
How surface oxides change laser absorption and marking contrast comes down to oxide thickness, not engraving depth: a thin oxide layer on the metal surface determines a mark’s darkness and color. Research presented at the 2015 Lasers in Manufacturing Conference found that on stainless steel, oxide films between 40 and 300 nanometers thick produce the full straw-to-blue color range. Because a fresh oxide film raises surface absorption, more heat enters the metal, creating a self-reinforcing loop that drives contrast from faint gray to deep black.
This guide explains how surface oxides change laser absorption and marking contrast, and it answers the questions that buyers and engineers actually tend to ask. What is an oxide layer, and why does it form during marking in the first place? How does the oxide thickness create all those different colors? Why does the heat going in matter more than the raw laser power? Which metals oxidize in a predictable way, and which ones fight you the whole time? And how do you adjust your settings to land on consistent, repeatable contrast?
Quick Takeaways
- Oxide thickness, not engraving depth, controls mark darkness on stainless steel.
- Tune heat input carefully—too little stays faint, too much over-oxidizes.
- Target 40–300 nm oxide layers to achieve the straw-to-blue color range.
- Fresh oxide films raise absorption, creating a self-reinforcing heating loop.
- Choose black annealing for flat, corrosion-safe oxide marks on steel.
How Do Surface Oxides Control Laser Absorption And Marking Contrast?
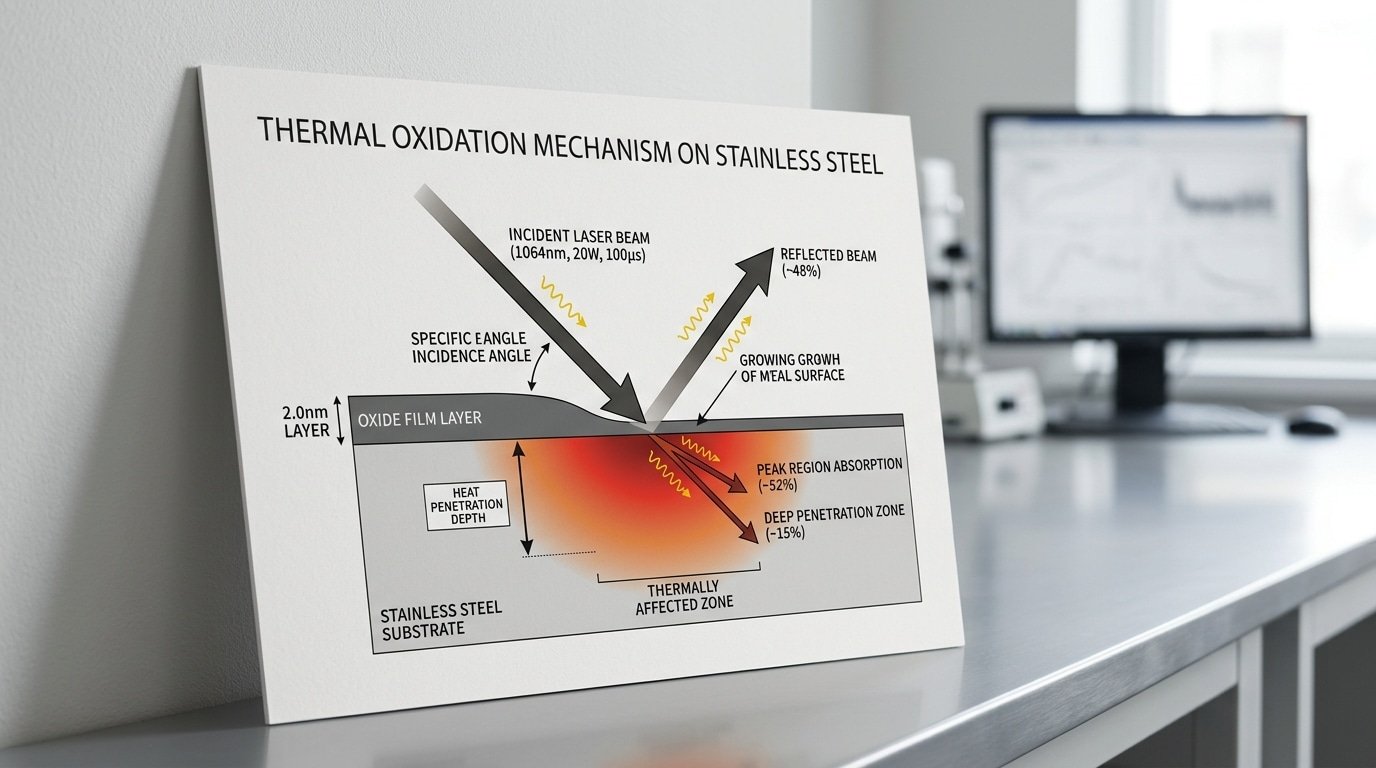
Surface oxides control laser absorption and marking contrast by changing how much light the metal soaks up versus how much it reflects back. A thicker oxide layer raises the amount of light absorbed, which essentially pushes more heat into the surface and darkens the mark. On stainless steel, an oxide layer can more than double surface absorption above 1000 nm (2021). It really helps to treat oxides as a knob you can adjust, not as waste.
Here is the cause-and-effect chain as it plays out. Bare polished metal reflects most of a 1064 nm beam straight back at you. Once you grow a thin oxide film, that reflective surface starts trapping light particles instead of bouncing them away. More trapped light means more heat for each pulse, and more heat grows more oxide, and that thicker oxide then absorbs even more light, which is basically a self-feeding loop you can steer with power and speed.
The contrast you actually see comes from two distinct sources. Some marks turn dark because thick oxide absorbs visible light directly. Others show color because a thin, see-through oxide film cancels out certain wavelengths through what is called thin-film interference, the very same physics that paints colors across an oil slick. A 2017 analysis of oxidized steel found that a layer made mostly of Fe₃O₄ raised laser-radiation absorption by up to 40% over plain bare metal.
The practical takeaway here is that contrast follows the heat going in, not power alone. Understanding how surface oxides change laser absorption and marking contrast lets you dial in repeatable color or deep jet-black marks by controlling oxide thickness, rather than just guessing at your settings.
What Are Surface Oxides And How Do They Form During Laser Exposure?
Surface oxides are thin layers of metal-oxide compounds that grow when a metal reacts with oxygen. Some exist before lasing (native oxides), but most marking oxides form when the beam heats the metal in air. On stainless steel, a layer made mostly of Fe3O4 can raise laser-radiation absorption by up to 40% above the original surface, that absorption jump is exactly how surface oxides change laser absorption and marking contrast.
How does a native oxide differ from a laser-grown oxide?
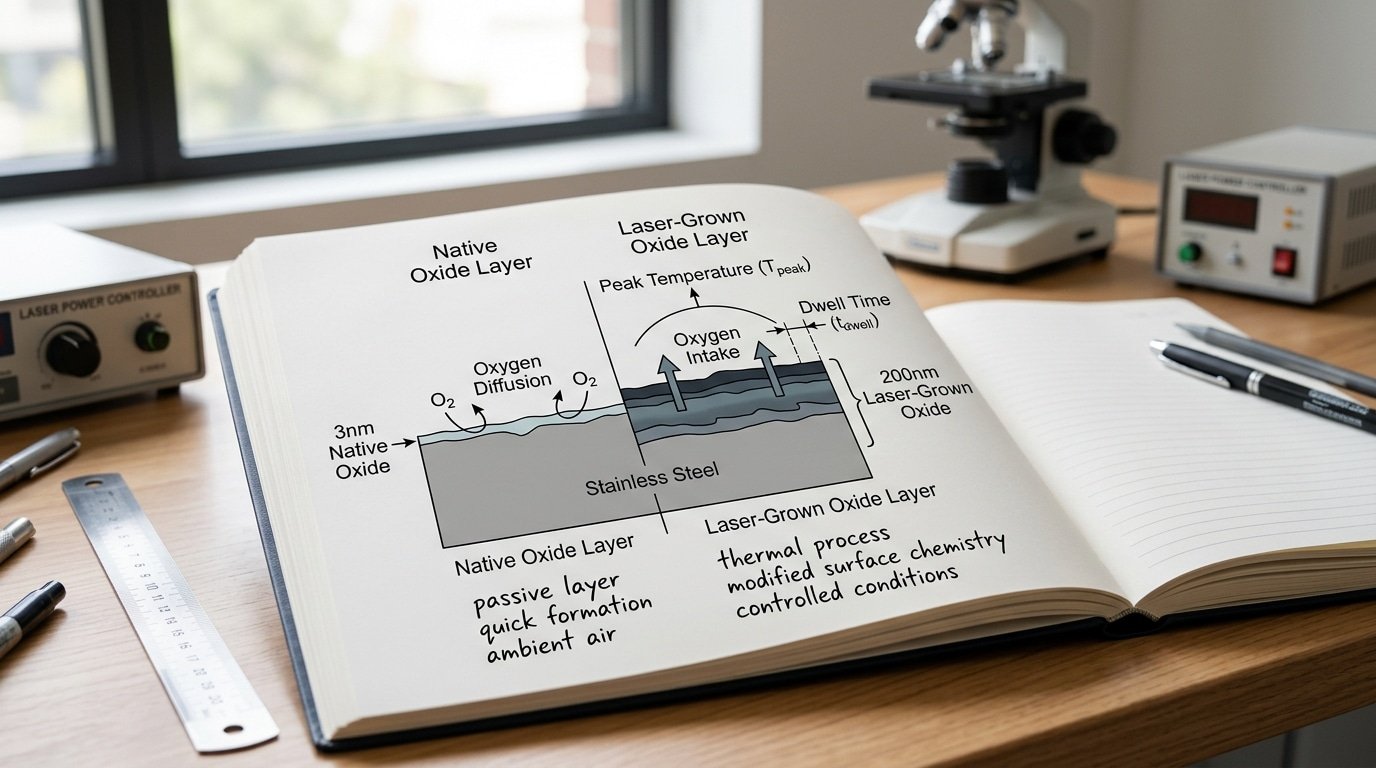
A native oxide is the protective film already on the part. On stainless steel it’s a chromium-rich layer only 1,5 nanometers thick, formed at room temperature, and it barely shifts color. A laser-grown oxide is thicker and built on purpose, often tens to hundreds of nanometers, by pumping heat into the spot. The laser-grown film is the one you tune for contrast.
What controls how thick the laser-grown oxide gets?
Three factors set film thickness during thermal oxidation (oxide growth driven by heat):
- Oxygen availability: marking in open air feeds the reaction; argon shielding starves it and stops oxide growth.
- Peak temperature: higher beam power and tighter focus push the surface hotter, speeding oxidation kinetics.
- Dwell time: slower scan speed or more pulse overlap keeps the spot hot longer, so the film keeps thickening.
Here is the split that confuses beginners. Annealing marks build a transparent oxide and leave the metal intact. Material removal (engraving) ablates metal away to cut a groove. For color contrast on steel or titanium, you want annealing, not removal.
What Is The Absorption Process In Lasers And Why Does It Depend On The Oxide Layer?
Laser absorption is how a metal converts incoming light into heat. A polished metal at 1064nm reflects most of the beam, so little energy couples in. Adding even a few nanometers of oxide changes this fast, one stainless steel study found an oxide coating more than doubled surface absorption above 1000nm.
How Do Photons Couple Their Energy Into Metal?
Photons couple energy through two mechanisms. Free-carrier absorption happens when light shakes the loose electrons in a metal, and it dominates at infrared wavelengths like 1064nm. Interband absorption kicks in at shorter wavelengths, where photons carry enough energy to push electrons between energy bands. Bare metals reflect roughly 90,approximately 95%[1] of a 1064nm beam, so most photons never deposit heat.
Why Does A Thin Oxide Raise Effective Absorptivity?
Effective absorptivity is the fraction of beam energy the surface actually keeps. An oxide film traps incident light through thin-film interference and surface scattering, so the photon gets “caught” instead of bouncing off. This is the core of how surface oxides change laser absorption and marking contrast. An analysis of oxidized steel reported that an Fe3O4 layer raised radiation absorption by up to 40% versus bare metal.
Practical takeaway: pre-oxidizing or controlling early-pass heat input on shiny stainless lets later passes couple far more energy. Skip the first dead pass on bare metal, seed a thin oxide, then mark.
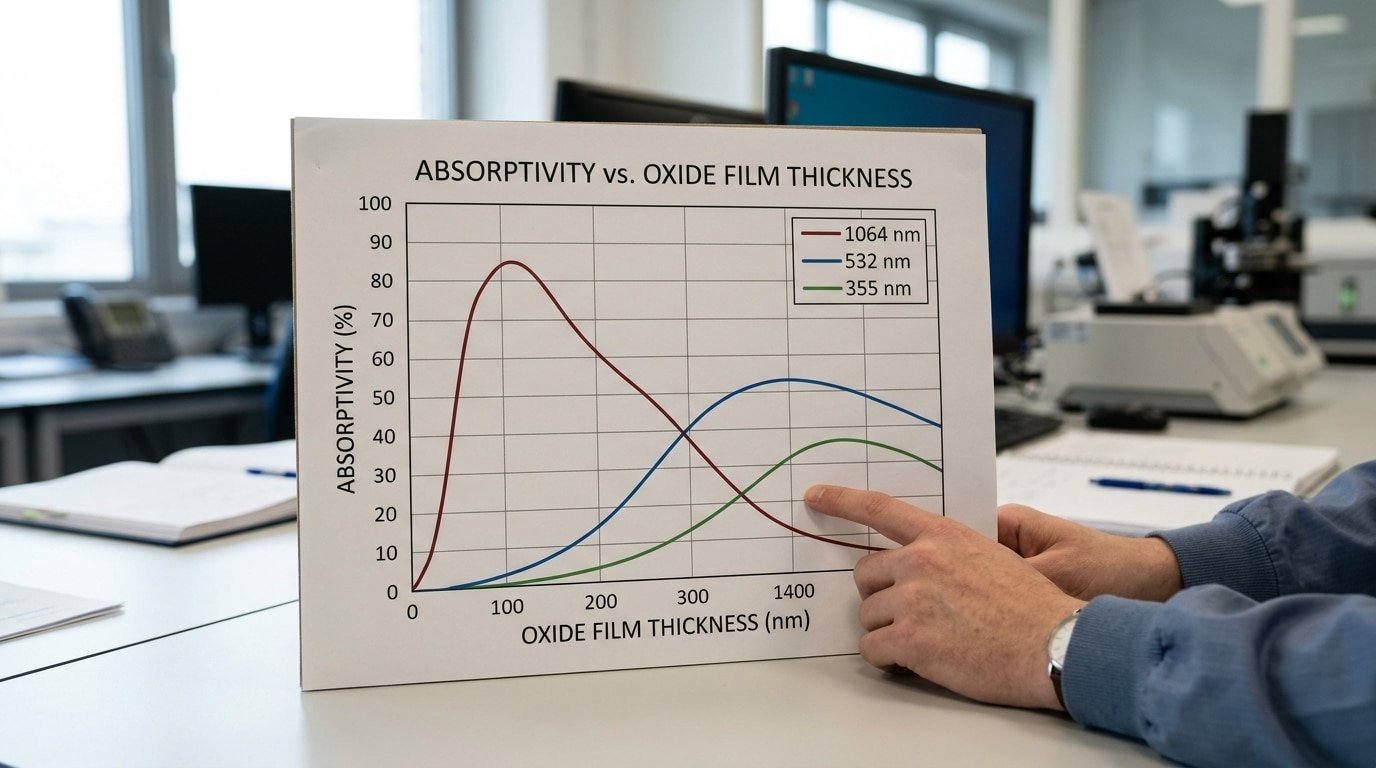
How Does Oxide Film Thickness Change Absorptivity At 1064nm, 532nm, And 355nm?
The thickness of the oxide film raises how much light a metal absorbs the most at 1064nm and the least at 355nm, because shorter wavelengths already couple well into bare metal on their own. A 2021 study on stainless steel found that an oxide coating could more than double surface absorption above 1000nm. And the longer your wavelength is, the more an oxide layer actually helps you make a mark.
Bare polished metal reflects most of the beam back at 1064nm, with something like 60 to approximately 70%[2] of it getting bounced away. Ultraviolet light at 355nm behaves differently, though, because the photon energy is high enough that even clean metal absorbs a large share, so growing an oxide adds very little. That is why fiber lasers running at 1064nm gain the most contrast boost from oxidation, while UV systems mark bare metal well right from the start.
| Wavelength | Bare metal absorptivity | With ~50–150nm oxide | Practical takeaway |
|---|---|---|---|
| 1064nm (fiber) | Low (~30–approximately 40%[3]) | Roughly doubles | Oxide is essential for getting dark marks |
| 532nm (green) | Moderate | Moderate gain | Good for reflective copper, gold |
| 355nm (UV) | High | Small gain | Marks bare metal cleanly |
The engineering threshold worth aiming for is this: a layer rich in Fe₃O₄ raised the absorption of steel by up to 40% over bare metal in a 2017 analysis. Understanding how surface oxides change laser absorption and marking contrast lets you pick a wavelength that matches the natural reflectance of your material, rather than working against it.
Why Do Oxide Colors Shift With Thickness, And How Do Lasers Change Color?
Oxide colors shift with thickness because of thin-film interference, the same effect that paints rainbows on soap bubbles. A laser heats steel or titanium to grow a clear oxide film just nanometers thick. A 2023 study confirmed this film suppresses certain wavelengths by interference, producing color with zero pigment.
⚠️ Common mistake: Cranking up laser power to get darker marks on stainless steel. This happens because operators assume darkness equals depth, but contrast comes from oxide thickness (40–300 nm), not engraving depth—too much heat over-oxidizes and ruins color. The fix: tune heat input gradually, watching for the straw-to-blue progression rather than maxing out raw power.
Here is the physics. Light reflects off the top of the oxide and off the metal below it, and these two reflected waves overlap. When their crests cancel one wavelength, your eye sees the leftover colors. A 40-nanometer film on titanium cancels yellow and looks blue. Push thickness to 80 nm and the canceled band moves, shifting the hue to gold or purple.
How Do Nanometer Bands Map To Hues On Steel And Titanium?
Each color sits in a narrow thickness window, roughly 20,30 nm wide. On titanium, the sequence climbs from straw to brown, then violet, blue, and gold as the film thickens past 100 nm. This is the core of how surface oxides change laser absorption and marking contrast into visible color.
- Heat input: Higher power or slower scan speed grows a thicker film and pushes the hue along the spectrum.
- Repeatability tolerance: Holding color steady demands controlling oxide thickness within about 10 nm — tighter than a single color band is wide.
Why Does Measured Contrast Differ From Perceived Color?
Measured optical contrast tracks how much light a spot absorbs, while perceived color tracks which wavelength got canceled. A blue annealing mark may read low on a grayscale contrast meter yet pop sharply to your eye. Specify both a target hue and a minimum contrast value, since one number alone misses how humans actually read the mark.
How Does Changed Absorption Translate Into Visible Marking Contrast?
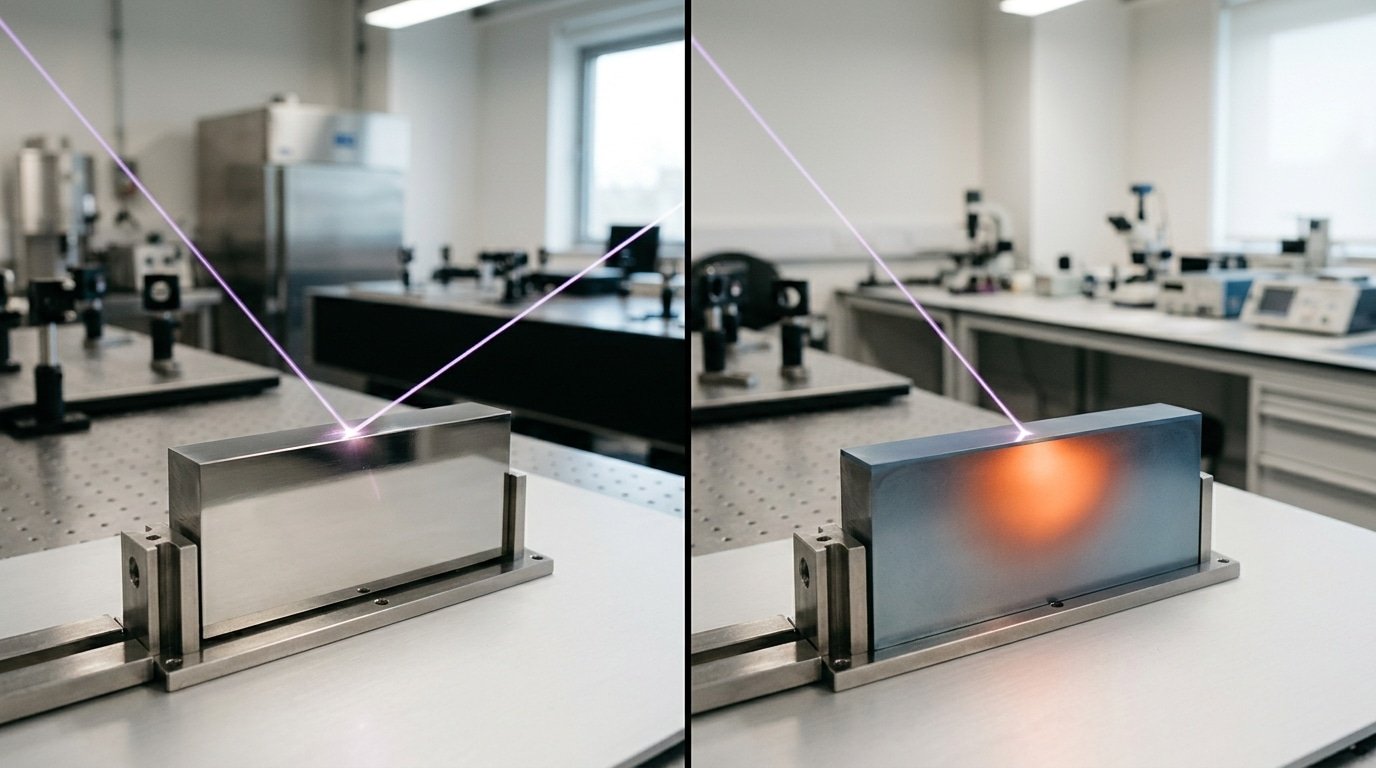
Changed absorption becomes visible contrast through three steps: absorbed energy heats the surface, the heat grows an oxide stack and roughens the metal, and that altered surface scatters or absorbs light differently than bare metal. The eye reads this as dark or colored marks. For stainless steel, a 2015 study confirmed that mark darkness depends directly on heat input into the surface.
Contrast is measured, not guessed. The standard metric is ΔL*, the lightness difference between mark and background in the CIELAB color space (a system the eye perceives evenly). A black mark on bright steel might drop from L*=85 to L*=20, giving ΔL*=65. Vision systems and barcode readers usually demand ΔL* above 40 to pass. Reflectance ratio works too: a mark reflecting approximately 8% of light against a 70%[4] background reads as strong contrast.
Why Doesn’t Deeper Coupling Always Mean Higher Contrast?
Deeper coupling fails when the oxide grows past the dark window into thinner interference colors. More absorbed energy can drive the iron-oxide stack into blue or straw tones instead of black, lowering ΔL* even though the metal absorbed more light. A 2017 analysis found an Fe₃O₄-rich layer raised absorption by up to 40%[5], yet contrast peaks only at the thickness that absorbs visible light, not the thickest layer. Over-melting also smooths the surface, cutting the light-scattering roughness that helps marks look matte-black. Tune for the contrast curve, not maximum power.
Which Process Variables Control Oxide Growth And Final Contrast?
Six laser settings control oxide growth and final contrast: power, pulse duration, frequency, scan speed, line spacing, and surrounding atmosphere. Together they set the heat input per spot, which decides oxide thickness and color band. On stainless steel, oxide thickness drives both darkness and color, and contrast tracks total heat into the surface. So tune for heat, not for one dial alone.
Each lever changes heat in a known direction. That’s the core idea behind how surface oxides change laser absorption and marking contrast: you steer thickness by steering energy.
| Variable | Raise it → | Effect on oxide |
|---|---|---|
| Average power (W) | more heat per pass | thicker, darker oxide |
| Pulse duration (ns) | longer dwell | more melt, thicker film |
| Frequency (kHz) | more pulses/sec | smoother, cumulative heating |
| Scan speed (mm/s) | faster travel | less heat, thinner film |
| Line spacing (µm) | wider gaps | less overlap, uneven oxide |
| Atmosphere | more oxygen | faster oxide formation |
If-X-then-Y tuning logic before you run a job:
- Mark too light? Raise power 10% OR cut scan speed 20%[6]. Both add heat and grow the oxide.
- Color wrong (blue when you want black)? Add heat to push thickness past the blue band into deep gray-black.
- Edges burned or warped? Drop power and tighten frequency so heat spreads evenly, not in hot spots.
- Need deep black on stainless? Slow the scan; heat input is the single biggest contrast lever on these alloys.
Lock five variables, change one. That keeps every test traceable to a single cause.
How Do You Diagnose Contrast Failures From Uneven Or Pre-Existing Oxides?
Blotchy marks and color drift almost always trace back to one cause: the surface oxide wasn’t uniform before the laser fired. Native oxide variation, fingerprints, mill scale, and passivation films each absorb laser light differently, so identical pulses hit each spot with different starting absorptivity. A study on oxidized steel found that an Fe3O4-rich layer raised laser-radiation absorption by up to 40% versus bare metal. That gap explains why one part of a tray marks jet-black while the next looks gray.
What surface-prep checks catch the culprit fast?
Wipe-test first. Clean the part with isopropyl alcohol, re-mark a coupon, and compare. If contrast jumps, the problem was oil or fingerprints, not your laser settings, fingerprint salts leave chlorides that locally pit stainless and scatter light.
- Mill scale on steel: the dark blue-black oxide from hot rolling. Grit-blast or pickle it off before marking, or it masks your contrast.
- Passivation film on stainless: a 1-3 nm chromium-oxide layer that varies batch to batch. It shifts where annealing colors land.
- Native aluminum oxide: self-healing and uneven; pre-anodized stock marks far more evenly than raw sheet.
Which surfaces and chromophores absorb best for diode versus fiber sources?
Fiber lasers at 1064 nm work best on stainless and titanium, where oxide-layer modification produces black or colored marks without removing material. Diode and fiber sources struggle on bare reflective aluminum until a primer oxide forms. For laser-additive plastics, doped chromophores like antimony-based or LDH additives absorb the beam directly, so contrast loss usually means inconsistent additive dispersion, not oxide. This is exactly how surface oxides change laser absorption and marking contrast across mixed material batches.
Frequently Asked Questions
Quick answers to the four questions buyers and engineers ask most about how surface oxides change laser absorption and marking contrast. Each answer gives the physics and a number you can act on.
What’s the absorption process in lasers?
Laser absorption is the conversion of incoming light into heat inside a material. When a photon hits the surface, electrons take its energy and pass it to the metal lattice as vibration, which is heat. The fraction absorbed (absorptivity) sets how much energy actually drives the reaction. On stainless steel, growing an oxide film can more than double absorption above 1000 nm, per a 2021 study.
How do lasers change color?
Lasers create color through thin-film interference, not pigment. The transparent oxide layer reflects light from its top and bottom surfaces, and those two reflections cancel some wavelengths and reinforce others, so a 30 nm film looks gold and a 70 nm film looks blue. Control the oxide thickness and you control the color.
Which chromophore does a diode laser absorb best?
A chromophore is the part of a material that soaks up light. Diode lasers (typically 940,980 nm) are absorbed best by dark, near-infrared-active fillers such as carbon black and iron-oxide pigments. On bare metal, absorption is low, so the oxide itself becomes the working chromophore.
What effect does a material surface have on the laser beam?
Surface finish, contamination, and oxidation all change how much beam energy enters the part. A rough or oxidized surface traps incident light and raises absorption; a polished surface reflects it away. Bare metal resists CO2 marking but takes Nd:YAG marks more easily, per industry guidance.
Putting The Oxide-To-Contrast Model To Work
The full chain is simple to act on: oxide thickness sets absorptivity, absorptivity sets heat input, and heat input sets the oxide thickness you see as contrast. Because a controlled oxide layer can more than double absorption above 1000 nm on stainless steel, per a 2021 Aalborg University study, your job is to grow the right thickness on purpose, not by accident.
Start from a known baseline instead of guessing. A practical first-pass checklist for a 20W[7] fiber laser on 304 stainless:
- Power: 30–50%[8] for dark annealing, 80–100% for deep engrave contrast.
- Speed: 100–300 mm/s — slower means more heat soak and thicker oxide.
- Frequency: 20–60 kHz[9]; lower pulse rates spike peak energy for color marks.
- Line spacing (hatch): 0.01–0.03 mm[10] to control overlap and even oxide growth.
- Defocus: 0 to +2 mm to widen the beam for gentle black annealing.
These are starting points, not final recipes. Surface finish, alloy, and pre-existing oxide all shift the answer. That’s why understanding how surface oxides change laser absorption and marking contrast beats copying someone else’s parameter sheet.
Run a test matrix before production. Build a grid that steps power across columns and speed down rows, a 5×5 matrix gives 25 cells in one pass. Mark a scrap coupon from the same lot, measure contrast with a grayscale or colorimeter, and lock the winning cell. Twenty minutes of testing prevents a scrapped batch. Bring your toughest substrate and let the matrix find the oxide thickness that holds.



