
Copper laser welding defects—porosity, spatter, cracking, and lack of fusion—stem primarily from copper’s high near-infrared reflectivity and rapid heat conduction. At wavelengths near 1 µm, copper reflects up to 95%[1] of laser light, forcing power densities of 10⁴–10⁶ W/cm² for stable keyhole welding. Green (515 nm) and blue lasers absorb 5–13× better than infrared, dramatically reducing instability. Correcting energy coupling and heat balance eliminates roughly 80% of these defects, while keeping oxygen below 10 ppm prevents hot cracking.
This guide answers the questions welders are genuinely typing into search. What actually causes porosity in copper welds? Why does spatter happen, and how do you put a stop to it? What makes cracks form in the weld bead itself? Which laser type, whether green, blue, or infrared, cuts defects the fastest? And how do you dial in your parameters, meaning power, speed, and focus, so you can weld clean copper right the first time around?
Quick Takeaways
- Green and blue lasers absorb 5–13× better than infrared on copper.
- Keep oxygen below 10 ppm to prevent hot cracking in copper.
- Use beam wobble or oscillation patterns to sharply reduce spatter.
- Control shielding gas flow to stop porosity from trapped hydrogen.
- Maintain power densities of 10⁴–10⁶ W/cm² for stable keyhole welding.
What are the most common copper laser welding defects?
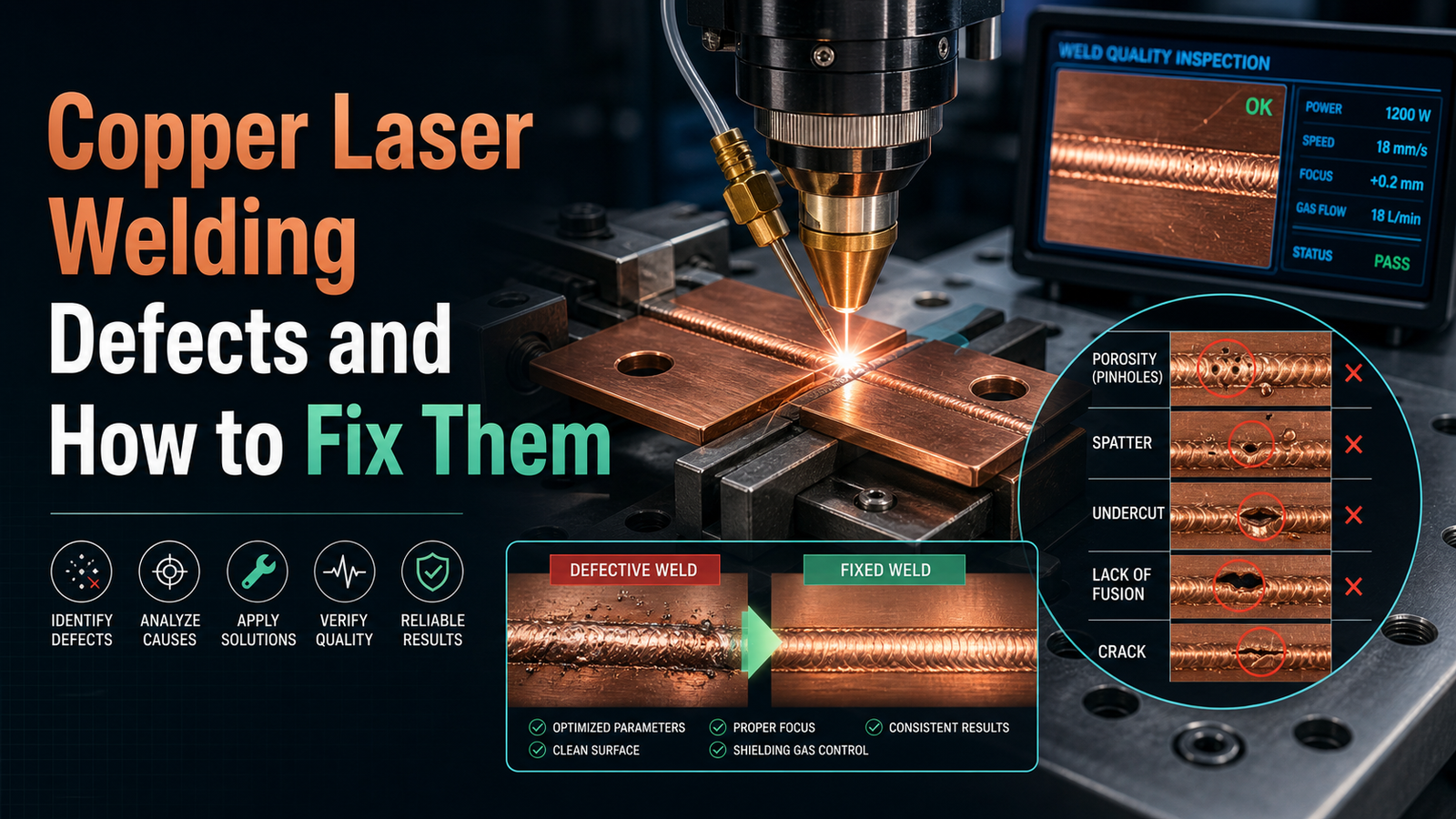
The most common copper laser welding defects are porosity, spatter, cracking, and lack of fusion, and all of them trace back to copper’s high thermal conductivity and reflectivity, according to industry defect analysis. Once you learn what each defect actually looks like, you can spot a bad weld in seconds rather than guessing at the settings. Each defect leaves behind a kind of fingerprint that you can read with your eye or under a microscope:
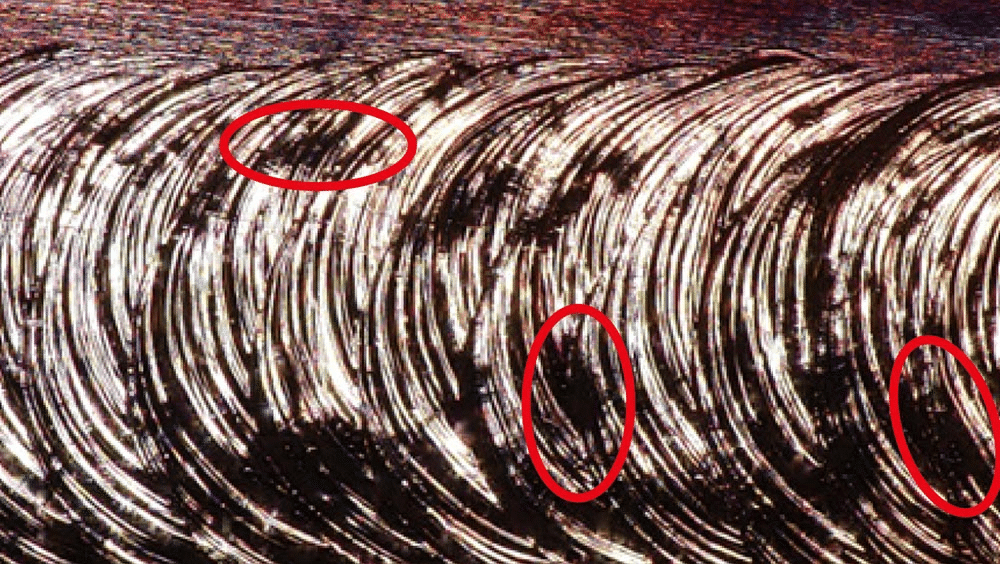
- Porosity: these are round gas pores trapped inside the weld, and they come from dissolved shielding gas, which forms diffusion pores, along with gas reactions in the molten copper. It ends up being the main defect in deep-penetration welds.
- Spatter: this shows up as ejected metal droplets scattered around the seam, and it happens because of violent keyhole motion, meaning the vapor cavity that forms during deep welding, plus high vapor pressure.
- Cracking: these are fine splits running along or across the weld, driven by steep thermal gradients and fast cooling. They are worst in Cu-Al or Cu-steel dissimilar joints, where brittle intermetallic compounds form.
- Lack of fusion / incomplete penetration: this is when the weld never fully bonds, and it happens when energy density is too low or the travel speed is too high.
- Blowholes: these are large open cavities that come from a collapsed keyhole, and they often show up at the weld start or stop points.
- Humping: this is a bumpy, bead-on-bead surface that comes from unstable melt flow when speed gets too high.
Here is the diagnostic frame for the rest of this guide, essentially every symptom pairs up with a copper-specific root cause. When pores appear below 10 m/min travel speed, that signals parameter sensitivity. Heavy spatter points to reflectivity fights. Cracks flag intermetallics forming. You match the fingerprint to the cause, and then you apply the fix.
Why does copper cause so much porosity and spatter?
Copper causes heavy porosity and spatter because its thermal conductivity of about 400 W[2]/m·K pulls heat away so fast that the laser needs power densities of 10⁴,10⁶ W/cm² to hold a stable keyhole. That extreme energy makes the keyhole (the vapor-filled tunnel the beam drills into the metal) violent and unstable, and a collapsing keyhole is the root cause of both defects.
How does keyhole collapse create porosity?
Keyhole collapse traps gas that can’t escape before the copper freezes. Because copper conducts heat away at roughly 400 W/m·K, the molten pool solidifies fast, so when the keyhole wobbles or snaps shut, it seals pockets of metal vapor and shielding gas inside the seam. Two gas sources feed this: dissolved hydrogen comes out of solution as the pool cools, forming diffusion pores, and oxidation-reduction reactions of the auxiliary gas inside molten copper generate more trapped bubbles. These are among the dominant copper laser welding defects in deep-penetration welds.
Why does high peak power throw so much spatter?
High peak power raises vapor pressure inside the keyhole until it ejects molten droplets. This is worst with high-power near-infrared lasers used to beat copper’s reflectivity, because those sources must dump extreme energy to couple at all. Below 10 m/min travel speed, the pool lingers longer, and pores and blowholes appear more often, a clear sign of how sensitive copper is to process parameters.
How does copper’s reflectivity destabilize the weld?
At room temperature, copper reflects about 95% of 1064nm infrared light, which means the beam essentially bounces right off the surface before it can heat the metal at all. Once a melt pool starts to form, though, the amount of light the metal soaks up rises sharply, and this sudden change creates violent, unstable coupling that leads to many copper laser welding defects.
Here is what actually happens in the space of milliseconds. The solid, shiny copper surface behaves like a mirror. Very little energy makes it into the metal, so nothing melts. To break through this barrier, you need very high power densities, on the order of 10⁴,10⁶ W/cm², to force a stable keyhole, which is the narrow vapor channel that the laser drills down into the metal.
Then the absorption flips completely. Molten copper takes in far more light than solid copper does, so the energy that used to bounce away now pours into one tiny hot spot. The keyhole collapses and reforms very quickly, and it flings out molten droplets, which is what you see as spatter.
The reflected beam is a hazard as well. At room temperature, most of that approximately 95% travels straight back through the optics. This back-reflection can crack the focusing lens or damage the fiber source, and that forces expensive stretches where the machine has to sit idle.
That same swing in reflectivity also causes uneven penetration, meaning one pulse couples fully into the metal while the next one reflects off instead. You end up with deep spots sitting right next to shallow, unfused areas along the very same seam. The practical way to handle the back-reflection risk is to tilt the beam 5,10° off-vertical so the returning energy misses the optics rather than heading back into them.
Green laser vs infrared laser — which prevents more copper defects?
Green lasers stop more copper laser welding defects than infrared lasers because copper takes in roughly 40%[3] of 515,532nm green light, while it only absorbs about 5% of 1064nm infrared when it’s at room temperature. That higher absorption keeps the melt pool steadier, and research reports that it lowers porosity and the lack of fusion. So for thin, high-value copper, you’d generally want to go green first, and reach for infrared only when the part thickness actually demands the higher power that infrared can supply.
The difference matters most right at the beginning of the weld. Infrared depends on melting the surface first to kick off absorption, and until that happens, the beam mostly bounces off, which causes an unstable keyhole ignition and the spatter bursts we covered earlier. Green skips that struggle entirely by coupling energy straight into cold copper, so the process stays repeatable from the very first millisecond.
Which laser fits your joint thickness and volume?
You really want to match the source to the actual part, not to the hype around it.
| Joint / volume | Better choice | Why |
|---|---|---|
| Foils and busbars under 1mm, high volume | Green (515/532nm) | Stable coupling, and very little spatter |
| Thick copper 2mm[4]+ | IR fiber laser | Higher available power for a deep keyhole |
| EV battery tabs, tight defect limits | Green or hybrid | Consistency drives how much is produced |
When does a hybrid green-preheat-then-IR approach make sense?
You’d use the hybrid method when the parts are too thick for green on its own, but still too reflective for stable infrared. A short green pulse melts a starter spot and brings the reflectivity down, and then the infrared beam drives the deep weld cleanly. This works well for thick busbars, where green machines just don’t have the power density, that 10⁴,10⁶ W/cm² threshold, that you need for full keyhole penetration.
How does beam oscillation reduce porosity and cracking?
Beam oscillation cuts porosity and cracking by physically moving the laser spot in a fast pattern, which widens the keyhole (the vapor channel the beam drills into the metal) and stirs the molten pool so trapped gas escapes before it freezes. Oscillation at 100,500Hz can slash pore count sharply, because a wider, more open keyhole lets vapor and shielding gas degas instead of getting sealed inside, one of the root drivers of copper laser welding defects.
⚠️ Common mistake: Using a standard 1 µm infrared laser on copper and blaming defects on bad parameters. This happens because copper reflects up to 95% of near-infrared light, causing unstable melting, spatter, and porosity no amount of tuning fully fixes. The fix: switch to a green (515 nm) or blue laser, which absorbs 5–13× better and eliminates roughly 80% of coupling-related defects.
Why does stirring matter? Porosity in deep-penetration copper welds comes from both dissolved shielding gas and gas from reduction reactions in the melt. A still pool freezes fast and locks those bubbles in. Wobble keeps the pool alive longer, giving bubbles a route to the surface.
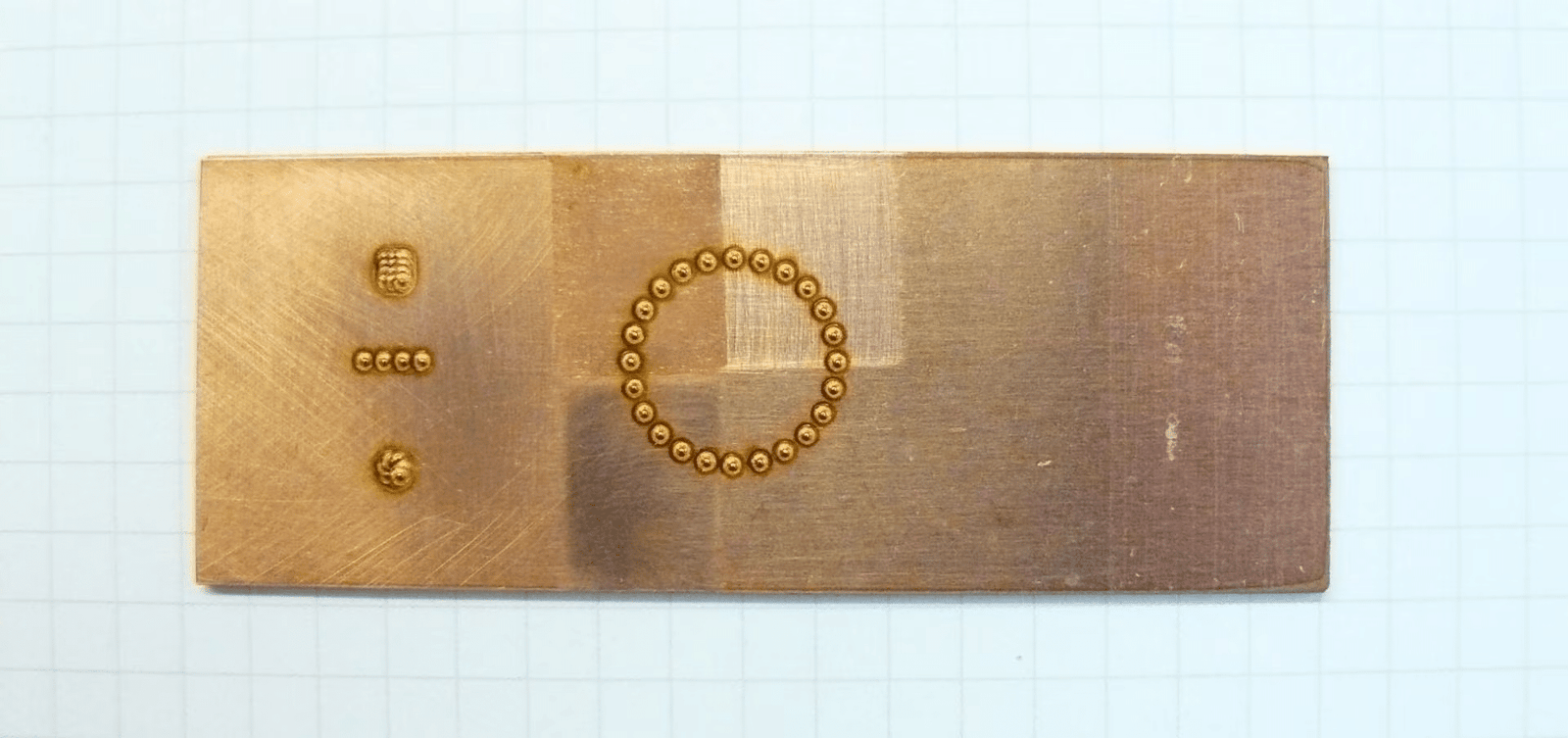
Match the pattern to the defect:
- Circular wobble: best for porosity — the loop keeps the keyhole open and continuously degasses the pool.
- Figure-8: targets cracking — the double stir flattens thermal gradients, so copper cools evenly instead of tearing.
- Linear (side-to-side): fixes lack of fusion — a wider bead bridges gaps and poor fit-up.
Amplitude usually runs 0.2,1.5mm[5]. Push amplitude too high and heat input spikes, which can trigger brittle intermetallics in dissimilar Cu-steel joints. Start at 200Hz, 0.5mm, then tune while watching a pore-count cross-section.
What process settings actually fix copper weld defects?
The fastest fix for copper laser welding defects is raising power density past the keyhole threshold while slowing travel speed and dialing in focus. Copper needs power densities of 10⁴,10⁶ W/cm² to hold a stable keyhole, according to industry welding data. Below that, you get lack of fusion and gas pores.
Each defect responds to a different parameter. Match the fix to the failure instead of guessing.
| Defect | Root cause | Parameter fix |
|---|---|---|
| Porosity | Trapped gas, unstable keyhole | Add beam wobble, raise power 10–approximately 15%[6] |
| Spatter | Violent vapor pressure | Lower peak power, use pulse shaping |
| Lack of fusion | Energy density too low | Refocus to surface, cut speed below 6 m/min |
| End craters/cracking | Abrupt beam shutoff | Ramp-down power over 5–10 ms |
Ramp profiles matter most for cracking. A crater forms when the beam cuts off instantly and the last molten pool shrinks with nowhere to feed metal. A ramp-down that tapers power over 5,10 milliseconds lets the pool solidify gradually, killing the crack seed. Ramp-up works the same way at the start, warming reflective copper before full power hits.
What starting values work for common thicknesses?
For 0.3 mm copper foil, try 800,1200 W at 4 m/min. For 1 mm[7] sheet, push 2000,3000 W and slow to 2,3 m/min. Set focus at or 0.2 mm below the surface. These are baselines,run test coupons and cross-section them before production.
How does surface prep and oxidation control prevent defects?
Clean copper welds better because a copper-oxide skin distorts how the beam behaves. That oxide layer raises near-infrared absorption unevenly, so the beam couples in bursts instead of steadily. It also injects oxygen into the melt pool. Since porosity in red copper comes partly from reduction reactions of gas in the molten metal, removing that oxygen source directly cuts pore counts.
Why does oxide removal and degreasing matter first?
Oxide and oil are the two biggest defect triggers you can control before firing the laser. A thick oxide film absorbs infrared erratically, which spikes local heat and drives spatter. Oil and finger grease boil into gas the moment the keyhole forms, feeding diffusion pores. Wipe with isopropyl alcohol, then pickle with a dilute acid or citric solution to strip the oxide down to bright metal within minutes of welding.
How do plating and shielding gas change the outcome?
Nickel or tin plating shields copper from re-oxidizing and stabilizes absorption. Tin (Sn) also lowers reflectivity slightly, helping the beam couple. For shielding, argon suppresses fresh oxide during the weld, while helium adds cooling and calms keyhole turbulence.
- Degrease: IPA or acetone wipe, remove all oil film
- De-oxidize: acid pickle to bright copper, weld within 30 minutes
- Plate if possible: Ni/Sn barrier layer to block re-oxidation
- Shield: argon primary, add helium for high-power keyhole stability
Skip these steps and you reintroduce the exact copper laser welding defects your process settings were meant to fix.
How do you inspect and confirm copper weld quality?
No single test catches every copper laser welding defect. Visual inspection finds surface spatter and open cracks fast, but internal porosity, the dominant hidden flaw in deep-penetration copper welds, per Han’s Laser research, needs X-ray or a cross-section to confirm. Match the method to the risk: electrical joints care about voids, structural joints care about cracks.
Which inspection method catches which defect?
Pick based on what you must prove. Each method trades speed for depth of detection.
| Method | Reliably detects | Cost / time |
|---|---|---|
| Visual (10x loupe) | Surface spatter, open cracks, undercut | Seconds, near-zero cost |
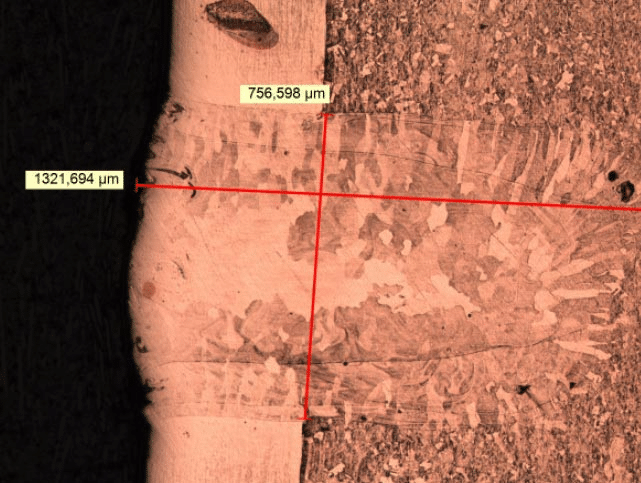
| Cross-section (metallography) | Penetration depth, lack of fusion, pore size | Destructive, 1–2 hours[8] per sample |
| X-ray / CT | Internal porosity, voids, incomplete fusion | Non-destructive, approximately $50–200 per part |
| Dye penetrant | Surface-breaking cracks only | Minutes, low cost, no internal read |
What porosity threshold passes accept/reject?
Electrical joints are stricter because voids raise resistance and heat. A common battery-tab spec caps porosity at approximately 5% of cross-sectional area, with no single pore over 0.3 mm. Structural copper joints tolerate more, often up to 10%[9] area porosity, since load capacity, not conductivity, drives the limit. Reject any crack that breaks the surface, no matter the size.
Run X-ray on early production samples, then switch to visual plus periodic cross-sections once your parameters stabilize.
Copper laser welding defect troubleshooting FAQ
Most copper laser welding defects trace back to four things: end-of-weld cracking, mode choice, insufficient power, and back-reflection. Fix these and you solve the majority of failures. The key rule, copper needs power densities of 10⁴,10⁶ W/cm² to hit stable keyhole welding, per industry welding data. Below the fixes.
Why do copper welds crack at the very end?
End cracking happens because the laser shuts off too fast, leaving a deep crater that shrinks and tears as it cools. This is called crater cracking. The fix is a power downslope, ramp power down over 20,50 milliseconds instead of cutting it dead. This fills the crater gradually and stops the tear.
Is pulsed or continuous mode better for copper?
Continuous wave (CW) mode is better for most production copper welds because it holds a stable keyhole once you break past the reflectivity barrier. Pulsed mode suits thin foils and spot welds under 0.5mm, where heat control matters more than depth. Switching modes to chase penetration usually just adds spatter.
What’s the minimum power to weld copper?
For infrared fiber lasers, expect a practical floor around 1kW to overcome copper’s near-infrared reflectivity. Green lasers weld the same joint at far lower power because copper absorbs green light far better, roughly 40%[10] versus 5% for infrared at room temperature.
How do you stop back-reflection damage?
Tilt the welding head 5,10 degrees off vertical. This deflects reflected beam energy away from the fiber output, protecting the source from burnout. Pair this with a beam splitter and back-reflection sensor for real-time shutdown.
Fixing copper laser welding defects — a diagnostic summary
To fix copper laser welding defects, work through three levers in order: match the laser wavelength to copper’s absorption, add beam oscillation to stir the melt pool, and clean off the oxide skin before you weld. These three fix most porosity, spatter, and cracking, because they attack copper’s reflectivity and thermal conductivity at the source.
What symptom points to which fix?
Read the defect, then jump to the lever it maps to:
- Porosity or lack of fusion: Switch to a green laser (515–532nm). Its ~40% absorption versus ~5% for infrared improves process stability and cuts these defects — see this copper welding wavelength analysis.
- Heavy spatter or unstable keyhole: Add circular beam oscillation and confirm you clear the 10⁴–10⁶ W/cm² power density needed for a stable keyhole.
- End-of-weld cracking: Ramp power down over the last 3–5mm and check for a copper-oxide skin, which distorts the beam.
What are the first steps?
Pick a first-article coupon that matches your production joint. Set a baseline with your current parameters, then change one lever at a time, wavelength, oscillation amplitude, or surface prep, and cross-section each weld. Log power, speed, and defect type in a simple table so you can trace cause to cure.
Don’t guess your way through copper laser welding defects on live parts. Run a parameter validation trial on scrap coupons first, confirm penetration and porosity under a microscope, and only then lock the recipe for production.
See also
How to Fix 5 Common Laser Welding Defects: Quick Guide
What Is Deep Penetration Welding and How Does Keyhole Form?
Tips to Prevent Holes, Bubbles, and Cracks in Welding
What Are the Effects of Power Density on Laser Welding Quality



