
Copper busbar laser welding joins battery packs and power modules by delivering low-resistance, high-strength joints without filler material, overcoming copper’s tendency to reflect infrared light and rapidly dissipate heat. A 2024 study on remote laser welding of thin copper wire to busbar showed that tuned parameters and surface pre-cleaning produce defect-free welds with electrical resistance matching the base metal. Green (515 nm) and blue lasers absorb approximately 40%+ more energy than 1070 nm fiber, proving the method viable for high-speed EV motor production lines.
This guide answers the questions engineers actually search for. Which joint designs hold up best over time? How much clamping force is needed to stop gaps and the tiny pockets of trapped gas known as porosity? What laser wavelength and power level are enough to beat copper’s reflectivity? And which quality checks, from cutting through a sample to look at its cross-section to running resistance tests, catch defects before they ever reach the field?
Quick Takeaways
- Green and blue lasers absorb approximately 40%+ more energy than 1070nm fiber on copper.
- Use lap joints for busbar stacking; conduction welds suit thin foils.
- Keep clamping gaps under 0.05mm to prevent porosity and weak fusion.
- Pre-clean copper surfaces to remove oxides that raise resistance and cause cracking.
- Verify welds with cross-section metallography, resistance testing, and pull/peel strength checks.
What Is Copper Busbar Laser Welding and Where Is It Used?
Copper busbar laser welding uses a focused laser beam to fuse thick copper conductors (called busbars) that carry high current inside EV batteries, inverters, and power modules. It joins copper without screws or solder, and laser welding has actually become the go-to method for high-volume copper and aluminum busbars in EV battery packs because it delivers high speed, low heat going into the metal, and joints that repeat the same way every time, per 2024 e-mobility welding analyses.
Where do these welds actually go?
These welds sit at the spots carrying the most current in a power system. Three places really dominate here:
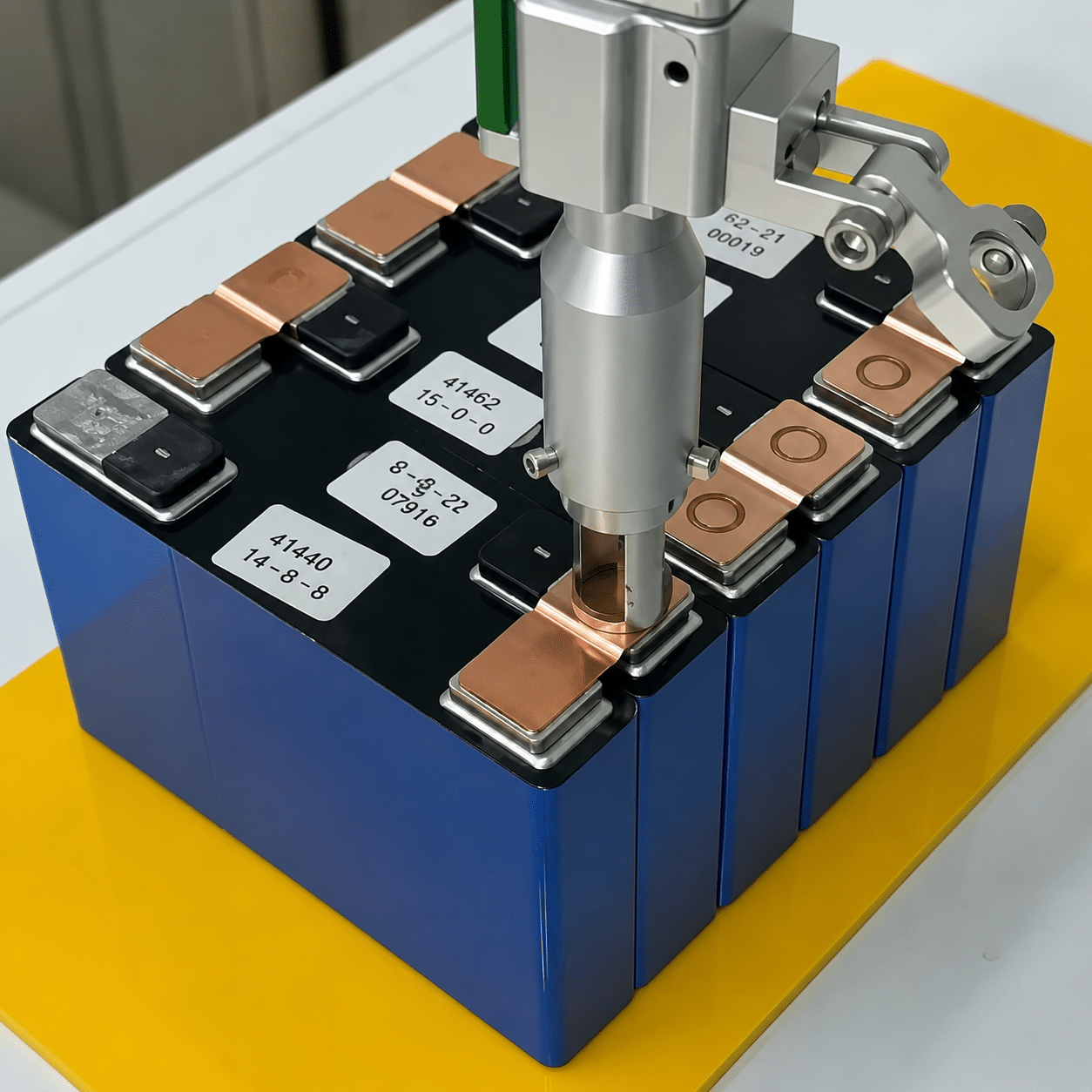
- EV battery packs: the connections between cell tabs and module busbars that have to pass hundreds of amps without heating up.
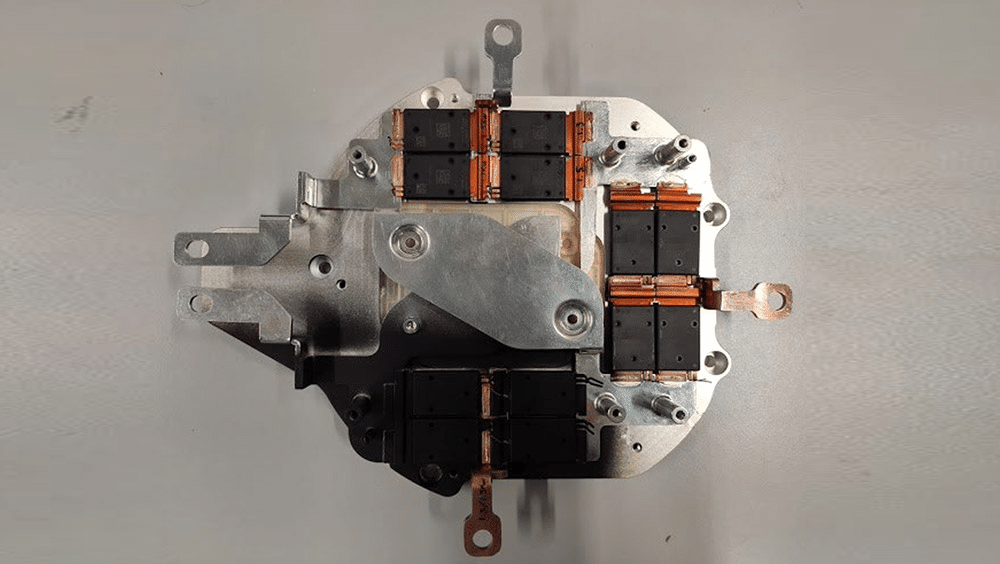
- Inverters and power modules: automated welding of the copper busbars on IGBT modules runs straight on power-electronics production lines, using fiber laser sources paired with galvo (vibrating-mirror) welding heads.
- Electric motor assembly: thin copper wires welded to busbars, where a 2024 remote laser welding study produced defect-free joints with electrical resistance close to the base copper itself.
Why did it replace bolts and soldering?
Bolted joints tend to loosen from vibration and repeated heating and cooling, which adds resistance at the contact point over time. Soldering brings in a low-melting filler that limits how much current can flow, and it cracks under heat too. Laser welding, on the other hand, creates a solid bond between the metals. The two coppers essentially become one piece, giving you lower resistance and no filler material that can fail later. For mass production, that means faster cycle times and steady quality across thousands of joints, which is exactly why copper busbar laser welding took over the assembly line.
Why Is Copper So Hard to Laser Weld?
Copper resists laser welding because it barely absorbs infrared light and drains heat almost instantly. At the 1064nm wavelength most fiber lasers use, cold copper absorbs only about 5% of the incident energy in 2024,2025. The other approximately 95% bounces off. Copper busbar laser welding must overcome both this mirror-like surface and thermal conductivity near 400 W/m·K.
How does high reflectivity destabilize the weld?
High reflectivity makes the weld hard to start and hard to keep steady. When the beam hits shiny copper, most photons reflect straight back, some travel back into the laser source and can damage the fiber or optics. This is called back-reflection risk, and it’s why many shops run isolators or angle the head.
Once melting begins, copper’s absorption jumps sharply above its melting point. That sudden change creates an unstable keyhole (the deep vapor channel the beam drills into the metal). The keyhole flickers between open and collapsed, ejecting molten metal as spatter and trapping gas as porosity.
Why does thermal conductivity make things worse?
Copper’s high thermal conductivity pulls heat out of the weld zone faster than most metals. Aluminum sits near 237 W/m·C; copper runs closer to 400. Heat spreads outward before the pool fully forms, so you need higher peak power just to hold a melt. Push too hard and the keyhole overheats and blows out; ease off and it collapses. Beam wobble and green or blue wavelengths (covered next) exist to break this trap.
Green vs. IR vs. Blue Laser — Which Is Better for Copper?
There’s no single “best” wavelength for copper busbar laser welding. Copper absorbs roughly 5% of infrared (IR) energy at 1070 nm, about 40% of green light at 515 nm, and 55% or more of blue light at 450 nm at room temperature. Because of that gap, only ~5% IR absorption makes IR the hardest to start, while green and blue lasers couple energy far more easily. The right pick depends on your busbar thickness, speed target, and budget.
| Wavelength | Room-temp absorption | Best fit |
|---|---|---|
| IR (1070 nm) | ~5% | Thick busbars, 1–6 kW power, lowest cost per watt |
| Green (515 nm) | ~40% | Thin foils and tabs, low-spatter cell connections |
| Blue (450 nm) | 55%+ | Very thin copper, stable melt start, conduction welds |
When should you still choose an IR fiber laser?
Pick IR when you weld thick busbars and want the lowest capital cost. IR fiber lasers dominate industrial lines at 1,6 kW for busbar joints as of 2025. The weak absorption is fixed with beam wobble and high beam quality, not a different color. A 4 kW IR head can reach roughly 8 mm copper thickness in one pass.
When do green and blue win?
Green and blue beams shine on thin copper under about 1 mm, where high absorption stops the melt pool from collapsing. They cut spatter on cell-tab connections. The trade-off is price: green and blue sources cost far more per watt and top out at lower powers, so they rarely suit thick copper busbar laser welding.
What Process Parameters Give a Stable Copper Weld?
A stable weld when you are doing copper busbar laser welding really comes from pairing 1,6 kW of infrared fiber power with beam wobble running at around 200 Hz. Industrial EV battery and power electronics lines used this 1,6 kW range in 2024,2025 for their busbar joints. The wobble keeps the keyhole open and steady, which cuts down on both spatter and porosity, and those are the two defects that will ruin conductivity.
What power, speed, and spot size work for real busbar joints?
You want to match the power to the thickness, not the other way around. Application data from 2025 shows that a fiber laser with high beam quality (an M² figure below 1.1) running roughly 200 Hz wobble reaches 2.5 mm single-pass keyhole penetration and a 3.2 mm wide seam in copper busbars used for EV interconnects.
- Power: 1500–2000 W handles copper up to 3 mm, while 4 kW pushes that to 8 mm in a single pass.
- Spot size: use a tight focus for thick butt joints, and a slight defocus for thin busbars so the heat spreads out.
- Speed: higher speed lowers the heat going in, though it risks lack of fusion if the power drops too low.
How does wobble stabilize the keyhole?
Wobble basically means the beam oscillates in a small circle or a figure-eight pattern while it keeps moving forward. This motion stirs the melt pool and stops the keyhole, which is the vapor cavity that carries the beam down deep, from collapsing.
When a keyhole collapses it traps gas and throws molten copper, and that is what spatter really is. A wobble amplitude of 0.5,1.5 mm suits lap joints, while a tighter amplitude fits the narrow butt joints where the gap is under 0.1 mm.
How Should You Design Joints and Clamping for Copper Busbars?
Match the joint to the load path, then clamp until the air gap is zero. In copper busbar laser welding, an uncontrolled gap above roughly 0.1 mm causes spatter and blowout because the melt pool has nowhere to sit. A 2024 EV motor study showed that optimized parameters plus surface pre-cleaning produced defect-free welds with resistance close to the base copper, per a SAGE remote-welding study. Tight fit-up is half the battle.
⚠️ Common mistake: Welding copper busbars with a standard 1070 nm fiber laser without accounting for reflectivity, causing unstable melt pools and porosity. This happens because copper reflects most infrared light and dissipates heat too fast for stable conduction. The fix: switch to a green (515 nm) or blue laser, which absorbs 40%+ more energy, and pre-clean surfaces to remove oxides.
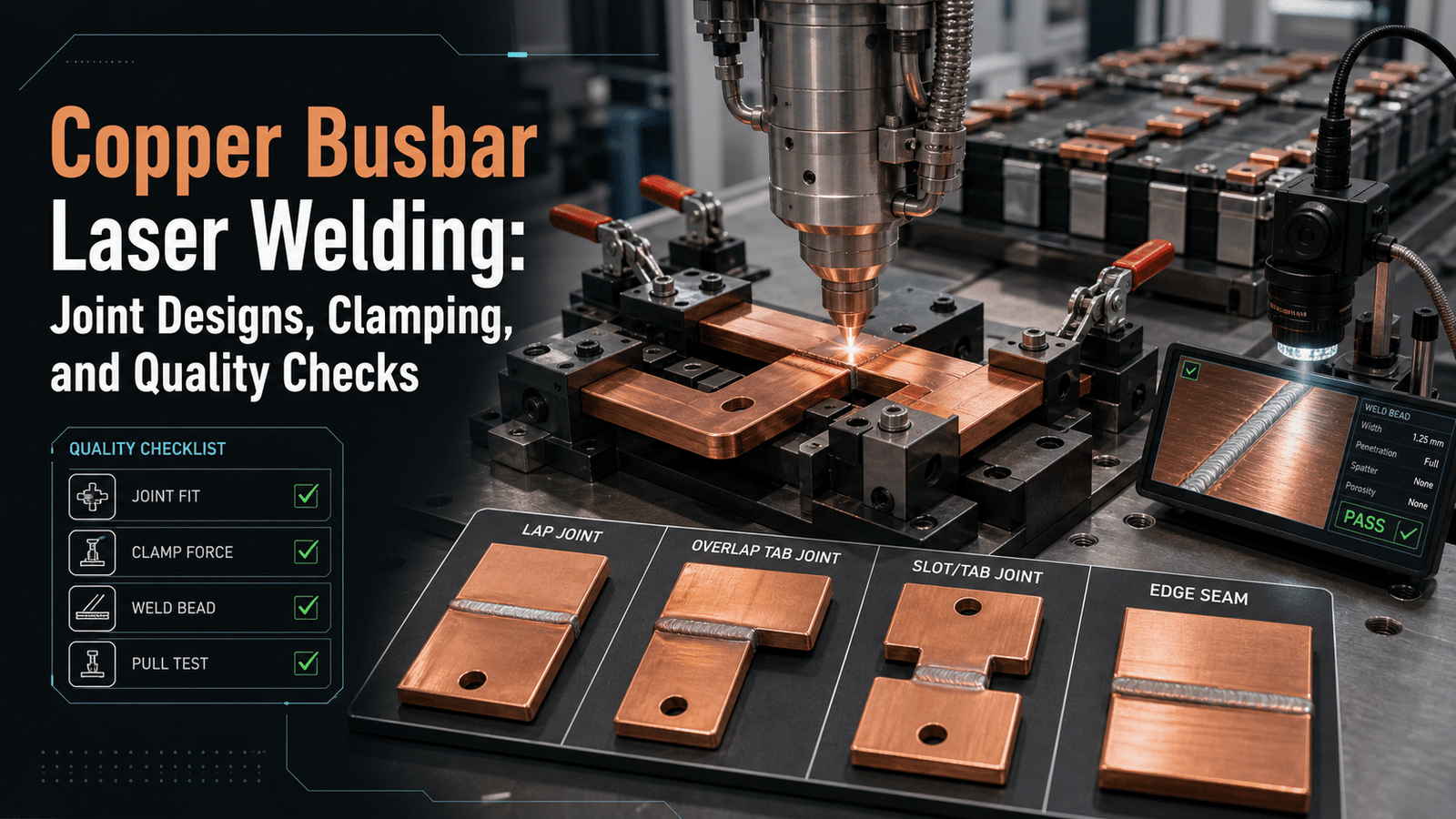
Which Joint Geometry Fits Which Busbar Task?
Pick the geometry by conductor stack and access, not habit. Each type stresses the weld differently.
- Lap joint: overlapping bars, welded top-down. Best for stacked battery interconnects; the overlap adds conduction area and tolerates minor misalignment.
- Butt joint: two bar ends meeting edge-to-edge. Needs the tightest fit-up but keeps the current path flat with no thickness bump.
- Edge joint: two flush upper edges fused together. Fast for thin foil-to-busbar tabs where full penetration isn’t required.
- Fillet joint: a T or corner weld filling the seam. Used when a bar meets a terminal at 90°.
How Do Clamping and Fixturing Kill the Air Gap?
Clamp near the seam and let the fixture pull heat away. Copper drains heat fast, so copper or aluminum backing bars act as a heat sink and stop the weld root from overheating. Apply even pressure within about 2,3 mm of the weld line, since force further out lets thin bars spring open again.
Beam shaping follows the joint. Lap and butt welds gain from ~200 Hz wobble, which spreads energy and stitches over small gaps. For 2,10 mm bars, a core-plus-ring beam profile stabilizes the melt pool and cuts spatter. Skip guesswork,dial the beam to the geometry.
What Weld Defects Occur in Copper Busbars and How Do You Prevent Them?
The four defects that plague copper busbar laser welding are spatter, porosity, hot cracking, and undercut. Each traces back to one of three root causes: air-gap variation, surface contamination, or fast cooling. A 2024 remote laser welding study showed that optimized parameters plus surface pre-cleaning can produce defect-free copper welds with resistance matching the base metal.
How do you stop spatter and porosity?
Spatter comes from an unstable keyhole (the vapor tunnel the laser drills into the metal). Fix it with a circular beam wobble at 100,200 Hz, which smooths melt-pool motion and cuts ejected droplets. Porosity, trapped gas bubbles, usually starts with contamination. Technical guidance from 2024,2025 calls for degreasing and stainless-steel brushing before every weld, plus an argon or helium-rich shield to reduce plasma shielding above the pool.
What causes hot cracking and undercut?
Hot cracking splits the weld as it solidifies, driven by copper’s rapid cooling and any oxygen picked up from a dirty surface. Slow the cooling rate by adding a slight power ramp-down at the seam end, and keep oxygen out with clean gas coverage.
- Undercut: a groove melted along the seam edge — reduce travel speed or widen the wobble to fill it.
- Spatter: use figure-8 or infinity wobble patterns for thick joints.
- Porosity: zero the air gap; even a 0.1 mm gap traps gas.
How Do You Verify Joint Conductivity and Mechanical Strength?
Verify a copper busbar weld with four checks: micro-resistance measurement for conductivity, cross-section metallography for penetration depth, pull or shear testing for strength, and inline monitoring for every weld. A 2024 study on remote laser welding of copper wire to busbar showed optimized welds reach electrical resistance close to the base copper, the pass benchmark for EV motor and battery joints.
How do you confirm the joint carries current?
Use a four-wire micro-ohmmeter across the weld. This method (which cancels out probe lead resistance) reads joint resistance in the microhm range. A common battery-line rule: the welded joint must add no more than 10% over the resistance of the same length of solid busbar. Higher readings mean weak fusion or trapped porosity, both of which heat up under load.
How do you measure penetration and strength?
Cut a sample, mount it, polish it, and etch it. Under a microscope you measure fusion depth and check for cracks or voids. Many battery specs demand at least 2 mm penetration with no crack longer than 0.5 mm. For mechanical proof, pull or shear tests confirm the joint fails in the base metal, not the weld line.
- Micro-resistance test: four-wire probe, pass if ≤10% above solid-busbar resistance.
- Metallography: destructive, samples one part per shift, confirms ≥2 mm penetration.
- Inline optical/thermal monitoring: cameras and photodiodes flag spatter or seam gaps on 100% of welds.
Destructive tests catch process drift; inline monitoring catches individual bad welds. Run both.
Laser vs. Ultrasonic vs. Resistance Welding — Cost and Throughput Compared
Laser wins on speed and flexibility; ultrasonic and resistance win on upfront cost. For high-volume EV battery packs, laser has become the preferred method because it offers high speed, low heat input, and high reproducibility versus resistance, ultrasonic, and friction joining, per 2023,2024 e-mobility welding analyses. But for a low-volume shop, the math can flip.
Here is how the three stack up on the metrics that decide your cost per joint.
| Metric | Laser | Ultrasonic | Resistance |
|---|---|---|---|
| Cycle time per joint | 0.1–1 s | 0.2–1 s | 0.5–3 s |
| Joint resistance | Near base metal | Low, cold joint | Higher, oxide-prone |
| Equipment cost | $80k–$300k+ | $40k–$120k | $20k–$80k |
| Tooling wear | None (no contact) | Horn/anvil wear | Electrode wear, frequent dressing |
| Copper thickness range | Up to ~8 mm | Under ~2 mm | 0.5–4 mm |
When laser wins: No consumable electrodes means no dressing downtime, and one head reaches thick 8 mm bars a wobble ultrasonic horn can’t touch. Its non-contact beam also switches joint geometry in software, not tooling.
When the others still win: For thin foil-to-tab stacks under 2 mm, ultrasonic makes a cold, oxide-free bond without melting. For simple lap joints in a small run, a resistance welder at a fifth of the laser’s capital cost may pay off faster. Copper busbar laser welding earns its price only when volume, thickness, or joint variety climb.
Frequently Asked Questions
Short answers to the questions engineers ask most before running their first copper busbar laser welding job. Each covers a real decision point on the shop floor.
Can an IR fiber laser weld copper without a green laser?
Yes. A 1070 nm infrared fiber laser welds copper fine once the melt pool forms, even though copper absorbs only about 5% of the beam at room temperature, per 2024 industry data. The trick is getting past that cold start. Use beam wobble near 200 Hz and high beam quality (M² under 1.1) to stabilize keyhole formation. Once the surface heats and melts, absorption jumps sharply and the weld runs steady.
What’s the minimum weldable busbar thickness?
Thin busbars below 0.5 mm are the hard limit for most setups because they burn through fast. Below that, drop into conduction mode with slight defocus to spread heat. On the thick end, a 1500,2000 W handheld wobble system welds copper up to 3 mm in one pass, while a 4 kW fixed head reaches roughly 8 mm, per 2025 supplier reports.
How do you avoid back-reflection damage?
Angle the head 5,10 degrees off vertical so reflected 1 µm light misses the fiber core. Add an isolator and back-reflection sensor. Modern sources auto-shutter when reflection spikes during the cold-start phase.
Do nickel or tin coatings help absorption?
Yes. Nickel plating raises IR absorption above bare copper’s 5%, easing initiation. Tin melts early and can add porosity, so brush it back before welding.
Conclusion and Next Steps
Choose your wavelength by copper thickness, then lock geometry with zero-gap clamping and validate with resistance plus cross-section checks. For copper busbar laser welding, a 1500,2000 W fiber laser handles up to 3 mm in one pass, while 4 kW fixed-head systems reach roughly 8 mm, per 2024,2025 supplier data. Match power to stack-up first, everything else follows.
The wavelength-to-geometry logic is straightforward. Thin foils and tabs favor green or blue light for stable coupling. Thick bars favor IR fiber with beam wobble around 200 Hz to punch through copper’s 5% room-temperature absorption. Pick the beam, then fix the joint so molten metal has nowhere to escape.
What should your setup evaluation checklist cover?
Run through these before signing off on any line:
- Wavelength match: green/blue for <1 mm foils, IR fiber for 2–8 mm bars.
- Beam quality: M² under 1.1 for keyhole stability on thick copper.
- Clamping: air gap measured at zero across the full seam length.
- Shielding: argon or helium-rich flow to suppress plasma and porosity.
- Monitoring: real-time vision plus fume extraction on the head.
- Verification: micro-resistance, cross-section, and pull-test sampling.
Now run trials on real parts. A 2024 study on remote welding of copper wire to busbar showed that optimized parameters plus surface pre-cleaning produced defect-free welds with resistance matching the base material. Don’t trust datasheet numbers alone. Weld 20,30 representative busbar samples at your exact thickness and alloy, then measure. That trial data tells you whether your window holds in production.
See also
What Is Filler Metal and Why Is It Essential in Welding
1500w fiber laser welding machine price
Average Prices for 100W to 1000W Pulse Laser Cleaners



