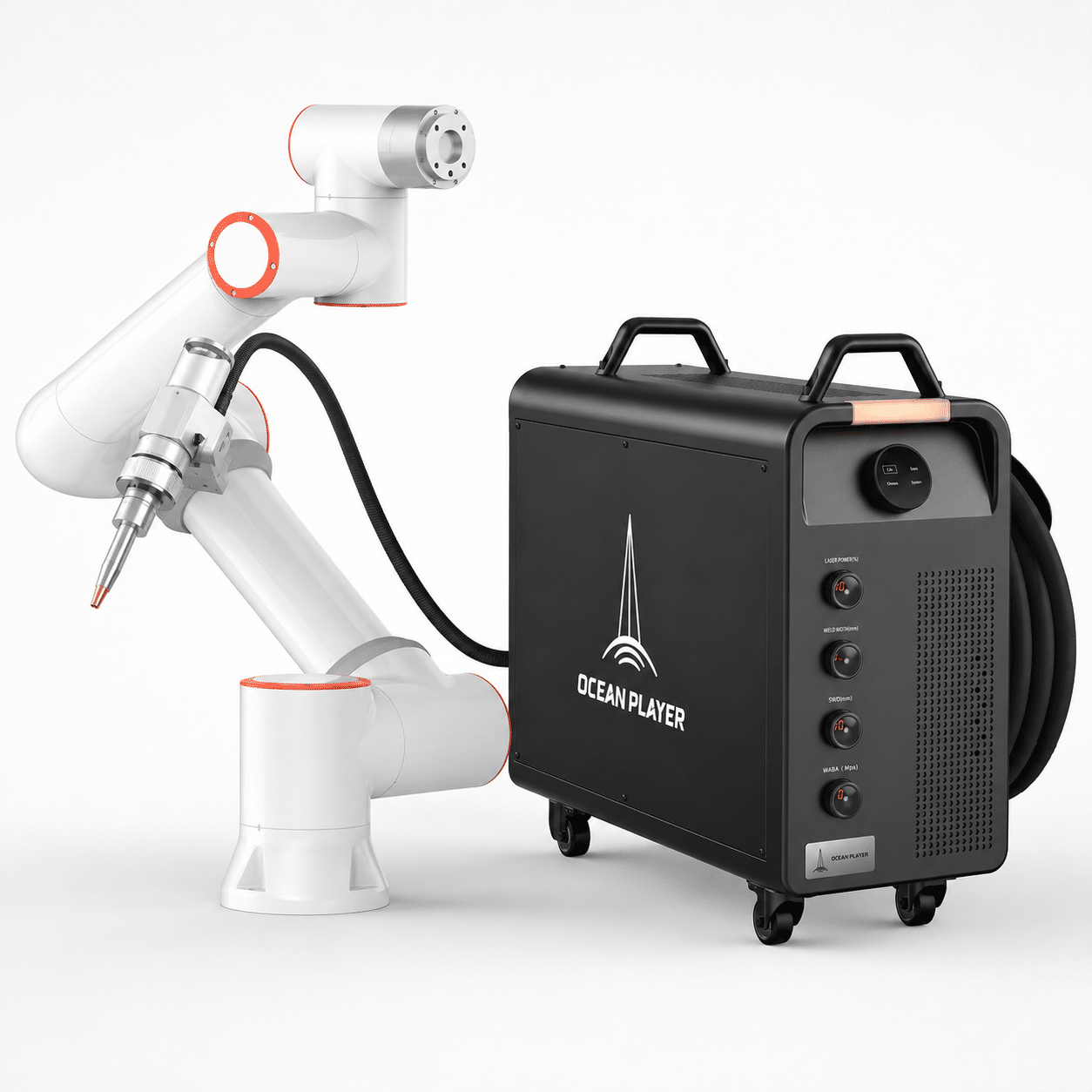
Robotic Laser Welding System for Repeatable, High-Speed and Clean Metal Welding.
Oceanplayer robotic laser welding systems combine fiber laser welding, robot motion, fixtures, optional wire feeding and safety integration for stable production welding. They are built for factories that need consistent weld quality, controlled cycle time and less operator variation on repeated metal parts.
Where robotic laser welding brings the most value
This setup fits repeated metal parts where seam quality, speed and operator consistency affect downstream assembly, sealing, strength or appearance.
- Automotive parts, brackets, frames, housings and metal assemblies
- Stainless steel cabinets, tanks, doors, kitchen equipment and enclosures
- Battery trays, aluminum parts, sheet metal boxes and precision components
- Carbon steel frames, machinery covers, fixtures and structural parts
- Round or complex parts using rotary table, positioner or custom fixture
- Production cells that need stable cycle time and less manual welding variation
Confirm automated weld quality on your actual part
Sample welding helps confirm penetration, seam appearance, distortion, speed, fixture direction and whether wire feeding is needed.

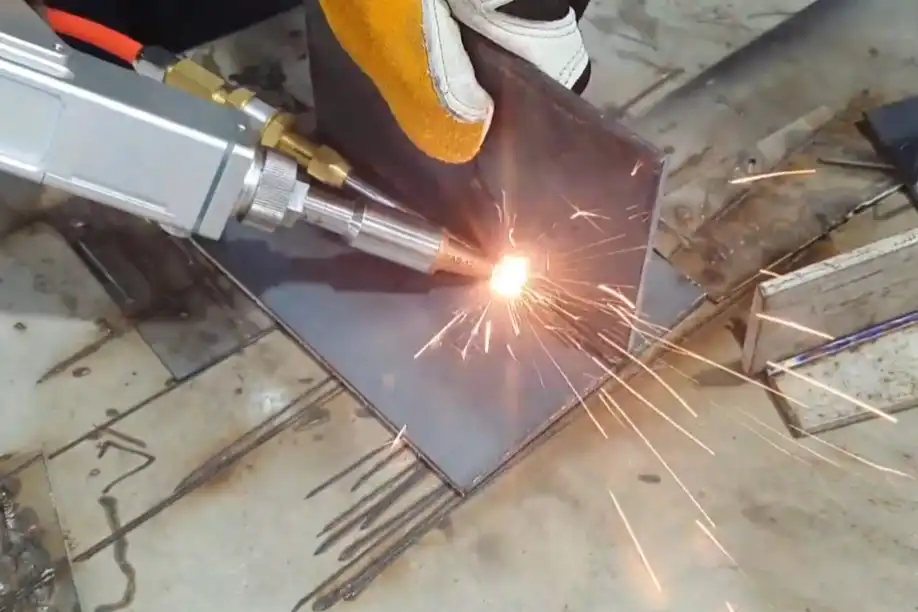
Operator variation can affect seam consistency
Manual welding speed, angle and distance may vary, especially on long seams, repeated parts or higher-volume production.

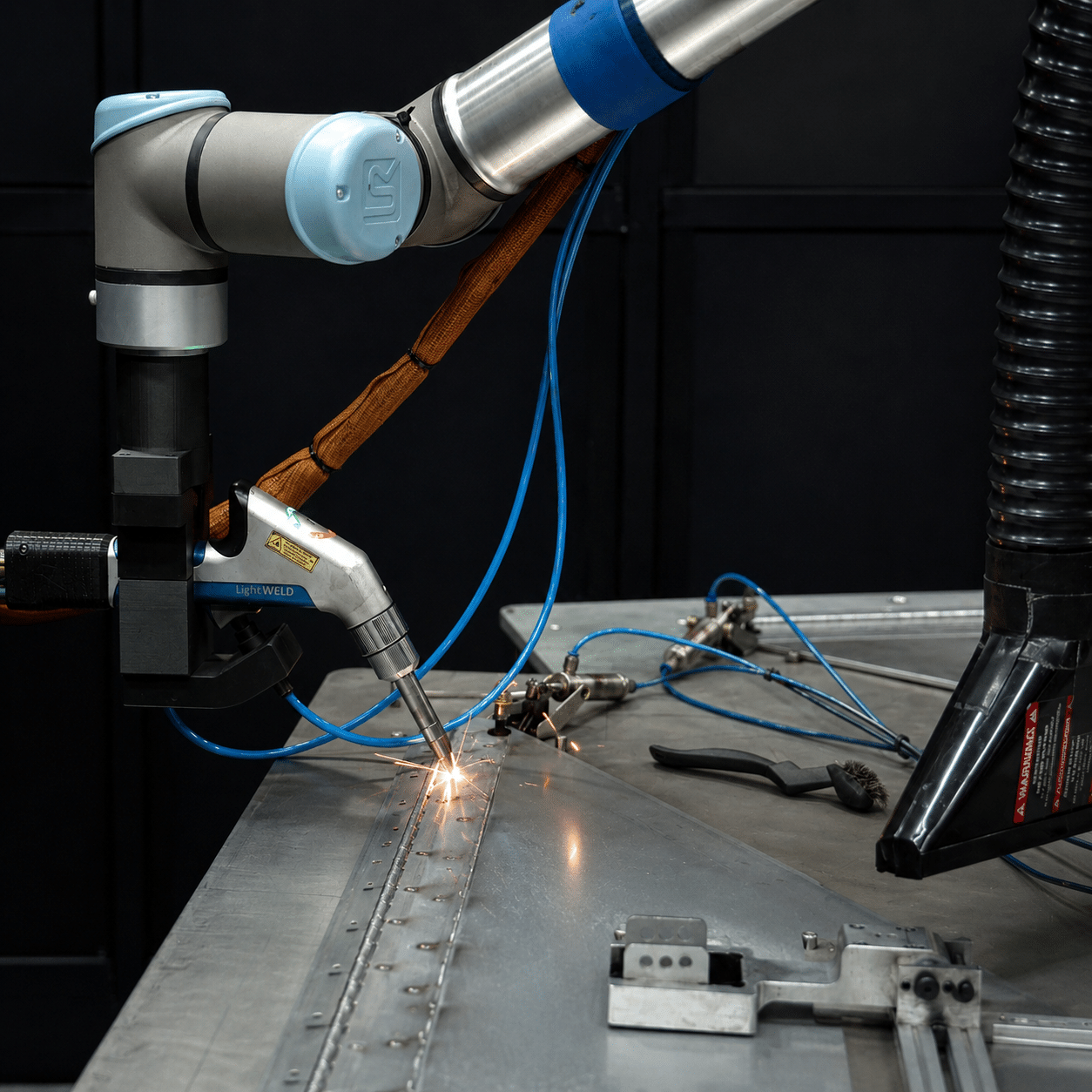
Cleaner, repeatable welds for production parts
Robot motion and controlled laser parameters help improve seam repeatability, appearance and production stability.
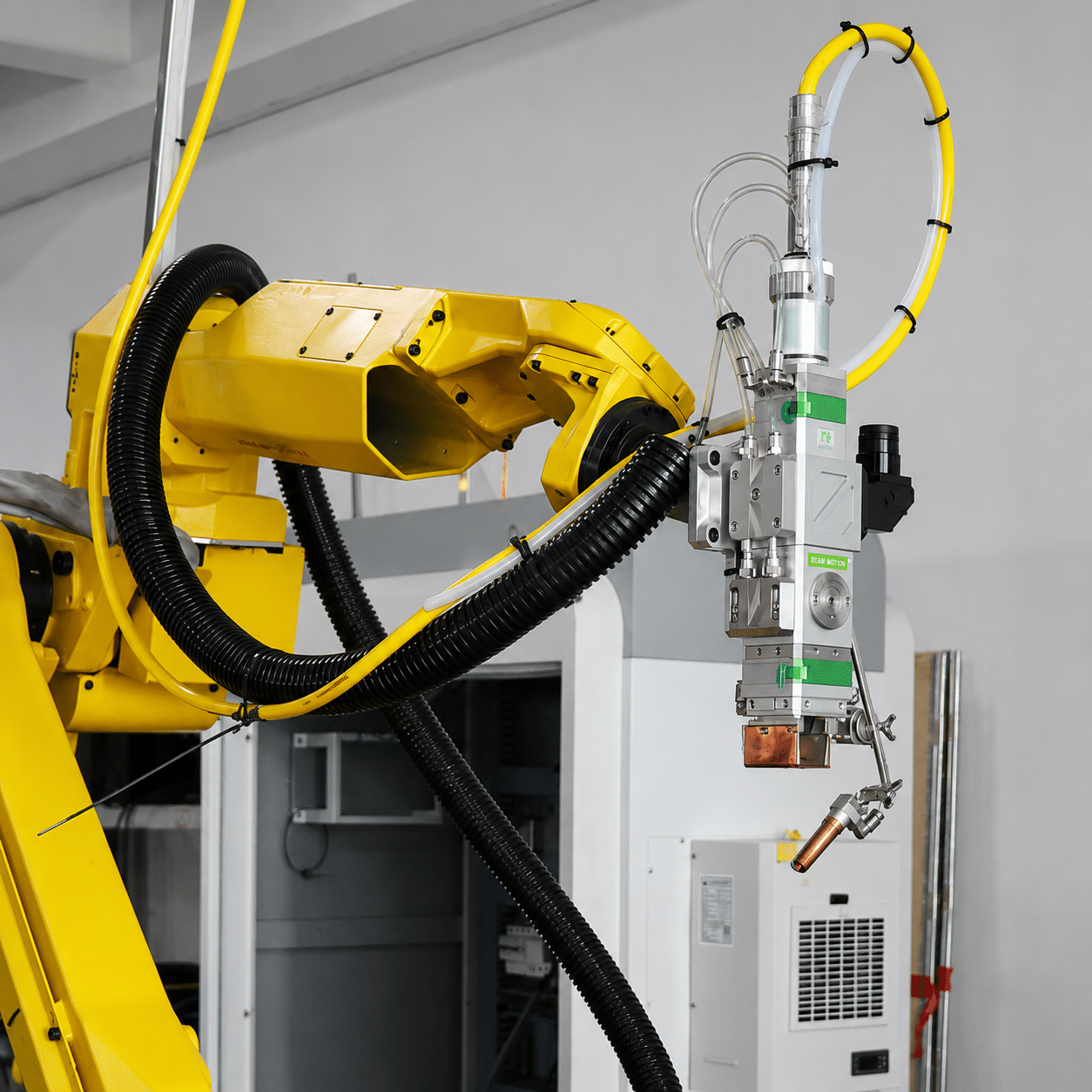
Review robotic welding applications for different parts and fixtures
Project photos help you evaluate weld access, fixture design, robot movement, safety enclosure and final seam result before confirming the system layout.





Oceanplayer supports robotic welding from sample test to system configuration
Get support for sample welding, process parameters, robot concept, fixture planning, enclosure options, export packing and remote technical guidance.