Aluminum Laser Welding
Aluminum Laser Welding for Clean Seams, Lower Distortion and Faster Fabrication.
Oceanplayer aluminum laser welding solutions help weld aluminum sheet, profiles, boxes, frames, cabinets, battery housings and light metal parts with controlled heat input and efficient production speed. Choose handheld, water-cooled, wire-feeder or automated laser welding based on alloy type, thickness, joint gap, penetration target and production volume.
Controlled aluminum weldingBuilt for light metal parts, profiles and production seams
AlSheet & profiles
WireGap filling
TestSample proof
Application Range
Where aluminum laser welding is a strong fit
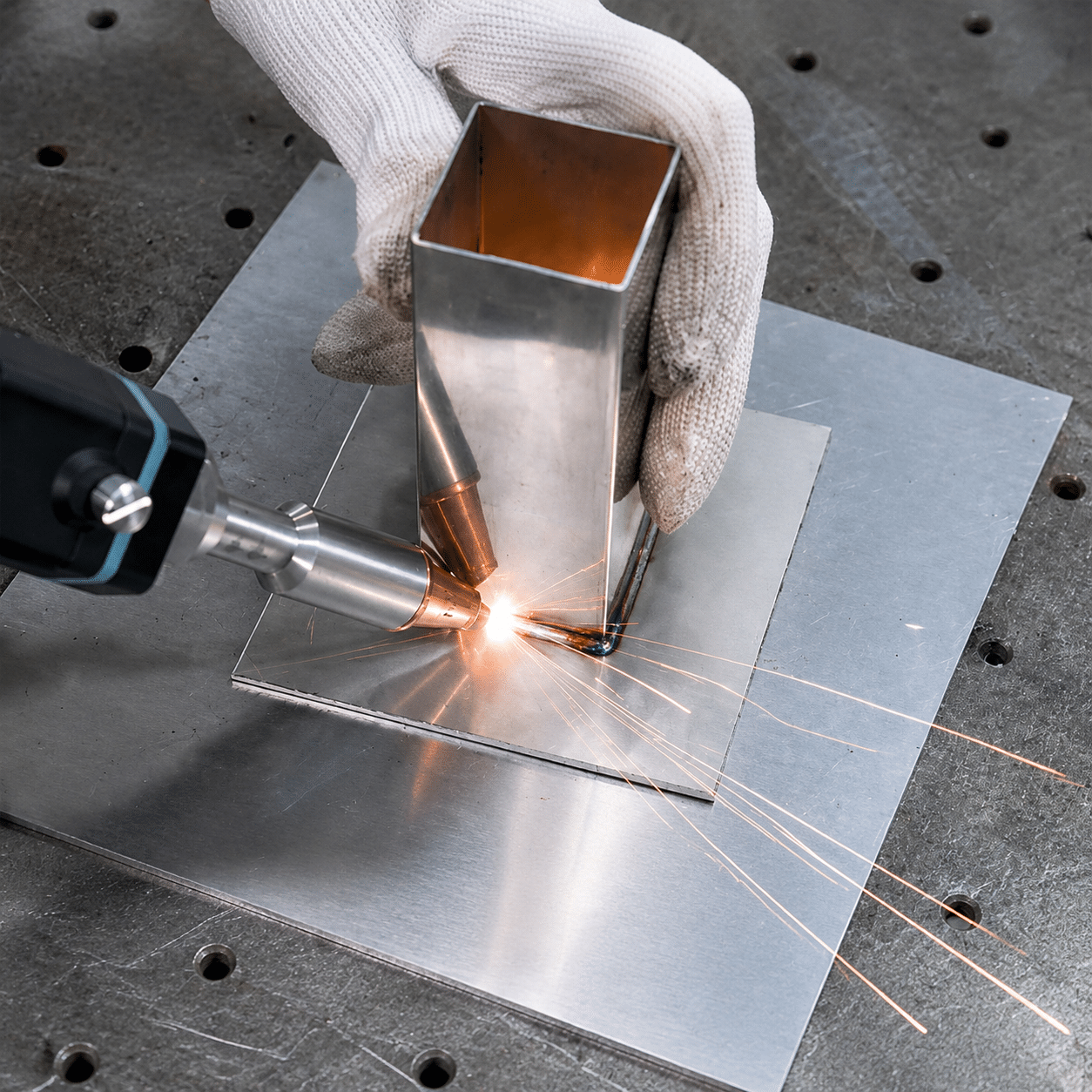
Laser welding is useful for aluminum parts that need lower distortion, clean appearance and more efficient production than slow manual welding.
- Aluminum cabinets, enclosures, chassis, covers and sheet metal housings.
- Aluminum doors, windows, frames, profiles, railings and decorative structures.
- Battery boxes, light vehicle parts, machinery covers and transport components.
- Aluminum tanks, trays, boxes and pressure-free containers with visible seams.
- Repair, prototype and custom fabrication where flexible handheld welding is needed.
Welding Results Gallery
Review aluminum laser welding results across common product types
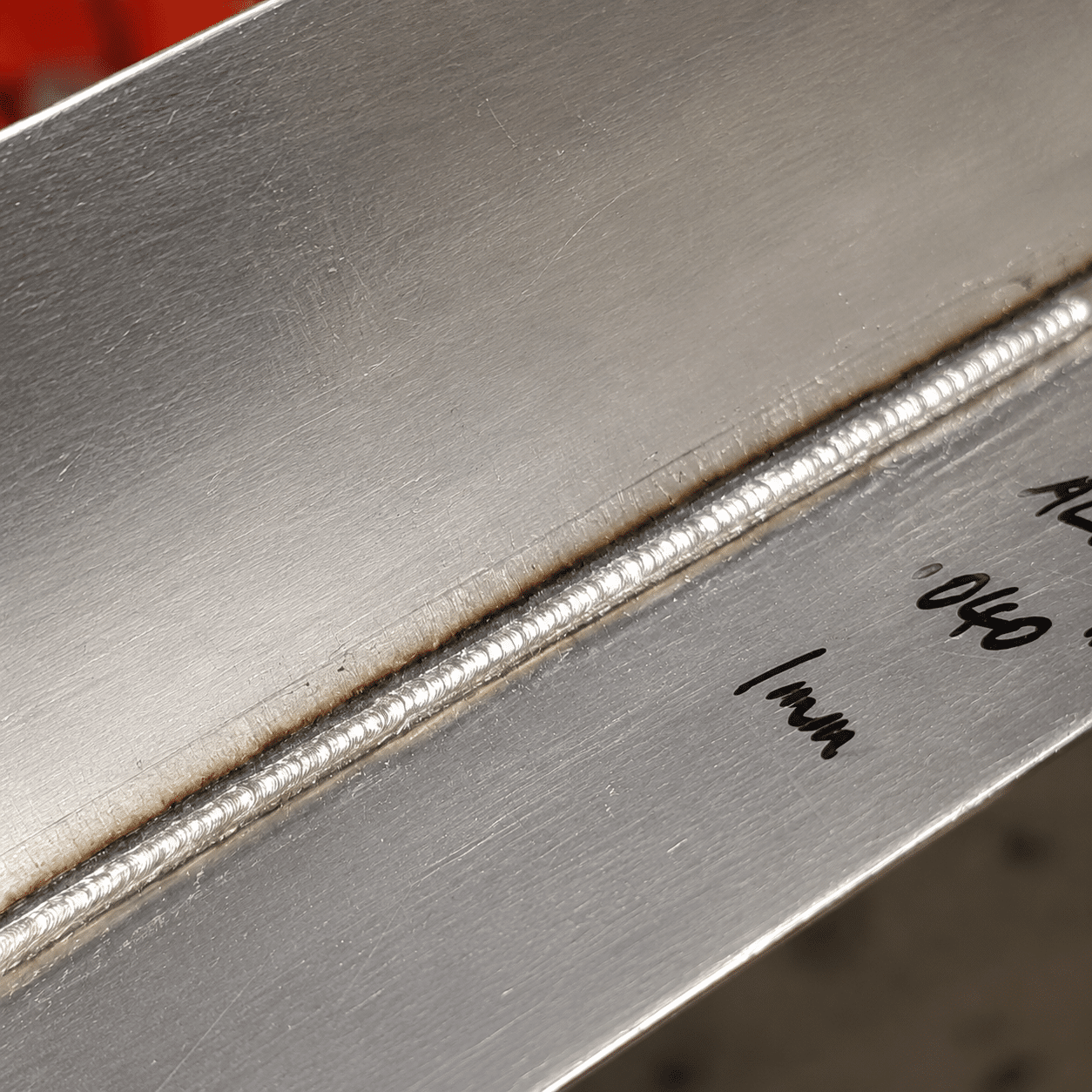
Compare weld samples for aluminum sheet, profiles, corner seams, battery boxes, frames and wire-fed seams.

Aluminum Sheet Welding

Profile Welding

Corner Seam
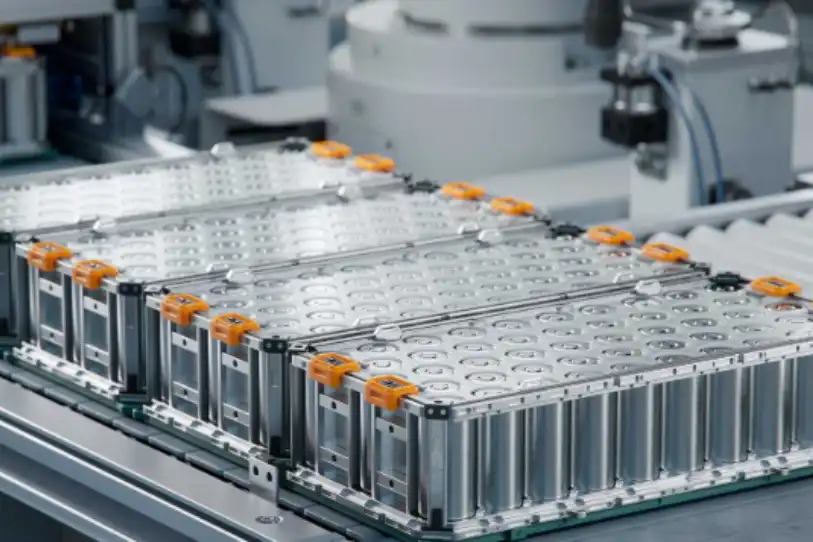
Battery Box Welding

Frame Welding

Wire-Fed Aluminum Seam
Video Demonstration
Watch aluminum laser welding on real workpieces
See welding speed, wire feeding, seam formation and final surface quality before choosing the machine configuration.


