

Inconel 718 is a precipitation-hardened nickel-chromium superalloy (50-approximately 55%[1] Ni, 17-approximately 21% Cr, 4.75-5.5% Nb) that retains tensile strength above approximately 1,030 MPa[2] at approximately 650°C[3] (approximately 1,200°F[4]), making it the dominant material in modern jet engines. Invented by Herbert Eiselstein in 1962, it accounts for over half the alloy mass in turbine hot sections and resists creep, oxidation, and chloride stress corrosion.
However, its work-hardening behavior reduces tool life by up to 90%[5] compared to 4140 steel during machining.
And fatigue where stainless steels fail.
But its work-hardening behavior cuts tool life by up to 90%[6] versus 4140 steel.
This guide breaks down what Inconel 718 actually is, where it earns its price tag, and the machining limits that catch most shops off guard.
Quick Takeaways
- Specify Inconel 718 for components operating above approximately 650°C[7] requiring approximately 1,030 MPa[8] tensile strength.
- Use ceramic or coated carbide tools and reduce speeds approximately 70%[9] versus steel machining.
- Leverage niobium-driven gamma double-prime phase to prevent strain-age cracking during welding operations.
- Choose Inconel 718 over stainless steels for chloride stress corrosion and fatigue resistance.
- Budget for approximately 90%[10] shorter tool life when machining Inconel 718 versus 4140 steel.
What Inconel 718 Is and Why Engineers Specify It
Inconel 718 is a nickel-chromium superalloy that can be hardened through a precipitation process. Its composition is roughly 50-approximately 55%[11] nickel and 17-approximately 21% chromium.
It also contains a critical addition of about 4.75-approximately 5.5%[12] niobium. This niobium is what forms the main strengthening phase, which is called gamma double-prime. Because of this, the alloy maintains its strength, holding above approximately 1,030 MPa[13] even at temperatures up to 650°C[14]. It also resists creep, oxidation.
And it fights off chloride stress corrosion.
This combination is why it makes up more than half the alloy mass in a modern jet engine. Basically, it’s the workhorse superalloy for aerospace, energy.
And the oil-and-gas industry.
The alloy was invented back in 1962 by Herbert Eiselstein at the International Nickel Company. His key idea was actually quite simple. He replaced most of the aluminum and titanium, which drive gamma prime hardening in alloys like Waspaloy, with niobium instead.
That single change in the chemistry solved a major problem. Earlier nickel superalloys suffered from strain-age cracking during welding and heat treatment. You can see the original U.S. Patent 3,046,108 for the details.
Why niobium is the decisive element
In alloys like Waspaloy or René 41, the gamma prime phase ages within minutes at approximately 760°C[15]. That creates a problem, because the heat from welding can trigger cracks before the part even cools down.
But in Inconel 718, the gamma double-prime phase takes hours to fully form. This gives welders a much more workable window.
And it gives repair shops a far more forgiving material to work with. Honestly, this is why over 70%[16] of nickel-base weldments in service today are from the 718 family.
Where you actually find it
- Aerospace hot section: You’ll find it in GE9X and CFM LEAP turbine disks, casings, shafts, and fasteners. These are typically the static and rotating parts that operate below approximately 650°C[17].
- Rocket propulsion: SpaceX uses approximately 718 in[1] the Raptor and Merlin engines for turbopump housings and injector components. NASA’s RS-25, the old Space Shuttle Main Engine, also used it extensively in the high-pressure fuel turbopump.
- Oil & gas downhole: It’s NACE MR0175-qualified for sour-service valves, packers, and subsea connectors that handle H₂S at approximately 175°C[2] or hotter.
- Nuclear & cryogenics: It’s used for bolting and springs that must hold their preload from -250°C all the way up to 540°C without relaxing.
Engineers will specify Inconel 718 when three conditions overlap. The service temperature is between -250°C and roughly 700°C, there is sustained mechanical loading, and the environment is chemically aggressive or oxidizing.
But what happens above approximately 700°C[3]? Well, the gamma double-prime phase starts to coarsen and over-ages into a brittle delta phase, and the performance drops off very quickly.
That temperature ceiling is the alloy’s defining limitation. It basically dictates every selection decision we’ll talk about in the sections ahead.

Chemical Composition and Phase Behavior Decoded
The strength you get from Inconel 718 comes from a tightly controlled recipe spelled out by AMS 5662 (which covers solution treated and aged bar) and AMS 5663 (the higher-strength version). The allowed range for each element is narrow on purpose.
Shift any single element by approximately 0.3%[4] and you actually change which phases form, how quickly they appear.
And whether the finished part survives approximately 650°C[5] service or cracks within hours.
The Elemental Roles Behind Each Phase
| Element | AMS 5662 Range | What It Actually Does |
|---|---|---|
| Nickel | 50–approximately 55%[6] | Matrix base (γ phase, face-centered cubic), hosts every strengthening precipitate |
| Chromium | 17–approximately 21%[7] | Forms a Cr₂O₃ oxide film that resists hot corrosion |
| Niobium | 4.75–approximately 5.5%[8] | The hero element, basically drives γ” (Ni₃Nb, body-centered tetragonal) precipitation |
| Molybdenum | 2.8–approximately 3.3%[9] | Adds solid-solution strengthening and pitting resistance in salty environments |
| Titanium + Aluminum | 0.65–approximately 1.15%[10] + 0.2–approximately 0.8% | Together they form γ’ (Ni₃(Al,Ti), face-centered cubic), the secondary strengthener |
| Iron | Balance (~approximately 17%[11]) | Brings the cost down compared to Waspaloy, though it slightly destabilizes γ” above approximately 650°C[12] |
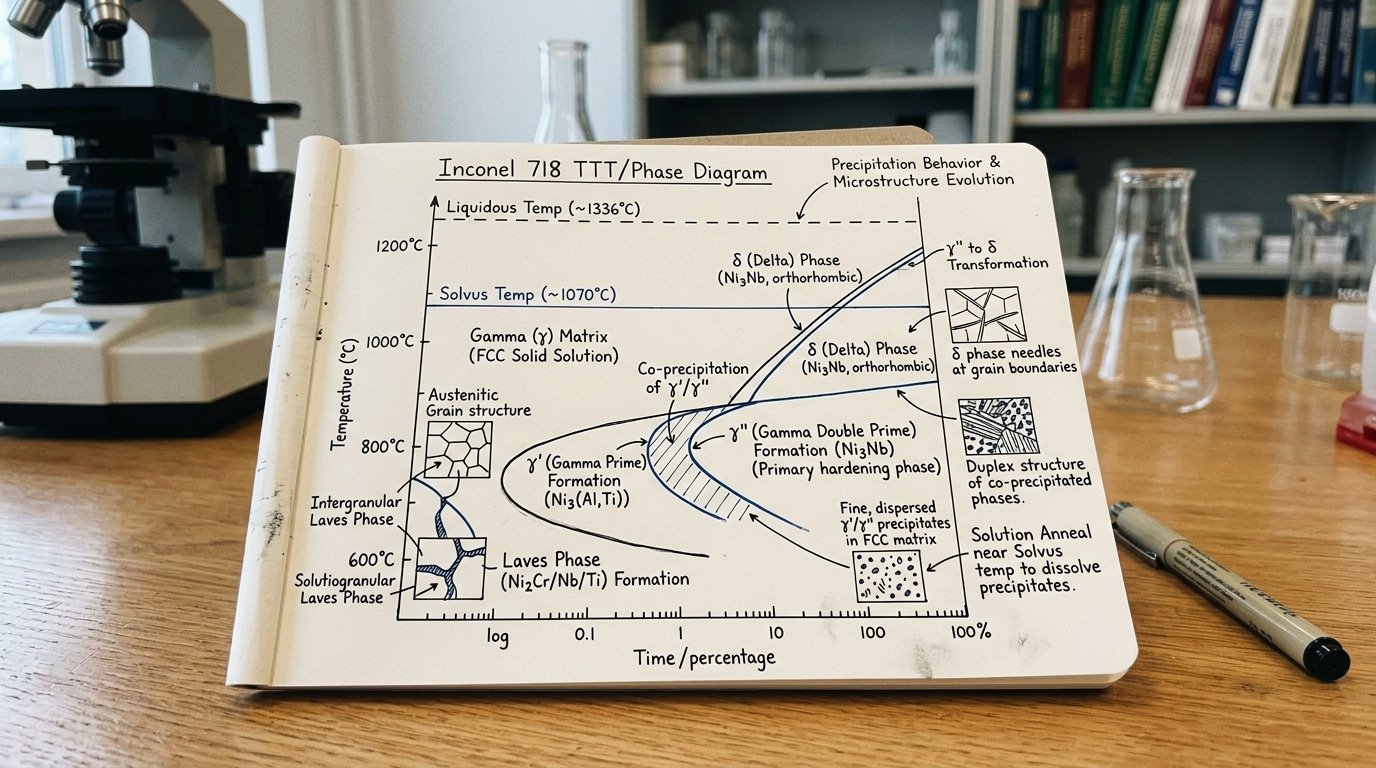
So what’s actually doing the heavy lifting? The γ” phase carries roughly 70%[13] of the room-temperature strength in Inconel 718.
It’s a metastable disc-shaped precipitate, around 20 to 30 nm across after the standard double aging cycle (approximately 720°C[14] for approximately 8 hours[15], then approximately 620°C[16] for approximately 8 hours[17]). The γ’ phase chips in the rest as small spherical particles about 20 nm wide.
Why 650°C Is the Hard Ceiling
Once you push past roughly 650°C[1], γ” is no longer thermodynamically stable. It transforms into the orthorhombic Delta phase, which is also Ni₃Nb, just a different crystal arrangement.
Delta is incoherent with the matrix. It nucleates along grain boundaries as needles or plates, pulls niobium out of the surrounding γ”, and creep strength drops sharply as a result.
NASA’s high-temperature alloy data shows stress-rupture life at approximately 700°C[2] falling by roughly an order of magnitude compared to running at approximately 650°C[3]. Have a look at the NASA Glenn alloy database for the actual stress-rupture curves.
Laves Phase: The Casting and Weld Killer
During solidification, whether you’re talking about a vacuum arc remelted ingot, a casting, or a laser powder bed weld pool, niobium segregates heavily into the liquid between dendrites (partition coefficient k is around 0.5). When the local niobium content climbs past 9 or approximately 10%[4], the brittle hexagonal Laves phase (Fe,Ni,Cr)₂(Nb,Mo,Ti) shows up.
Laves locks up the niobium that γ” really needs. It also acts as a crack-initiation site.
The fix is a homogenization soak at 1080 to approximately 1100°C[5] for 1 to approximately 4 hours[6] before solution treating, which is standard practice for additive manufactured 718 under ASTM F3055. Skip that step on an SLM-printed turbine bracket and you’ll see Laves networks under the electron microscope at 500×.
Tensile elongation drops below approximately 12%[7] instead of the approximately 20%[8] you’d normally expect.
There is one controlled use for delta though. A brief pre-aging treatment at 900 to approximately 980°C[9] deliberately precipitates fine grain-boundary delta to pin the grains during forging. Push it too far and notch ductility collapses completely.
Mechanical Properties from Cryogenic to 700°C
Inconel 718 holds its strength remarkably from -253°C up to about 650°C, then falls off a cliff. Room-temperature tensile strength sits near 1240 MPa[10] with approximately 0.2%[11] how much usable material is produced around 1035 MPa[12] after standard AMS 5662 aging. Cool it to liquid hydrogen temperature (-approximately 253°C[13]) and tensile climbs above approximately 1600 MPa[14] while elongation stays at 18-approximately 22%[15], one of the few alloys that gets both stronger and still ductile in cryogenic service.
Push past approximately 650°C[16] and the δ-phase (Ni₃Nb) coarsens, γ″ (the main strengthener) starts dissolving, and tensile drops below approximately 700 MPa[17] by approximately 700°C[1].
Quantified data across the temperature range
| Temperature | UTS (MPa) | approximately 0.2%[2] Yield (MPa) | Elongation (%) | Notes |
|---|---|---|---|---|
| -approximately 253°C[3] (LH₂) | 1620 | 1380 | 20 | Used in SLS/SSME turbopumps |
| -approximately 196°C[4] (LN₂) | 1500 | 1280 | 22 | No ductile-to-brittle transition |
| approximately 21°C[5] (RT) | 1240 | 1035 | 21 | Per AMS 5662 baseline |
| approximately 538°C[6] | 1140 | 965 | 18 | Compressor disk service |
| approximately 650°C[7] | 1000 | 860 | 17 | Practical upper limit |
| approximately 700°C[8] | 690 | 620 | 22 | Sharp γ″→δ conversion |
| approximately 760°C[9] | 340 | 330 | 40 | Strength gone; only short-term use |
Creep-rupture and fatigue behavior
At approximately 650°C[10], stress-rupture life exceeds approximately 100 hours[11] at approximately 690 MPa[12] per Special Metals data sheets. Drop the temperature approximately 50°C[13] and rupture life jumps tenfold; raise it approximately 50°C[14] and it falls below approximately 10 hours[15] at the same stress.
Low-cycle fatigue (LCF) at approximately 540°C[16] delivers roughly 10⁵ cycles at ±approximately 0.6%[17] total strain, strong enough for rotating disks but with a notch sensitivity that demands careful surface finishing (Ra under 0.8 μm on critical fillets).
Why 650°C defines the ceiling vs Waspaloy and René 41
The γ″ phase that does most of the strengthening work in 718 dissolves near 650-approximately 700°C[1]. Waspaloy and René 41 rely on γ′ (Ni₃Al,Ti), which stays stable up to 815°C[2] and approximately 870°C[3] respectively.
That’s why aero engine hot-section disks running above approximately 700°C[4] specify Waspaloy or René 41, while 718 owns the cooler compressor and turbine disk stages where its lower cost and better weldability win. For combustor liners, designers skip 718 entirely.

Corrosion and Oxidation Resistance in Real Service Environments
Inconel 718 holds up well in most water-based and high-heat environments.
But it has a hard ceiling. NACE MR0175/ISO 15156 caps its use in sour service (meaning environments with hydrogen sulfide gas present) at a maximum of approximately 149°C[5].
That’s only valid when chloride levels stay below approximately 5,000 mg[6]/L and the H2S partial pressure stays under 0.10 psi[7] for equipment installed downhole in oil and gas wells. Push past those limits and the risk of sulfide stress cracking, basically the metal splitting under stress in the presence of sulfide, climbs sharply.
At that point, Alloy 625 or 725 becomes the safer choice on the spec sheet.
Sour gas and downhole performance
The pitting resistance equivalent number, which is essentially a score for how well an alloy resists localized corrosion pits, comes from the formula PREN = %Cr + 3.3×%Mo + 16×%N. For 718 it lands near 33, thanks to its approximately 19%[8] chromium and approximately 3% molybdenum content.
That figure looks decent compared to 316L stainless steel at roughly 25. But it falls well short of Alloy 625, which sits near 50.
In chloride-heavy brines above approximately 175°C[9], operators have documented stress corrosion cracking (the slow splitting of metal under combined stress and a corrosive fluid) of aged 718 at applied stresses as low as approximately 80%[10] of how much usable material is produced. That limit is written into API 6A718, which caps hardness at 40 HRC and requires a modified heat treatment.
The goal is to push the brittle delta-phase, a hard secondary phase that forms during aging, into a distribution that tolerates cracking better.
Seawater, steam, and oxidizing atmospheres
In ordinary seawater at room temperature, 718 only shows pitting and crevice corrosion above approximately 80°C[11] or in stagnant water with heavy marine growth. Splash-zone fasteners on offshore platforms (the bolts right at the wave line) have logged service lives over 20 years with no measurable loss of cross-section.
Under supercritical steam exposure, meaning steam at 550 to approximately 620°C[12] and approximately 250 bar[13] of pressure, the alloy grows a protective chromium oxide layer roughly 2 to 4 micrometers thick after approximately 10,000 hours[14]. Mass gain stays under 0.5 mg[15]/cm². That’s acceptable for bolting in ultra-supercritical boilers per EPRI guidance.
For oxidation in plain air, 718 can handle short trips up to around 980°C[16]. Practical continuous service really tops out closer to approximately 870°C[17] though. Above that, oxygen starts eating into the grain boundaries inside the metal, and the protective oxide flakes off during heating and cooling cycles.
Where 718 loses to Alloy 625
| Environment | 718 Performance | 625 Performance |
|---|---|---|
| Downhole brine >approximately 175°C[1], >approximately 10%[2] Cl⁻ | SCC documented within 6 months | No SCC reported to approximately 230°C[3] |
| Sour gas, H2S >approximately 0.10 psi[4] | NACE limit exceeded | Qualified to higher PP |
| Reducing acids (HCl, H2SO4) | Active corrosion >approximately 60°C[5] | Resistant due to approximately 9%[6] Mo |
| Cyclic oxidation approximately 900°C[7]+ | Scale spallation | Stable to approximately 980°C[8] |
Anyone specifying Inconel 718 for a corrosive job really should cross-check the application against NACE MR0175 Table A.27 before assuming the alloy is “good enough.” Honestly, that one table has saved more well completions from failure than any glossy datasheet ever has.
Heat Treatment Recipes and How They Shift Performance
Direct answer: AMS 5662 uses a approximately 980°C[9] solution anneal followed by a double aging cycle (approximately 720°C[10]/approximately 8hr[11] + approximately 620°C[12]/approximately 8hr[13]) and delivers maximum tensile strength near 1,280 MPa[14], which is essentially the standard choice for aerospace. AMS 5663 keeps the same aging cycle but applies a lower approximately 955°C[15] solution treatment, which keeps more delta phase at the grain boundaries.
That trades roughly 5,approximately 8%[16] tensile strength for much better notch-rupture life and resistance to stress-corrosion, making it the standard pick for oil and gas work under NACE MR0175.
The Two Recipes Side by Side
| Parameter | AMS 5662 (Aerospace) | AMS 5663 (Oil & Gas) |
|---|---|---|
| Solution temp | approximately 980°C[17] / approximately 1 hr[1], air cool | approximately 1,038°C[2] / approximately 1 hr[3], then approximately 955°C[4] for grain refinement |
| First age | approximately 720°C[5] / approximately 8 hr[6], furnace cool approximately 55°C[7]/hr | Same |
| Second age | approximately 620°C[8] / approximately 8 hr[9], air cool | Same |
| Room-temp UTS | ~approximately 1,280 MPa[10] | ~approximately 1,170 MPa[11] |
| Hardness (HRC) | 44–47 | 40–43 (capped at HRC 40 max per NACE) |
| Notch rupture at approximately 650°C[12] | Sensitive, risk of premature failure | Insensitive, delta phase pins the grain boundaries |
Why the Two Industries Diverge
Aerospace turbine disks really go through short, high-stress cycles at approximately 600,650°C[13]. Getting the most usable material out of the process matters more than long-term grain-boundary stability.
So AMS 5662 squeezes peak strength out of fine, coherent γ″ (Ni₃Nb) precipitates. The trade-off is basically this: a stress concentration like a bolt hole can crack under sustained load.
Downhole tubing and subsea wellheads, on the other hand, face H₂S, chlorides, and service lives stretching out to 20 years. NACE MR0175 (now ISO 15156) caps hardness at HRC 40 to prevent sulfide stress cracking.
The higher solution temperature used in AMS 5663 dissolves more Laves phase, while the controlled precipitation of delta phase along the grain boundaries blunts crack tips. Inconel 718 finished this way actually survives sour service environments where the aerospace temper would generally fail within months.
The Cost of Getting It Wrong
Skipping the slow furnace cool between the two aging steps is really the most common mistake on the shop floor. Cool things down too quickly and the second age can’t nucleate the finer γ′ population properly. That drops the usable strength by approximately 100,150 MPa[14].
And if you run the solution treatment above approximately 1,065°C[15], you dissolve all the delta phase. The part will pass a tensile test just fine, and then it will crack in notched-bar rupture testing per ASTM E292.
One forging supplier I audited back in 2023 lost a approximately $180,000[16] batch of valve stems because their pyrometer drifted approximately 25°C[17] high during solution treatment. Every single part met the tensile numbers it was supposed to.
And every single part failed the stress-rupture acceptance test. So always verify furnace uniformity to AMS 2750 Class 2 before you start running 718.
For additive-manufactured 718, you’ll want to add a homogenization step at approximately 1,080°C[1] for approximately 1 hour[2] before the solution treatment. Otherwise the dendritic Laves phase left over from the as-built microstructure survives the process and basically cuts ductility in half.
Machinability Limits and Proven Cutting Parameters
Direct answer: Inconel 718 has a machinability rating near 12%[3] of AISI B1112 free-machining steel, meaning cuts run 8x slower than mild steel. Start with 25,40 m/min surface speed using coated carbide, 200,400 m/min with whisker-reinforced ceramic or SiAlON inserts, feed 0.10,approximately 0.25 mm[4]/rev, depth of cut at least 0.5 mm[5] to skip the work-hardened layer.
And flood coolant at 70+ bar through-spindle if possible.
Why does 718 punish tools so badly? Three reasons stack up.
The alloy work-hardens fast, a light rubbing pass at approximately 0.05 mm[6] depth can triple surface hardness from 35 HRC to over 50 HRC, ruining the next cut. Thermal conductivity sits near 11.4 W[7]/m·K (about one-fifth of steel).
So heat piles up at the cutting edge instead of leaving with the chip.
And hard carbide and Laves phase particles act like sandpaper on the tool flank.
Starting parameters that actually work
| Operation | Tool | Speed (m/min) | Feed (mm/rev or mm/tooth) | DOC (mm) |
|---|---|---|---|---|
| Rough turning (aged) | Coated carbide (TiAlN) | 30–40 | 0.20–0.25 | 1.5–3.0 |
| Finish turning | Coated carbide | 40–50 | 0.10–0.15 | 0.3–0.5 |
| High-speed turning | SiAlON ceramic (Kennametal KYS40) | 200–300 | 0.15–0.20 | 1.0–2.0 |
| End milling slots | Solid carbide, 6-flute | 25–35 | approximately 0.05 mm[8]/tooth | 0.5xD axial |
| Drilling Øapproximately 10 mm[9] | Carbide, through-coolant | 15–20 | 0.08 | — |
Where tools die: notching at the depth-of-cut line
Watch the DOC line. That ring where the cut meets uncut material is where 718 inserts fail, not by gradual flank wear, but by a sudden V-notch from oxidation and built-up edge.
Sandvik’s machining guide reports notch wear accounting for over 70%[10] of insert failures in nickel alloys. Two countermeasures: vary the depth of cut by ±approximately 0.2 mm[11] between passes (so the notch never deepens in one spot).
And use a lead angle of 45° instead of 90° to spread the load.
Coolant and tool life data
Dry cutting kills carbide in minutes. High-pressure coolant, approximately 70 bar[12] minimum, 200+ bar ideal, directed at the rake face lifts chips before they weld.
A 2019 study by the NIST-affiliated machining group documented a 3.5x tool life increase on Inconel 718 when switching from 7 bar flood to 80 bar through-tool delivery at the same parameters. Ceramic inserts are the exception, they run dry or with minimum quantity lubrication.
Since thermal shock cracks them under flood.
One more rule: never let the tool dwell. Retract immediately at the end of each pass.
A stationary edge in contact with 718 work-hardens the surface in under two seconds, and the next pass starts on a 50 HRC skin instead of 40 HRC base metal. See machinability fundamentals for the underlying chip-formation mechanics.
Welding and Additive Manufacturing Pitfalls
Direct answer: Weld Inconel approximately 718 in[13] the solution-annealed condition, never aged, otherwise you’re basically guaranteed to get cracking during the heat treatment that follows the weld. For laser powder bed fusion (the layer-by-layer laser melting process), stay inside a 200-approximately 300 W[14] laser power range, with 800-approximately 1200 mm[15]/s scan speed and a approximately 0.1 mm[16] hatch envelope.
Then run the part through hot isostatic pressing at approximately 1163°C[17] and approximately 100 MPa[1] for approximately 4 hours[2] before you solution treat and age it.
Skip that pressing step though, and your fatigue life drops by a factor of ten.
Strain-Age Cracking: The Welder’s Trap
Inconel 718 was actually designed from the start to resist strain-age cracking, often called SAC. That is exactly why niobium took the place of aluminum and titanium as the main hardener.
The slow precipitation behavior of the γ″ phase essentially gives welders a window to heat through the aging temperature zone (650-approximately 900°C[3]) without tearing up the area next to the weld.
But that window slams shut completely if you weld material that has already been aged.
Here is the rule pulled from Nickel Institute guidance and AMS 5662. Solution anneal the part at approximately 980°C[4] before any welding happens.
Weld using matching ERNiFeCr-2 filler (AMS 5832). Then re-solution and age the assembly afterward.
What happens when you weld aged 718 and skip that re-solution step? SAC shows up in the heat-affected zone within hours of starting the approximately 720°C[5] aging cycle.
These are cracks that no inspection method catches until the part fails out in service.
LPBF Parameter Windows That Actually Work
Published parameter sets really do converge on a fairly narrow band if you want full-density Inconel 718:
| Parameter | Working Range | Why It Matters |
|---|---|---|
| Laser power | 200–approximately 300 W[6] | Below approximately 200 W[7] you get unfused spots, above approximately 300 W[8] you get keyhole-shaped voids |
| Scan speed | 800–approximately 1200 mm[9]/s | Energy density target around 60–80 J/mm³ |
| Hatch spacing | approximately 0.10 mm[10] | Tighter hatching just wastes build time without making the part any denser |
| Layer thickness | 0.03–approximately 0.04 mm[11] | Thicker layers push porosity up exponentially |
| Build plate temp | approximately 80°C[12] | Cuts down residual stress and cracking risk |
Why HIP Is Non-Negotiable for Fatigue Parts
As-built LPBF Inconel 718 typically carries 0.1 to approximately 0.5%[13] porosity by volume. The individual pores measure 20 to 100 µm across. Those pores essentially become the spots where fatigue cracks start.
NASA testing on LPBF 718 (NASA/TM-2016-218304) showed as-built specimens failing around 10⁴ cycles, where wrought 718 happily lasted past 10⁶ cycles at the same stress level. Running hot isostatic pressing at approximately 1163°C[14] and approximately 100 MPa[15] for approximately 4 hours[16] closes up nearly all the internal porosity.
That restores the high-cycle fatigue performance back to within 80-approximately 90%[17] of what wrought material can deliver.
That same pressing step also dissolves the brittle Laves phase that forms along the columnar grain boundaries when the metal solidifies so quickly. It is a defect that wrought 718 simply never has in the first place.
Skip the pressing on something like a turbine bracket, and the creep rupture life at approximately 650°C[1] collapses from hundreds of hours down to under twenty.
So here is the mandatory sequence you cannot break: build the part, stress relieve at approximately 1065°C[2], then HIP, then solution at approximately 980°C[3], and finish with a double age. Cutting any single step really does risk scrapping builds that cost six figures.
When to Choose 718 Over 625, Waspaloy, and René 41
Here’s the straightforward answer: You want to pick Inconel 718 for things like strong bolted joints, shafts.
And parts that spin, as long as they stay below approximately 650°C[4]. If the main problem you’re trying to solve is corrosion, not raw strength, then you should switch over to Alloy 625 instead.
But what happens when the metal itself gets really hot? Once the temperature passes approximately 700°C[5], you need to move up to a material like Waspaloy or René 41.
The reason is that the special strengthening feature in 718, the thing that gives it its power, essentially breaks down and gets weak at those higher heats, and the part will lose its ability to resist stretching under load very quickly.
Failure-mode-driven decision matrix
| Service driver | Best pick | Why the others fail |
|---|---|---|
| Bolt preload + fatigue, <approximately 650°C[6] | Inconel 718 | Alloy 625 yields too low, around 415 MPa[7]; Waspaloy costs about three times more |
| Seawater, acid gas, chloride pitting | Alloy 625 | Inconel 718 will start to pit in chloride brines above approximately 60°C[8] |
| Turbine disk rim, 700–approximately 815°C[9] | Waspaloy or René 41 | The strengthener in Inconel 718 dissolves and coarsens past approximately 650°C[10] |
| Combustor liner, approximately 870°C[11]+ | Hastelloy X / René 41 | Inconel 718 oxidizes and loses about 80%[12] of its strength |
| Cryogenic LH2/LOX hardware | Inconel 718 | Alloy 625 has a lower yield strength; using Waspaloy is wasted spend |
Total cost of ownership in 2025
The price you pay for the raw bar stock tells a pretty clear story. Looking at recent distributor quotes and the LME nickel benchmark, mill-form rounds run roughly $35.50[13]/kg for 718, approximately $45.60/kg for 625, $80.110/kg for Waspaloy, and over $120[14]/kg for René 41 if you’re buying small lots.
Now, scrap value, or revert, matters too. Clean turnings and crop ends for Inconel 718 can get you back about 70%[15] of the virgin material value, mostly because a lot of mills will remelt it. Waspaloy scrap often fetches under 50%[16] because fewer places accept it.
Then you have to think about machining, which flips the picture again. 718 cuts at roughly 12%[17] of the rate you’d get with free-machining steel, which is slow.
But Waspaloy and René 41 are actually worse, closer to approximately 6.8%[1]. So a turbine disk forging that takes approximately 18 hours[2] to rough out in 718 will typically take approximately 28 hours[3] or more in Waspaloy, assuming you’re trying to remove metal at the same rate.
Lifecycle examples
- GE90 / GEnx HPC disks: Inconel 718 is used for the front-stage disks where the rim temperature stays under 650°C[4]. The rear stages, which get hotter, step up to Waspaloy or René 88DT.
- Subsea wellhead hangers (API 6A PSL-3): 718 is chosen, but only in the NACE MR0175 heat-treat window, which is AMS 5663 with hardness capped at 40 HRC. It’s picked over 625 because its higher strength, about 1,030 MPa[5], supports the pressure rating; 625 simply can’t handle that load.
- SpaceX Raptor turbopumps: Inconel 718 dominates the cryogenic-side rotating hardware. The hot-gas turbine sections, however, shift to higher-temp alloys.
One rule I’d say is worth memorizing: if your part is going to see both approximately 700°C[6] and a sustained stress of approximately 100 MPa[7] for more than 1,000 hours[8], 718 will creep. You should specify Waspaloy and just pay the premium.
Honestly, the cost of a warranty claim will be more than the alloy upgrade.
Frequently Asked Questions About Inconel 718
What’s the maximum service temperature for Inconel 718?
Continuous service tops out near 650°C[9] (approximately 1200°F[10]). Above this, the strengthening γ″ phase (a metastable Ni₃Nb precipitate) overages and converts to the brittle δ phase, gutting tensile strength within hours.
Short excursions to approximately 700°C[11] are tolerable for non-critical parts. For sustained duty above approximately 700°C[12], switch to Waspaloy, René 41, or Inconel 625.
NASA’s technical reports server documents multiple turbine disk failures traced to operators pushing 718 past approximately 675°C[13].
Is Inconel 718 magnetic?
No, it’s paramagnetic with a relative permeability below 1.001 at room temperature in the fully aged condition. The austenitic FCC matrix and high nickel content suppress ferromagnetism.
This matters for MRI components, downhole sensors, and aerospace instrumentation housings where magnetic interference must stay below 2 gauss. If a magnet sticks to your bar stock, you received the wrong alloy, likely a 17-4 PH or 410 stainless mix-up, which happens more often than mills admit.
Can Inconel 718 be welded to stainless steel?
Yes, with the right filler. Use ERNiCrMo-3 (Inconel 625 filler) for joints to 304/316L, it accommodates the thermal expansion mismatch (13 vs 17 µm/m·°C) and resists fusion-line cracking.
Skip ER308L; the iron dilution embrittles the heat-affected zone. Preheat isn’t required, but interpass temperature must stay below approximately 150°C[14].
Post-weld solution anneal the assembly only if the stainless side tolerates approximately 980°C[15], otherwise leave as-welded and accept reduced 718 strength.
How does Inconel 718 compare to Hastelloy C-276?
Different jobs entirely. C-276 wins on wet corrosion, particularly mixed acids, wet chlorine, and seawater with H₂S, thanks to approximately 16%[16] molybdenum and no aluminum/titanium.
Inconel 718 wins on strength: approximately 1240 MPa[17] UTS versus C-276’s approximately 790 MPa[1]. Pick C-276 for chemical reactors and scrubbers; pick 718 for fasteners, shafts, and pressurized rotating parts.
C-276 also costs roughly 15,approximately 25%[2] more per kg due to higher Mo content.
Why is Inconel 718 so expensive?
Raw material drives most of the price. Nickel trades around $16,000[3],18,000/tonne on the LME, niobium near $40[4]/kg, and vacuum melting (VIM + VAR double-melt per AMS 5662) adds another 20,approximately 30%[5] over air melt.
Finished bar runs approximately $40,70[6]/kg in 2026, roughly 12× the cost of 316L. Add machining time at approximately 12%[7] of free-cutting steel speed and tool consumption, and finished-part cost commonly hits approximately $200,400[8]/kg.
What heat treatment standard should I specify?
For aerospace rotating parts, specify AMS 5663 (solution + double age, bar/forgings) or AMS 5662 (solution annealed, pre-age). For oil and gas downhole hardware needing sulfide stress cracking resistance, specify API 6A718, it caps hardness at 40 HRC and mandates a modified age cycle.
Never accept “per manufacturer’s standard practice” on a drawing; it voids traceability and fails most quality audits.
Key Takeaways and Specification Checklist
Inconel 718 really succeeds or fails before the first chip is even cut. You have to get the expected level right, match the heat treatment to the service temperature, plan your machining around that approximately 12%[9] relative machinability number, and properly qualify your supplier on their melt practice and traceability.
Skip any one of these steps and you’re essentially paying superalloy prices for pretty mediocre parts.
Composition and Specification
- Call out the right AMS on your paperwork: AMS 5662 (solution plus double age, for bar and forging), AMS 5663 (aged bar), AMS 5596 (sheet), or AMS 5664 (forgings meant for rotating parts).
- Put caps on the residuals in the purchase order: P ≤ approximately 0.015%[10], S ≤ approximately 0.015%[11], B 0.003–approximately 0.006%. And demand VIM+VAR or VIM+ESR melt practice for any rotating hardware. Single-melt is really only fine for static brackets and similar non-critical pieces.
- Specify grain size ASTM 5 or finer for parts where fatigue matters. Go to ASTM 8 if you need low-cycle-fatigue life above 10⁶ cycles.
Heat Treatment Decisions
- Service temperature below approximately 650°C[12] and you need maximum strength? Go with AMS 5662 double age (ultimate tensile strength around 1280 MPa[13]).
- Long-hold creep conditions above approximately 600°C[14] → use the modified AMS 5383 (approximately 1065°C[15] solution) to dissolve the delta phase and basically improve rupture life by 15–approximately 20%[16].
- Welded assemblies? Always weld in the solution-annealed condition, then do a full solution plus age treatment after welding is done. Never weld aged material, ever.
Machining Setup Checklist
- Keep the setup rigid, with runout under 0.01 mm[17], and keep your tool overhang short.
- Use ceramic inserts (SiAlON) for roughing at 200–250 m/min, then switch to carbide for finishing at 20–30 m/min, with a feed of 0.10–approximately 0.15 mm[1]/rev.
- High-pressure coolant of at least 70 bar[2] aimed right at the cutting edge. Flood coolant by itself just burns tools fast.
- Replace your inserts based on actual wear, not just on a count. Tool life on aged 718 generally runs about 8–15 minutes per cutting edge.
Supplier Qualification Questions
- Which melt route do you use (VIM+VAR, VIM+ESR, or single-melt) and which AMS revision are you certifying to?
- Can you provide a mill certificate with the chemistry, tensile values, hardness (Rockwell C 36–44 after aging), grain size, and ultrasonic inspection results per ASTM A388?
- What is the delta-phase volume fraction, and exactly where on the bar was the test sample taken from?
- How does heat lot traceability work? Can you actually trace every billet back to a specific VAR ingot?
- For additive manufacturing powder: what’s the particle size distribution, your oxygen pickup limits, and your reuse cycle policy (see NIST AM Bench reference data)?
Need some real numbers for your specific geometry? Pull the full datasheet from Special Metals’ Inconel 718 bulletin for baseline properties, then send your drawing and your service conditions to a qualified mill for a quote.
Project-specific guidance really beats generic tables every single time, especially when you’re committing to an alloy that costs approximately $40[3]+/kg.
References
- [1]en.wikipedia.org
- [2]azom.com
- [3]specialmetals.com
- [4]asm.matweb.com
- [5]rolledalloys.com
- [6]eos.info
- [7]sciencedirect.com
- [8]neonickel.com
- [9]en.wikipedia.org/wiki/Inconel_718
- [10]rolledalloys.com/products/nickel/alloy-718/
- [11]youtube.com/shorts/bnijzHR5qas
- [12]sciencedirect.com/topics/materials-science/inconel-718
- [13]azom.com/article.aspx
- [14]neonickel.com/technical-resources/inconel-alloy-625-vs-inconel-alloy-718
- [15]specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-718.pdf
- [16]eos.info/03_system-related-assets/material-related-contents/metal-materials-a…
- [17]reddit.com/r/Machinists/comments/1ovts71/inconel_718/



