
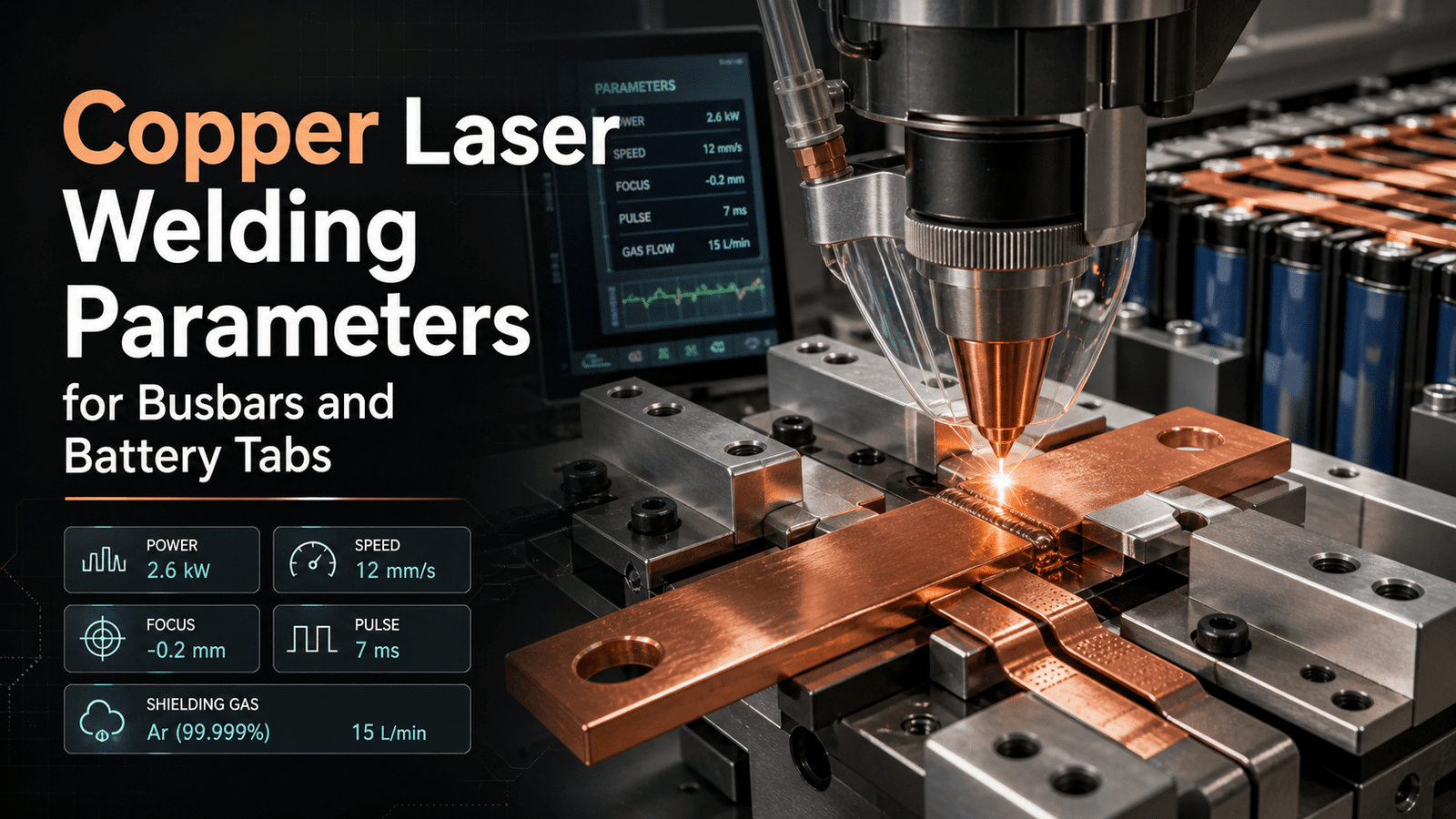
Copper laser welding parameters depend on thickness and mode: deep-penetration welds of 1 mm[1] copper require a minimum laser power of ~2.2 kW (RWTH Aachen, 2022), while thin battery-tab foils run 200–400 W in conduction mode. Because room-temperature copper reflects roughly 95% of near-infrared light, green lasers (515 nm) drop that reflectivity below approximately 60%, improving coupling. Target weld resistance below 50 µΩ for busbar joints, and use beam oscillation (wobble) to control spatter and stabilize the keyhole.
This guide answers the questions that engineers actually tend to ask. What power, speed, and spot size do busbars and battery tabs really need? Why does the laser wavelength, meaning green versus infrared, change everything when you’re dealing with copper? How do you keep spatter and porosity under control? And which parameter windows work for foil-thin tabs as opposed to thick busbars? These are the practical concerns that come up again and again on the shop floor.
Quick Takeaways
- Deep-penetration copper welding requires ~2.2 kW minimum power at 1 mm thickness.
- Green lasers (515 nm) cut copper reflectivity from 95% to under 60%.
- Run thin battery-tab foils at 200–400 W in conduction mode.
- Use beam oscillation (wobble) to reduce spatter and stabilize the keyhole.
- Target weld resistance below 50 µΩ for reliable busbar joints.
What Laser Welding Parameters Does Copper Need For Busbars And Battery Tabs?
Thin copper joints for busbars and battery tabs weld best with a green laser (515nm) at 1,3 kW[2], welding speeds of 50,300 mm/s, a focused spot of 50,100 µm, and the focus set at or just below the surface. Green light matters here because copper actually absorbs about 35,approximately 40% of it, compared to only roughly 5% for near-infrared fiber lasers, so the wavelength you pick ends up driving every other parameter choice you make.
The core rule is pretty simple. You pick your wavelength first, and then you set the power and speed around it. With a near-infrared (1064nm) laser, copper reflects most of the beam when it is cold, so you basically need brute force. The research cited by RWTH Aachen (2022) puts the lower power limit for deep-penetration welding of a 1 mm copper sheet at 2.2 kW, running below 10 mm/min. At under 10 mm/min, that speed is far too slow for a battery production line that cycles every fraction of a second.
Green and blue lasers flip this whole problem around. Because the copper absorbs so much more, you couple the energy in faster, which means you can drop the power and crank up the speed. A 515nm source melting a 0.3 mm tab will often run under 1 kW at 200 mm[3]/s. Spot size is what ties all of it together.
Deep welding needs several kW focused into 0.05,0.15 mm² for millimeter-scale copper, while tabs are thinner, so a tighter spot at lower power keeps the heat-affected zone small and protects the nearby cell separators. These copper laser welding parameters interact really tightly with each other, so when you change one, you have to retune the rest.
Why Is Copper So Hard To Laser Weld?
Copper resists laser welding because it reflects roughly 95% of near-infrared light at 1064nm, absorbing only about 5% of a fiber laser’s energy at that wavelength. That means 95 out of every 100 watts bounce off the surface, so your copper laser welding parameters must fight against physics from the very first millisecond.
Two properties drive the trouble:
- Reflectivity (~95% at 1064nm): The beam barely couples into the metal until the surface melts. Once it melts, absorption jumps to over 60%, and energy dumps in fast. This sudden switch causes unstable coupling.
- High thermal conductivity (~400 W/m·K): Copper pulls heat away faster than almost any metal. Energy spreads sideways into the battery cell instead of staying in the weld zone.
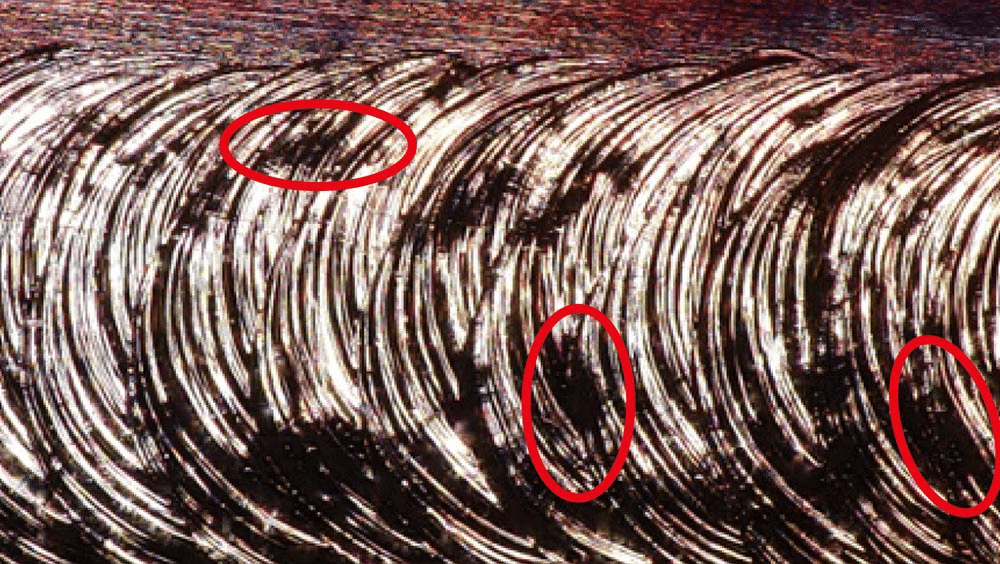
That runaway coupling triggers a chain of defects. When the beam suddenly punches deep, the keyhole (the vapor channel the laser drills) becomes unstable and can collapse. A collapsing keyhole traps gas, leaving porosity and violent spatter. Rapid cooling from that heat flow then feeds solidification cracking.
The opposite failure is a cold weld,the joint looks fused but never bonded properly. Because copper drains heat so quickly, weak links look fine visually yet peel apart under vibration. In battery packs, spatter near cell terminals can even short-circuit modules, so parameter control is a safety issue, not just quality.
Green And Blue Lasers vs IR (1064nm) — Which Is Better For Copper?
Wavelength decides everything here. Green (515nm) and blue (450nm) beat infrared (1064nm) for copper because copper soaks up their light far better: Laserax reports copper absorbs about 5% of near-infrared fiber laser light, 35,40% of green, and roughly 60% of blue. Higher absorption means lower power and a calmer, more repeatable melt pool.
That absorption jump reshapes the whole parameter set. Green needs less peak power to start melting, so spatter drops and weld depth becomes predictable. A 2024 ScienceDirect study ran 515nm at up to 3000 W against 1030nm at up to 6000 W[4] in a coupling-efficiency comparison, the shorter wavelength did the same job at half the peak power.
When does IR with wobble suffice for battery tabs?
Use IR for thin tabs. For copper under 0.3mm, an infrared fiber laser with beam wobble (a small circular oscillation that spreads heat) usually works fine, because wobble smooths the unstable IR coupling that plagues bare copper. You already own IR fiber sources, so this is the cheapest path. Skip green here, at foil thickness it rarely pays off.
When is green or blue worth the cost for busbars?
Go green or blue once copper crosses 0.5mm or you need deep, spatter-free welds on thick busbars. IR at that thickness demands high peak power and still throws molten copper, whereas green cuts porosity and stabilizes penetration, which matters for high-current EV battery joints. The higher laser cost buys yield, that trade-off drives most copper laser welding parameters teams choose in 2026 for thick-section work.
How Do The Core Process Parameters Interact In Copper Welding?
The various copper laser welding parameters never really work in isolation. Power, welding speed, spot diameter, and focal position all combine into one figure that ultimately decides whether the weld succeeds: energy density. Because copper reflects nearly all of the incoming light until it reaches a sudden point where it starts absorbing, you have to front-load enough power to get past that jump before a stable melt pool can form.
The trade-off here is pretty sharp. Energy density, meaning the watts packed into the focused spot, goes up when you shrink the spot or slow down the beam. For copper on the millimeter scale, deep welding needs several kilowatts focused into just 0.15 to 0.05 mm² to keep a keyhole going. If you widen the spot, you lose penetration, and if you speed things up, the pool cools off before it actually fuses.
This reflectivity issue essentially forces you into a power ramp-up strategy. Copper at room temperature absorbs almost nothing, so a cold start just reflects the beam back. Once the surface heats up and melts, though, absorption climbs steeply and the coupling becomes stable. A slow start really proves the point here: literature cited by RWTH Aachen reports a 2.2 kW power floor and under 10 mm/min speed for deep-penetration welding of 1 mm copper using a conventional red laser (2022).
The practical way to handle this is to apply a short high-power spike right at the weld start, which punches through that reflective phase, and then drop down to a steady level for the rest of the seam. This front-loaded ramp cuts down on spatter and keeps the beam from bouncing back into the optics. Next, you can see how these settings shift depending on the type of joint you are working with.
What Starting Parameters Work By Copper Thickness And Joint Type?
Start thin battery tabs (0.2,0.4mm) on a green laser at 400,900W, 150,400mm/s, with a 50,80µm spot and zero to +0.5mm focus offset. For 0.5,2mm busbars, jump to 2.5,6kW[5] and slower speeds.
Deep copper welding needs several kW focused into a 0.05,0.15mm² area, per Laser Focus World. Treat these as launch points, then dial in.
Lap joints tolerate more power than butt joints because the beam sees a thicker stack. Butt joints need tighter spot control and often 10,approximately 20% less power to avoid blow-through.
| Case | Laser | Power | Speed | Spot | Focus offset |
|---|---|---|---|---|---|
| 0.2mm tab, lap | Green 515nm | 400–600W | 200–400mm/s | 50µm | 0 |
| 0.4mm tab, lap | Green 515nm | 700–900W | 150–300mm/s | 70µm | +0.3mm[6] |
| 0.5mm busbar, butt | IR 1064nm | 2.5–3.5kW | 50–120mm/s | 100µm | 0 |
| 1–2mm busbar, lap | IR 1064nm | 4–6kW | 30–80mm/s | 150µm | −0.5mm |
These copper laser welding parameters shift with alloy purity and surface coating. A 2024 study compared 515nm at 3000W against 1030nm at 6000W[7] for the same joints, per ScienceDirect, confirming the shorter wavelength reaches equal penetration at half the power. Run a 5-sample power ramp before committing.
How Do Beam Oscillation And Pulse Shaping Stabilize The Copper Melt Pool?
Beam oscillation and pulse shaping calm the copper melt pool by spreading heat and controlling how fast the keyhole opens and closes. In a 2024 study of quasi-continuous-wave welding of Cu-Cu joints at 750 W peak power, researchers tested oscillation amplitudes from 0.2 mm to 0.8 mm and frequencies from 100 Hz to 400 Hz. These two tools widen the process window so small power drifts no longer wreck the weld.
Which Wobble Pattern And Amplitude Should You Pick?
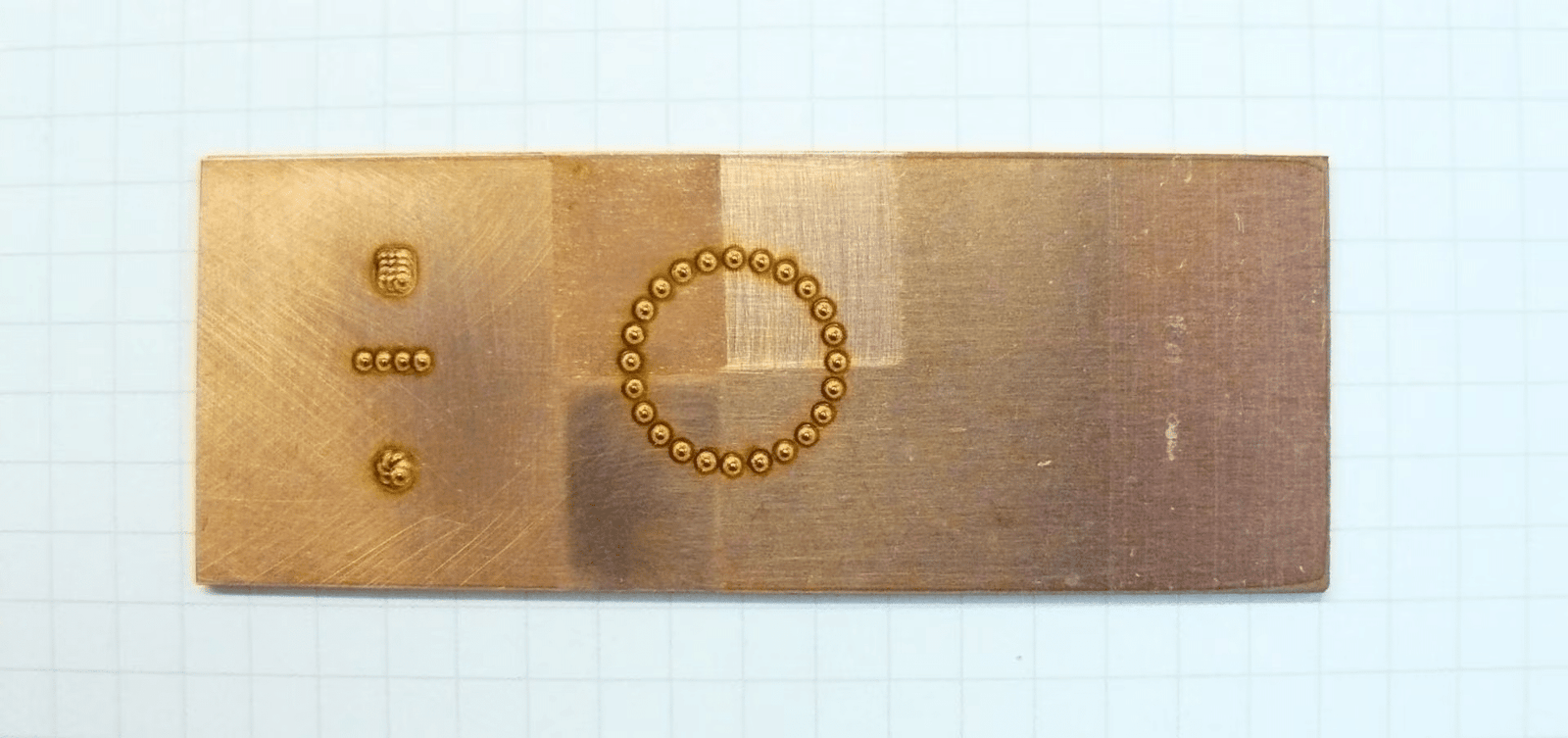
Circular and figure-8 patterns give the most stable pool for copper laser welding parameters, while linear wobble suits narrow busbar seams. The same 2024 study found that raising amplitude widens the weld but lowers penetration, and raising frequency cuts penetration with almost no width change. Its best lap joint hit about 1944 N tensile force at 0.8 mm amplitude and 200 Hz.
- Circular wobble: even heat spread, best for square battery tabs; start 0.4–0.6 mm at 150–250 Hz.
- Figure-8: stirs the pool twice per cycle, cuts spatter on reflective copper.
- Linear: keeps seams narrow on thin busbars where width is limited.
How Does Pulse Shaping Cut Porosity?
Pulse shaping suppresses keyhole collapse by ramping power up and down instead of switching it hard. A slow trailing ramp lets trapped metal vapor escape before the pool freezes, so porosity drops. Use a front ramp to pierce the reflective surface, hold for penetration, then taper off over 1,3 ms to seal the crater.
How Do You Tune Parameters To Fix Specific Copper Weld Defects?
Most copper weld defects trace back to one wrong parameter, not a full setup failure. Spatter and porosity usually come from too much power density; cracking points to fast cooling. In a 2024 PMC study on Cu-Cu welding, adjusting oscillation amplitude alone changed penetration depth. Fix the root cause first, then reoptimize your copper laser welding parameters.
Copper’s high thermal conductivity (401 W/m·K) means heat drains fast, which drives cracking and cold laps, while its low melting point once molten makes over-power spatter easy. You’re always balancing these two.
| Defect | Root cause | Parameter to adjust | Direction |
|---|---|---|---|
| Spatter | Peak power density too high, violent vapor plume | Peak power | Lower 10–approximately 15%; add ramp-up |
| Porosity | Gas trapped by unstable keyhole | Beam oscillation frequency | Raise to 200–300 Hz[8] |
| Cracking | Rapid cooling, thermal stress | Power ramp-down time | Extend to slow the freeze |
| Insufficient penetration | Not enough energy at joint | Welding speed | Slow down first, then raise power |
| Burn-through | Excess heat in thin tab | Spot diameter | Defocus to widen spot |
Chase penetration by slowing speed before adding power, because extra power raises spatter risk fast on copper while slower travel spreads the same energy without a violent keyhole. For burn-through on 0.2mm battery tabs, widening the spot cuts power density while keeping total energy stable.
What Do Real Production Parameter Windows Look Like?
Real production windows for copper laser welding parameters are tighter than lab data suggests. On EV battery tab lines, a green laser at 500,800W with 200,350mm/s hits 0.25,0.35mm penetration on 0.3mm copper, running a 120,180ms cycle per weld.
Defect rates below 1.5% are achievable once the window is locked, but the margin for drift is small.
What parameters do busbar and tab lines actually run?
Busbars are thicker, so they demand more. A 1mm copper sheet welded with an older red (infrared) laser needs a lower power limit near 2.2 kW at under 10 mm/min, which is painfully slow.
Modern green systems reach 50,150 mm[9]/s on the same thickness, cutting cycle time by an order of magnitude. Deep welds on millimeter-thick copper require several kilowatts focused into a 0.05,0.15 mm² spot, per Laser Focus World.
| Joint | Power | Speed | Penetration | Cycle |
|---|---|---|---|---|
| 0.3mm tab (green) | 500–800W | 200–350mm/s | 0.25–0.35mm | 120–180ms |
| 1mm busbar (green) | 2–3kW | 50–150mm[10]/s | 0.8–1.0mm | 0.3–0.6s |
What’s the counterintuitive lesson operators learn?
Slowing down makes spatter worse, not better. New operators drop speed to force deeper penetration, but the melt pool overheats, boils copper, and ejects droplets. The fix is more power at higher speed, or beam oscillation to spread heat. Over-focusing traps the same trouble: pushing the focal point too deep concentrates energy, vaporizes copper, and leaves porosity. Defocus slightly and the pool stabilizes.
Frequently Asked Questions About Copper Laser Welding Parameters
These are the questions engineers ask most before dialing in copper laser welding parameters. Each answer gives a starting number you can act on today.
What Is The Minimum Laser Power For Copper Tabs?
Thin battery tabs (0.2,0.4mm) need as little as 400W with a green laser, thanks to its higher absorption. Infrared is a different story: for deep-penetration welding of a 1mm copper sheet with a red (IR) laser, RWTH Aachen literature reports a lower power limit of 2.2 kW paired with a very slow speed. Green lets you weld the same tab at a fraction of that power.
Do You Need Shielding Gas For Copper?
Yes, for clean welds. Argon or nitrogen at 10,20 L/min pushes away oxygen. Without it, copper oxidizes fast and you get brittle oxide skin plus more porosity (trapped gas holes) in the seam.
How Do You Weld Copper To Aluminum?
Weld copper-to-aluminum with low heat input and beam oscillation to limit brittle intermetallic compounds (hard, crack-prone Cu-Al phases). Keep the melt shallow, favor the aluminum side, and use short interaction times to hold the mixing zone thin.
Can Fiber Lasers Weld Copper Without Green Wavelength?
They can, but it’s inefficient. Near-infrared fiber lasers show only about 5% copper absorptivity versus 35,40% for green. IR fibers work for thicker copper at multi-kW power, yet green stays the smarter pick for thin, spatter-sensitive tabs.
Putting Your Copper Welding Parameters Into Practice
Turn your copper laser welding parameters into a repeatable workflow by following three ordered steps: pick wavelength first, set thickness-based starting values second, then map any defect back to its single guilty parameter. This order matters because absorptivity drives everything, green lasers hit 35,40% absorption versus about 5% for near-infrared fiber, per Laserax’s 2024 absorptivity data. Get the wavelength wrong and no power tuning saves you.
Here is the decision path in plain form:
- Wavelength gate: Choose green (515nm) or blue (450nm) for tabs and thin busbars under 0.5mm. Reserve IR for thick copper where you can commit several kW.
- Thickness starting table: Load the power–speed–spot window matched to your joint stack, then bracket power ±15% around that midpoint.
- Defect-to-parameter map: Spatter means too much power or too little oscillation. Cracks mean cooling too fast. Fix one variable at a time.
Never jump straight to full production. Run a bracketed parameter trial first, weld 5 coupons at low, mid, and high power settings, then cross-section or pull-test each. Log every result: power, speed, spot size, oscillation amplitude, and the measured defect or tensile force. This trace record is what lets you reproduce a good weld six months later and what auditors ask for during ISO 9001 reviews.
Bracket. Test. Log. Then scale. Skip that loop and you gamble your battery pack yield on a single lucky shot.
See also
How to Prevent Weld Rust on Metal Surfaces Effectively
7 Welding Certification Timelines (From 3 to 24 Months)
7 Proven Aluminum Laser Welding Parameters That Actually Work



