
Why melting point alone does not predict laser weldability comes down to absorptivity, thermal conductivity, and cracking behavior—not the temperature at which a metal turns liquid. Copper melts at just 1,085 °C[1], yet it can require roughly 167× more laser power density than stainless steel to start a keyhole weld. Its high thermal conductivity (~401 W/(m·K)) pulls heat from the weld zone, while its near-infrared absorptivity of only 3.5% at 1,064 nm reflects most of the beam.
This guide answers the questions engineers genuinely ask. Why do two metals with matching melting points behave so differently when you put them under a laser? Which properties are the ones that really drive weldability? How do you read absorptivity, thermal conductivity, and reflectivity together as a set, rather than one at a time? Which wavelength fixes a problem with a reflective metal? And how do you score a new alloy before you waste shots on the test bench?
Quick Takeaways
- Use absorptivity, not melting point, to predict laser weldability of metals.
- Switch to blue or green lasers to weld reflective copper effectively.
- Account for thermal conductivity—copper drains heat 25× faster than steel.
- Score new alloys on absorptivity and cracking before wasting bench shots.
- Expect solidification cracking in aluminum and copper despite low melting points.
Why Doesn’t Melting Point Alone Predict Laser Weldability
Melting point tells you only one thing, which is the temperature where a metal turns into liquid. It says nothing about how the metal soaks up the laser beam, pulls heat away from the weld zone, or hardens back up afterward. This is essentially Why Melting Point Alone Does Not Predict Laser Weldability. Copper melts at 1,085 °C, yet it can actually demand around 167× higher laser power density than stainless steel just to start a keyhole, even though both metals have melting points sitting in the same range.
Think of melting point as one slider on a mixing board that has five faders. Turn it up by itself and the sound still falls apart. Real weldability gets scored across several heat-related properties all at once.
What inputs actually sit on the weldability scorecard?
The minimum beam intensity needed to melt and join a metal gets set at the same time by melting point, how fast heat travels through it, how quickly heat spreads out, and how much beam energy the surface absorbs. Surface tension and how thick the liquid flows then decide whether the melted pool stays calm or splatters everywhere. That four-plus-two combination, written up in U.S. Department of Energy welding research, means you really can’t read weldability off a melting-point chart.
- Absorptivity: how much beam energy the surface takes in, where copper absorbs only 3–approximately 5% at 1,064 nm.
- Thermal conductivity: how fast heat escapes the weld zone, with copper at 401 W/m·K.
- Thermal diffusivity (k/ρc): how quickly the temperature field spreads across the part.
- Melting point: just the point where it changes phase, which is one input and not the final verdict.
Here is the practical takeaway. When you spec out a metal, start with absorptivity and conductivity. A high melting point is rarely the reason a weld actually fails.
What Thermophysical Properties Actually Control Laser Weldability
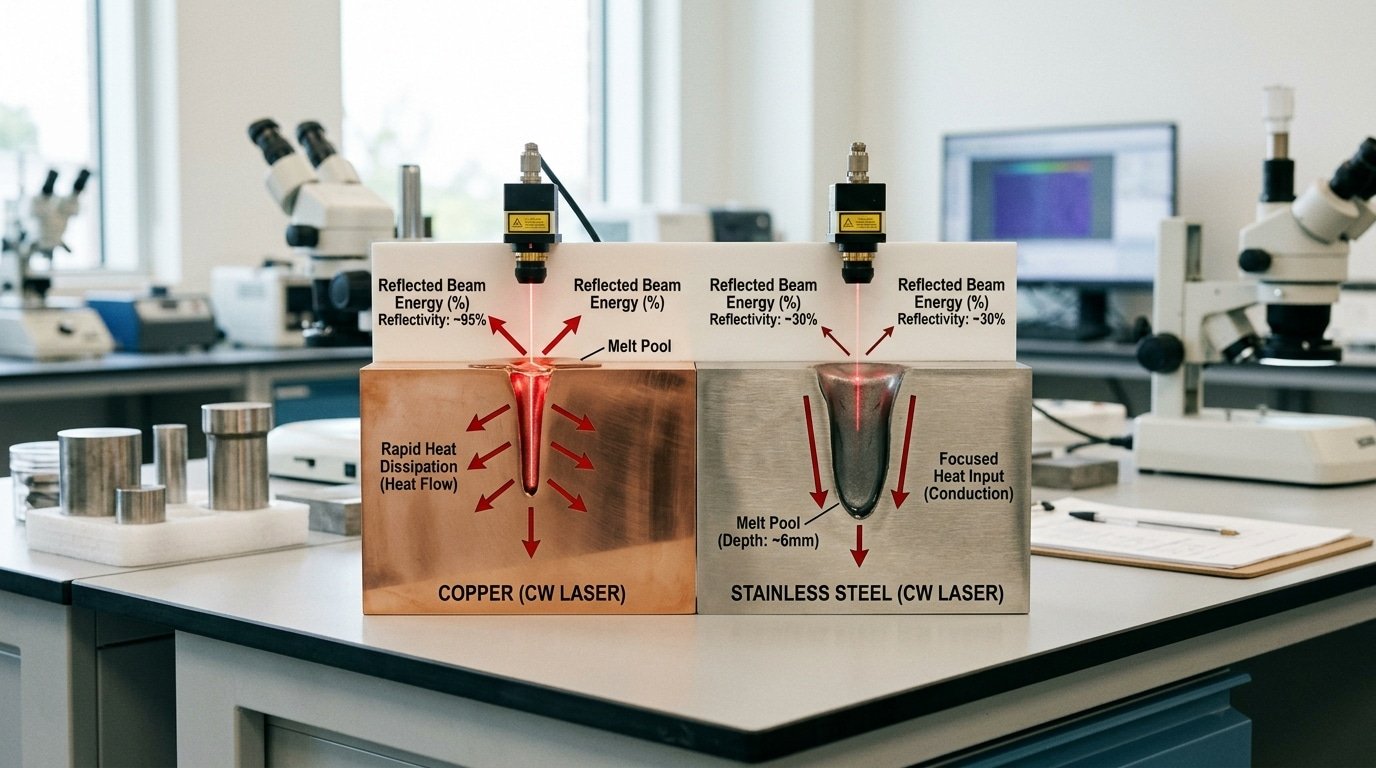
Four properties override melting point: laser absorptivity, thermal conductivity, reflectivity, and thermal expansion. Copper melts at 1,085 °C[3] but reflects 95,approximately 97% of a 1,064 nm beam and conducts heat away at about 401 W/(m·K), forcing roughly 167× more power density than stainless steel to start a weld. This is exactly Why Melting Point Alone Does Not Predict Laser Weldability.
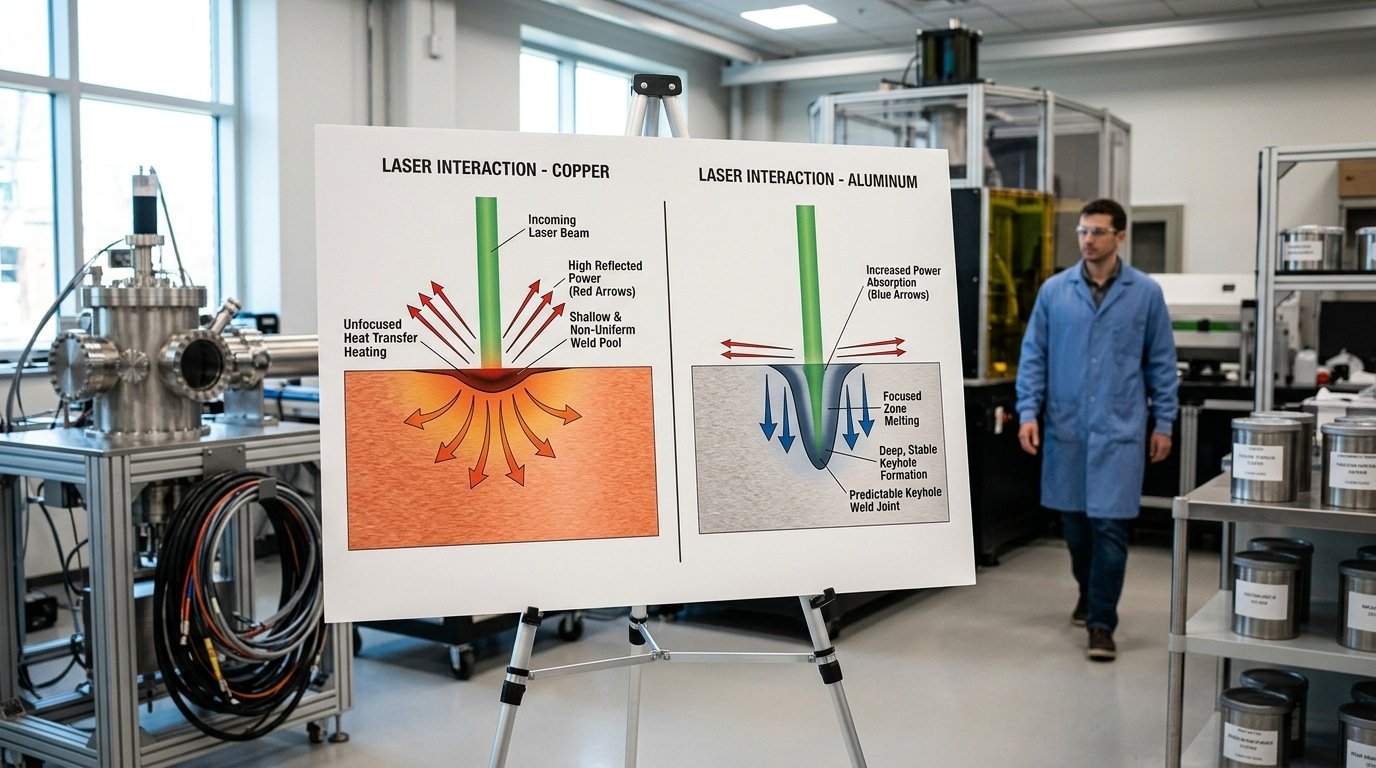
Look at copper and aluminum side by side. Aluminum melts at 660 °C, far below copper, yet both weld poorly. The reason is shared, not melting-related: high reflectivity sends most of the beam back, and high thermal conductivity drains heat out of the joint faster than the laser can pump it in. A 2012 study of aluminum alloys named reflectivity and heat flow as the dominant factors over melting temperature.
What actually decides whether a beam melts metal is irradiance threshold, the minimum power per unit area (W/cm²) needed to start melting:
- Laser absorptivity: fraction of beam energy the surface keeps (copper absorbs only 3–5% at 1,064 nm cold).
- Thermal conductivity (k): how fast heat escapes the weld zone — high k starves the melt pool.
- Reflectivity: energy bounced away before any heating begins.
- Thermal expansion: drives residual stress and cracking after solidification, even when melting succeeded.
Per a 1999 laser-melting analysis, the melting threshold depends simultaneously on melting point, conductivity, diffusivity, and absorptivity. Miss any one and your power calculation is wrong.
How Does Wavelength-Dependent Absorptivity Affect Reflective Metals Like Copper And Gold
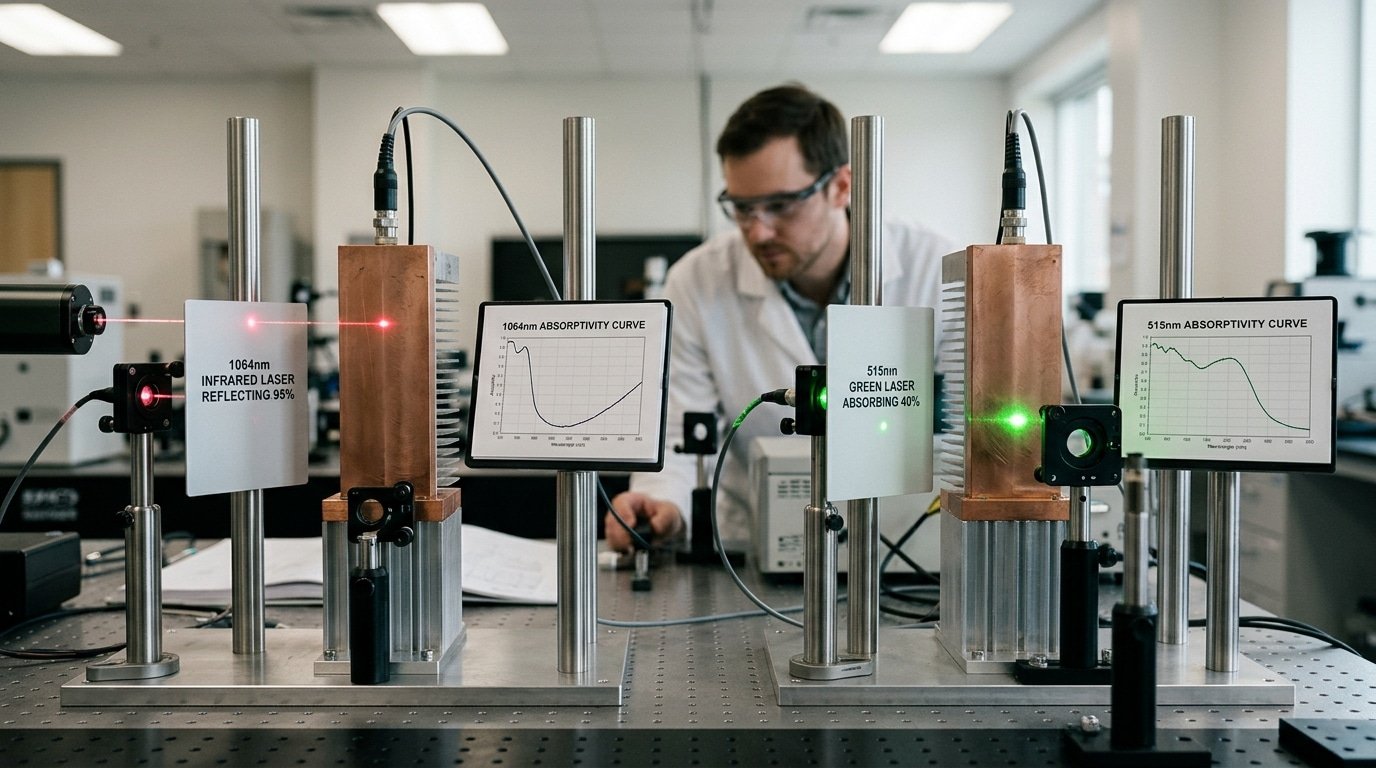
Absorptivity describes how much of the laser light a metal actually takes in rather than reflecting away, and this figure shifts dramatically depending on the color of the laser. When copper is cold, it absorbs only 3,5% of a 1064nm infrared fiber laser and sends roughly 95%[4] of the light straight back. If you switch to a green 515nm laser instead, copper absorbs something close to 40%. The metal is the same and the melting point is still about 1,085 °C, yet nearly ten times as much energy actually reaches the weld. This is the clearest example of why melting point alone does not predict laser weldability.
Why Does Copper Reflect Infrared But Absorb Green Light?
The free electrons inside copper move back and forth easily at infrared frequencies, so they simply send the energy back out as reflection. Shorter green wavelengths move past that electron response, which lets more of the light particles couple into the metal structure itself. Gold acts in a very similar way, sitting near 2% absorption at 1064nm and climbing toward 40% in green. Aluminum falls somewhere in the middle, absorbing roughly 7,10% at 1064nm when it is cold.
| Metal | Absorptivity at 1064nm (cold) | Absorptivity at 515nm (green) |
|---|---|---|
| Copper | 3–5%[5] | ~40% |
| Gold | ~2% | ~38% |
| Aluminum | 7–10% | ~20% |
Why Does This Cause Failures Melting Point Can’t Foresee?
An engineer who picks the laser power based only on melting point will end up badly underpowering a copper weld. The fiber beam reflects, the surface stays solid, and then the absorption suddenly spikes the moment the metal melts. That sudden jump causes a runaway keyhole, along with spatter and a blowout. To avoid this, you can use green or blue lasers for copper busbars, or you can roughen the surface so that it no longer reflects the light so easily.
Why Is Thermal Conductivity The Hidden Weldability Bottleneck
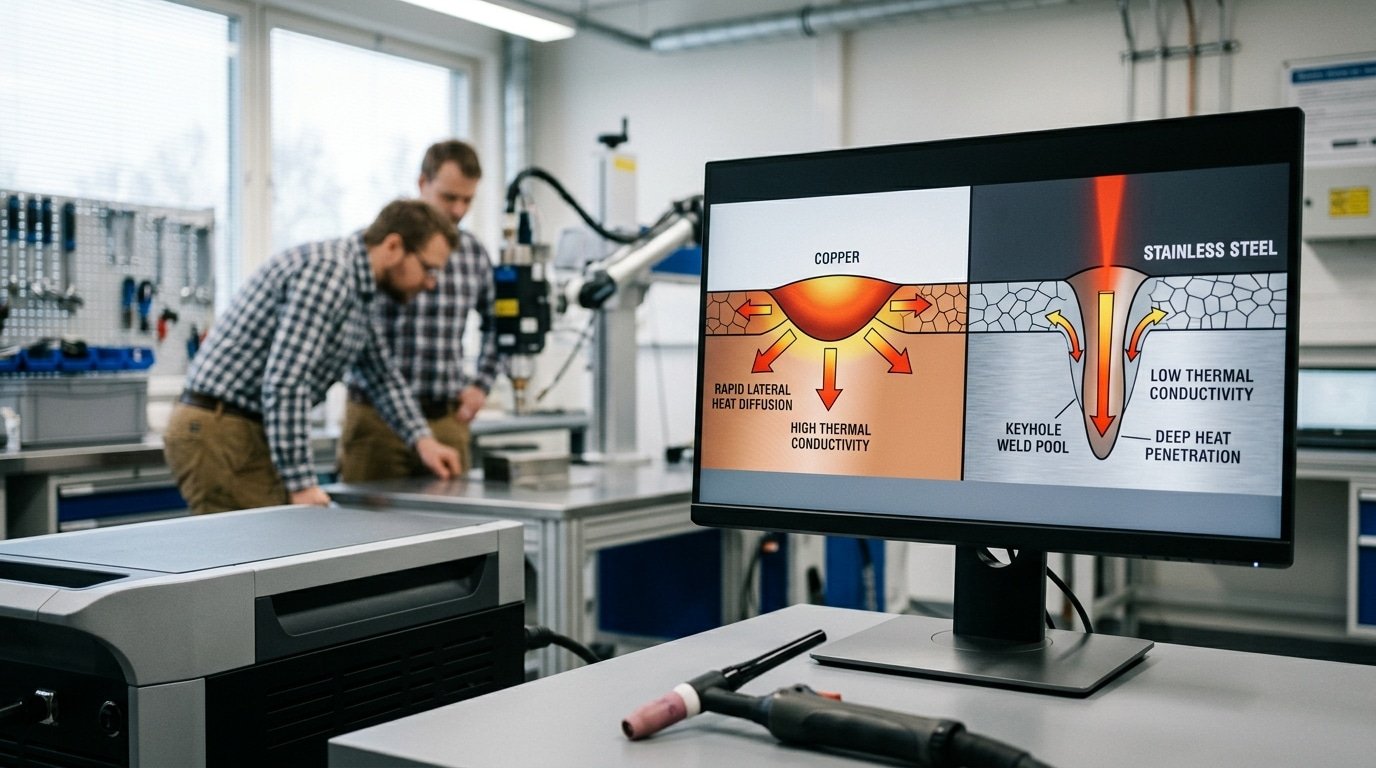
Thermal conductivity is the quiet gatekeeper that decides whether a metal welds well with a laser. Copper moves heat at about 401 W/(m·K), while stainless steel sits closer to 16 W/(m·K). That means copper pulls heat away from the weld zone roughly 25 times faster than the laser can put it in. This is really one of the core reasons behind why melting point alone doesn’t predict laser weldability: copper needs something on the order of 167× higher power density to begin forming a keyhole than stainless steel does, even though both metals melt below 1,500 °C.
How Does Conductivity Set Penetration Depth?
How deep the weld goes tracks with thermal diffusivity, written as k/ρc, which describes how quickly heat spreads through a metal. Metals with high diffusivity, like copper, pull energy sideways before it has the chance to melt downward. And the result is a pool that ends up shallow and wide rather than deep and narrow.
Numerical models of heat flow back this up, showing that metals with the same melting points but higher diffusivity need higher irradiance or slower travel speeds to reach the same penetration (2021). So you can’t really fix copper by just turning up the speed, you have to concentrate the power instead.
Why Does Conductivity Threaten Keyhole Stability?
A keyhole is essentially the channel of vapor that a focused beam drills down into molten metal. In metals that conduct heat well, the surrounding solid cools the cavity walls quickly, so the keyhole collapses and ends up trapping gas. That collapse then leads to spatter and porosity. The practical answer is to ramp power density above the conduction-limited threshold quickly, using short pulses or beam oscillation to hold the keyhole open before the heat has a chance to escape.
What Happens After Melting Succeeds — Cracking, Porosity, And Intermetallics
A metal can melt flawlessly and still produce a junk weld. Why? Because failure happens during cooling, not melting. Solidification shrinkage, trapped gas, and brittle compounds form as the molten pool freezes,long after the laser has done its job. This is the clearest proof that melting point alone doesn’t predict laser weldability.
Why does aluminum crack even when it melts easily?
Aluminum cracks because it has a wide freezing range,the temperature gap between when it starts and finishes solidifying. As the pool shrinks during this window, the last bit of liquid can’t feed the gaps. The result is hot cracking (tiny tears along the weld centerline). Aluminum’s low melting point makes it easy to melt, but its shrinkage behavior makes it hard to weld cleanly.
What causes porosity in a perfectly melted weld?
Porosity comes from gas trapped in the freezing pool. In aluminum, hydrogen is the main culprit,it dissolves easily in liquid metal but escapes the solid, leaving bubbles. Magnesium,steel welds show this sharply: at 35,50 W, temperatures exceed the boiling point and trigger hot cracks and porosity, with sound joints only in a 25,30 W window (2022). Clean surfaces and shielding gas matter more than raw power here.
Why do dissimilar metals form brittle joints?
Welding two different metals can create intermetallic compounds (hard, glass-like phases) in the fusion zone. Mismatched thermal expansion, melting points, and chemistry promote these brittle phases and high residual stress (2022), cutting joint strength even when both metals melt fine alone. Limit heat input and keep mixing low to thin the brittle layer.
Copper vs Aluminum vs Stainless Steel — A Weldability Scorecard Comparison
Stainless steel welds far more reliably than copper or aluminum, even though copper has the highest melting point of the three at about 1,085 °C[6]. The reason: copper’s thermal conductivity near 401 W/(m·K) and 3,5% absorptivity at 1,064 nm force roughly 167× higher power density to start a keyhole than steel needs. This is the cleanest proof of why melting point alone doesn’t predict laser weldability.
Score the three metals on the five properties that actually decide the outcome, and the ranking flips against melting point entirely.
| Property (at 1,064 nm) | Copper | Aluminum | 304 Stainless |
|---|---|---|---|
| Melting point (°C) | 1,085 | 660 | 1,450 |
| Cold absorptivity (%) | 3–5 | 5–8 | 30–40 |
| Thermal conductivity W/(m·K) | 401 | 237 | 16 |
| Reflectivity (%) | ~95 | ~92 | ~60 |
| Crack sensitivity | Low–medium | High (hot cracking) | Low |
Stainless steel wins on every welding metric despite melting hottest. Its low conductivity of 16 W/(m·K) traps heat in the joint, and 30,40% absorptivity means a fiber laser couples energy in fast. Aluminum’s biggest enemy is hot cracking from solidification shrinkage. Copper’s curse is the runaway combo of 95%[7] reflectivity plus heat that drains away before a melt pool forms.
Shop-floor tip: for copper, use a green (515 nm) or blue (450 nm) source, absorptivity jumps to 40% or more, slashing the power needed. Don’t fight physics with a 1,064 nm laser alone.
How Do Process Parameters And Beam Characteristics Interact With Material Properties
Smart process tuning rescues metals that score poorly on paper. Wavelength choice, beam wobble, pulse shaping, and power ramping all compensate for weak thermophysical numbers. This is the core reason melting point alone doesn’t predict laser weldability: the right parameters reshape how heat enters and stays in the joint. For copper, switching to a 450 nm blue laser can raise absorptivity from 3,5% to over 60%.
Why Do Peak Weld-Pool Temperatures Exceed Melting Point By Hundreds Of Degrees?
Peak weld-pool temperatures often run 500,1500°C above the melting point to fight conductivity losses. High-conductivity metals like copper drain heat away fast, so you must overheat the pool to keep enough liquid present. Stainless steel needs less overshoot because it holds heat near the joint.
The laser welding temperature range therefore tracks the metal’s thermal properties, not just its melting curve. Heat-flow studies (1999) show that irradiance must scale with thermal diffusivity (k/ρc, how quickly heat spreads). Higher diffusivity demands higher power or slower travel speed.
How Do Beam Wobble And Pulse Shaping Reduce Defects?
Beam wobble traces a tiny circle or figure-eight at the joint, widening the melt and lowering peak intensity to cut spatter and porosity. Pulse shaping ramps power gently at the end, slowing solidification so trapped gas escapes and hot cracks shrink. For magnesium-steel joints, the usable power window is just 25,30 W.
| Technique | Compensates For | Typical Effect |
|---|---|---|
| Blue/green wavelength | Low absorptivity (Cu, Au) | Absorption rises to 60%+ |
| Beam wobble | Pool instability | Less spatter, smoother bead |
| Pulse shaping | Hot cracking | Controlled cool-down |
| Power ramping | Keyhole collapse | Fewer pores |
Common Mistakes Engineers Make When Predicting Weldability From Melting Point
The biggest mistake is assuming a low melting point means easy welding. Aluminum melts at 660 °C[8], far below stainless steel’s 1,400 °C, yet aluminum welds far worse. Its high reflectivity and heat flow dominate the process, not its melting temperature, which is exactly why melting point alone doesn’t predict laser weldability (2012).
Here are four errors that wreck real welds, each paired with the right fix:
- Calling low-melting aluminum “easy”: Reflectivity bounces the beam away and conductivity drains the heat. Fix: Score the material on absorptivity and thermal conductivity first, not melting point.
- Ignoring surface oxide layers: Aluminum oxide melts near 2,072 °C — over 1,400 °C above the base metal. That skin blocks fusion and traps gas. Fix: Clean or break the oxide before welding; rate surface condition on your scorecard.
- Mismatching wavelength to material: Copper absorbs only 3–5% of 1,064 nm light. Fix: Match wavelength to absorptivity — green or blue lasers for copper.
- Overlooking joint geometry: A lap joint and a butt joint on the same alloy behave differently because heat escapes through different paths. Fix: Score joint design separately from material.
One more trap: trusting melting point for dissimilar pairs. When two metals with compatible melting points have mismatched thermal expansion, residual stress and cracking still ruin the joint (2022).
Practical Material Selection And Joint Design Rules For Reliable Laser Welds
Match the laser wavelength to the metal’s absorptivity first, then design the joint to manage heat flow and intermetallics. For reflective metals like copper, switch from 1,064 nm fiber lasers to green (515 nm) or blue (450 nm) beams, because copper absorbs only 3,5%[9] at 1,064 nm but soaks up far more shorter-wavelength light. This single choice can cut required power density by a factor of about 167× compared to stainless steel, proving again why melting point alone doesn’t predict laser weldability.
When Should You Switch To Green Or Blue Lasers?
Switch wavelengths whenever room-temperature absorptivity drops below 10%. Copper, gold, and silver fit this rule. Blue diode lasers heat copper four to five times more efficiently than infrared, slashing spatter and porosity at the start of the weld.
How Do You Pre-Treat Reflective Surfaces And Pick Filler?
Roughen or black-oxide the surface to raise absorption before the keyhole forms. For crack-prone pairs, add filler that controls solidification chemistry:
- Aluminum 6xxx alloys: use 4043 (silicon) filler to suppress hot cracking
- Dissimilar steel-to-aluminum: apply a nickel or silver interlayer to block brittle Fe-Al intermetallics
- Copper joints: keep the pool small and fast to limit heat-affected zone growth
What Joint Design Rules Cut Cracking In Dissimilar Welds?
Mismatched thermal expansion drives residual stress and cracking even when both melting points are compatible. Use a lap joint over a butt joint to spread shear stress. Offset the beam toward the higher-conductivity metal so both sides reach fusion together. Limit the intermetallic layer to under 10 micrometers, since thicker brittle layers fracture under load.
Frequently Asked Questions
Quick answers to the questions engineers ask most about why melting point alone doesn’t predict laser weldability.
Why does thermal conductivity matter more than melting point for weldability?
Thermal conductivity decides how fast heat escapes the weld zone before it can build a melt pool. Copper conducts heat at about 401 W/(m·K) and reflects most of a 1,064 nm beam, so it can need roughly 167 times higher power density than stainless steel to start keyhole melting (2024). A high melting point is meaningless if the energy drains away faster than you can deposit it.
What’s the typical temperature range for laser welding?
Laser welding pushes the local weld zone above the metal’s melting point but ideally below its boiling point. Magnesium,steel tests show why this window is tight: at 15,20 W the interface never reaches magnesium’s melting point and joints stay weak, while 35,50 W boils the metal and causes hot cracks and porosity (2022). The clean window sat at just 25,30 W[10].
Does melting point ever matter?
Yes, but only as one input among several. Melting point sets the floor temperature you must exceed. Absorptivity, thermal conductivity, thermal diffusivity, viscosity, and surface tension then decide whether you actually get there and keep a stable pool.
Which metals are hardest to laser weld and why?
Copper, aluminum, and gold rank hardest because they combine high reflectivity with rapid heat loss. Dissimilar pairs like aluminum-to-steel add brittle intermetallic compounds that crack under load.
Key Takeaways For Predicting Laser Weldability Beyond Melting Point
Score every metal across five thermophysical inputs before locking laser parameters: absorptivity, thermal conductivity, viscosity, surface tension, and thermal expansion. Melting point is one input, not the answer. Copper melts at 1,085 °C yet needs roughly 167× higher power density than stainless steel to start keyhole melting (2024), proof of why melting point alone doesn’t predict laser weldability.
Run this checklist on any new material or joint:
- Absorptivity at your wavelength: Below 5% (copper, gold at 1,064 nm) means switching to a green or blue laser, not raising power blindly.
- Thermal conductivity: Above 200 W/(m·K) signals heat will drain faster than the beam delivers it — expect cold welds at standard settings.
- Viscosity and surface tension: Low values predict an unstable melt pool and spatter, so plan for tighter speed control.
- Thermal expansion mismatch: In dissimilar pairs, large gaps drive residual stress and cracking even when both melting points fit.
- Intermetallic risk: Check the phase diagram before joining unlike metals — brittle compounds form in the fusion zone regardless of melting temperature.
The clearest lesson from the magnesium,steel case: the safe weld window can be as narrow as 25,30 W, since lower power never reaches melting and higher power triggers hot cracks. That window comes from properties, not from a single number.
Build a weldability scorecard for each candidate material and validate it with sample coupons before committing to production parameters. Skip the melting-point shortcut. Evaluate all five inputs first, that habit prevents the costly reflective and dissimilar-metal failures covered throughout this guide.
Reference Sources
- [1]arcuscnc.com — supports: Copper’s melting point is about 1,085 °C, yet due to its high thermal conductivity of ab…
- [2]en.wikipedia.org — supports: Copper’s melting point is about 1,085 °C, yet due to its high thermal conductivity of ab…
- [3]osti.gov — supports: For metallic materials, the minimum laser beam irradiance required for melting and weldi…
- [4]digital.library.unt.edu — supports: For metallic materials, the minimum laser beam irradiance required for melting and weldi…
- [5]iopscience.iop.org — supports: A general methodology for predicting laser weld properties uses mean surface enthalpy an…
- [6]ui.adsabs.harvard.edu — supports: A general methodology for predicting laser weld properties uses mean surface enthalpy an…
- [7]scribd.com — supports: In laser welding of aluminum alloys, high reflectivity and high thermal conductivity, co…
- [8]pmc.ncbi.nlm.nih.gov — supports: During dissimilar laser welding, differences in thermal conductivity, coefficient of the…
- [9]mdpi.com — supports: During dissimilar laser welding, differences in thermal conductivity, coefficient of the…
- [10]phase-trans.msm.cam.ac.uk — supports: In laser welding of metals, the stability and shape of the weld pool are strongly influe…



