

15CrMo steel is a low-alloy chromium-molybdenum pearlitic steel that withstands steam temperatures up to 540°C[1] and pressures up to 9.8 MPa[2] without creep failure, governed by China’s GB/T 3077 and GB/T 5310 standards. Its composition includes 0.12–approximately 0.18%[3] carbon, 0.80–approximately 1.10% chromium, and 0.40–0.55% molybdenum, delivering heat resistance that plain carbon steels lose above approximately 400°C[4].
This grade powers approximately 70%[5] of subcritical boiler tubing across Chinese thermal power plants.
And that combination gives it the heat resistance that ordinary carbon steel essentially loses once you push past approximately 400°C[6].
Below, you’ll find the full chemistry breakdown, the mechanical data at high temperatures, how it behaves when you weld it, and the five industries where 15CrMo steel still beats the newer alternatives on cost-per-service-hour. So let’s get into it.
Quick Takeaways
- CrMo steel handles steam up to 540°C[7] and approximately 9.8 MPa[8] without creep failure
- Maintain 0.12-approximately 0.18%[9] carbon, 0.80-approximately 1.10% chromium, 0.40-0.55% molybdenum per GB/T 3077 specifications
- Select 15CrMo for subcritical boiler tubing operating between 450°C and 550°C
- Upgrade to 12Cr1MoV when service temperatures exceed approximately 550°C[10] or require vanadium enhancement
- Verify compliance with GB/T 5310 standards for high-pressure boiler tube applications
What Is 15CrMo Steel and Where It Sits in the Cr-Mo Family
15CrMo steel is a low-alloy pearlitic chromium-molybdenum steel that China defines under its GB/T 3077 standard. You make it with about 0.12 to 0.18 percent carbon, 0.80 to 1.10 percent chromium, and 0.40 to 0.55 percent molybdenum.
Basically, it sits right in the middle of the Cr-Mo family, which makes it stronger and better at resisting slow deformation under heat than a plain carbon steel like 20G.
Though, it is a step below those vanadium-enhanced grades such as 12Cr1MoV.
Engineers tend to pick it when the working temperature is between 450°C and 550°C and the pressure stays under around 9.8 MPa[11].
Its name actually tells you a lot. The “15” points to a nominal 0.15 percent carbon, the “Cr” means there’s about 1 percent chromium, and the “Mo” shows it has roughly 0.5 percent molybdenum.
That naming system comes straight from the GB/T 221 rules, and it’s what sets Chinese grades apart from Western ones like ASTM A213 T11 or DIN 13CrMo4-5, which have a similar makeup but different allowed tolerances.
Where 15CrMo lands in the pressure-service hierarchy
| Grade | Max service temp | Typical use | Cost index (vs 20G) |
|---|---|---|---|
| 20G (carbon steel) | ~approximately 450°C[12] | Low-pressure boiler tubes | 1.0× |
| 15CrMo | ~approximately 550°C[13] | Superheater headers, reformer piping | 1.4–1.6× |
| 12Cr1MoV | ~approximately 580°C[14] | High-pressure superheaters | 1.8–2.2× |
| A335 P22 (2.25Cr-1Mo) | ~approximately 600°C[15] | Petrochemical hot-wall reactors | 2.3–2.7× |
What really defines this material is its creep resistance, which is the slow stretching a metal goes through when you hold it under stress at a high temperature for many years. The molybdenum works to lock dislocations in the iron lattice.
Then the chromium forms a stable oxide skin that fights off scaling and hydrogen attack.
Working together, those elements let 15CrMo hold pressure for the 100,000-hour design life you see in power-plant codes like the ASME BPVC Section II-D. That code lists the closest Western relative, which is A387 Grade 12 or 1Cr-0.5Mo, with allowable stresses around 60 MPa[1] at approximately 510°C[2].
One thing buyers often miss is that 15CrMo is a Cr-Mo Alloy steel, not a stainless steel. So it will rust at room temperature. Its real advantage against corrosion only shows up above approximately 400°C[3], where the chromium-rich oxide layer essentially heals itself.

Chemical Composition Breakdown and the Role of Each Alloying Element
Direct answer: 15CrMo steel under GB/T 3077-2015 actually contains 0.12,approximately 0.18%[4] C, 0.17,approximately 0.37% Si, 0.40,0.70% Mn, 0.80,1.10% Cr, and 0.40,0.55% Mo. The phosphorus stays at or below approximately 0.030%[5], sulfur the same, plus residual copper capped at approximately 0.30%[6] and nickel also at approximately 0.30%[7].
Every single limit is there for a reason tied to high-temperature service, not just metallurgical habit passed down through the years.
Full GB/T 3077 Composition Table
| Element | Range (%) | Primary Function |
|---|---|---|
| C (Carbon) | 0.12–0.18 | Strength via pearlite, kept low so welding stays easy (CE < 0.45) |
| Si (Silicon) | 0.17–0.37 | Removes oxygen during making, mild solid-solution strengthening |
| Mn (Manganese) | 0.40–0.70 | Locks up sulfur as MnS, plus hardenability |
| Cr (Chromium) | 0.80–1.10 | Forms a Cr-rich oxide film that resists steam oxidation up to about 550°C[8] |
| Mo (Molybdenum) | 0.40–0.55 | Creep resistance through Mo₂C carbide precipitation, also prevents temper embrittlement |
| P, S | ≤ 0.030 each | Embrittlement and hot-crack risk, premium mills hold ≤ 0.015 |
| Cu, Ni (residual) | ≤ 0.30 each | Held back to protect HAZ toughness and avoid hot shortness |
Why These Specific Numbers?
Molybdenum at 0.44,approximately 0.55%[9] really is the creep workhorse here. Drop below approximately 0.4%[10] and the Mo₂C carbides coarsen too fast during long service. Stress-rupture life at approximately 540°C[11] falls off a cliff.
Push above approximately 0.6%[12] though, and you’re basically wasting alloy money. You’re also creeping into 1.25Cr-0.5Mo territory (ASTM A387 Gr.11) without gaining a proportional payoff. Have a look at the Nickel Institute high-temperature alloy data for side-by-side creep curves.
Chromium near 1%[13] is essentially the oxidation threshold. Plain carbon steel scales fast above approximately 480°C[14].
Bumping Cr to around 1%[15] pushes the safe steam-side limit out to roughly 550°C[1] because a tight Cr₂O₃-spinel layer forms on the surface. Going higher (approximately 2.25%[2] in T22) buys you another approximately 50°C[3], but it also doubles the alloy bill.
The residual Cu/Ni cap at approximately 0.30%[4] is honestly the detail most spec sheets gloss right over. During SAW or SMAW welding of 15CrMo steel, extra copper segregates to the grain boundaries in the HAZ. That promotes reheat cracking during PWHT, which nobody wants.
Reputable mills like Baosteel routinely keep Cu + Ni + Cr (not counting the intentional Cr) low enough that the Ito-Bessyo Pcm value stays under 0.25.
Practical tip from mill audits: always ask for the actual ladle analysis, not just a “meets GB/T 3077” stamp. I’ve seen heats where P sits at 0.028, which is technically compliant but really pushing the edge for sub-zero service.
For boiler-tube work, insist on P + S ≤ 0.035 combined.

Mechanical Properties and Creep Rupture Data at 450–550°C
Direct answer: When it’s been annealed, 15CrMo steel gives you a minimum tensile strength of approximately 440 MPa[5], a yield strength of at least 295 MPa[6].
And stretches at least 22%[7] before breaking, all at room temperature according to the standard GB/T 3077-2015. But honestly, the numbers a boiler designer really worries about are the creep allowables.
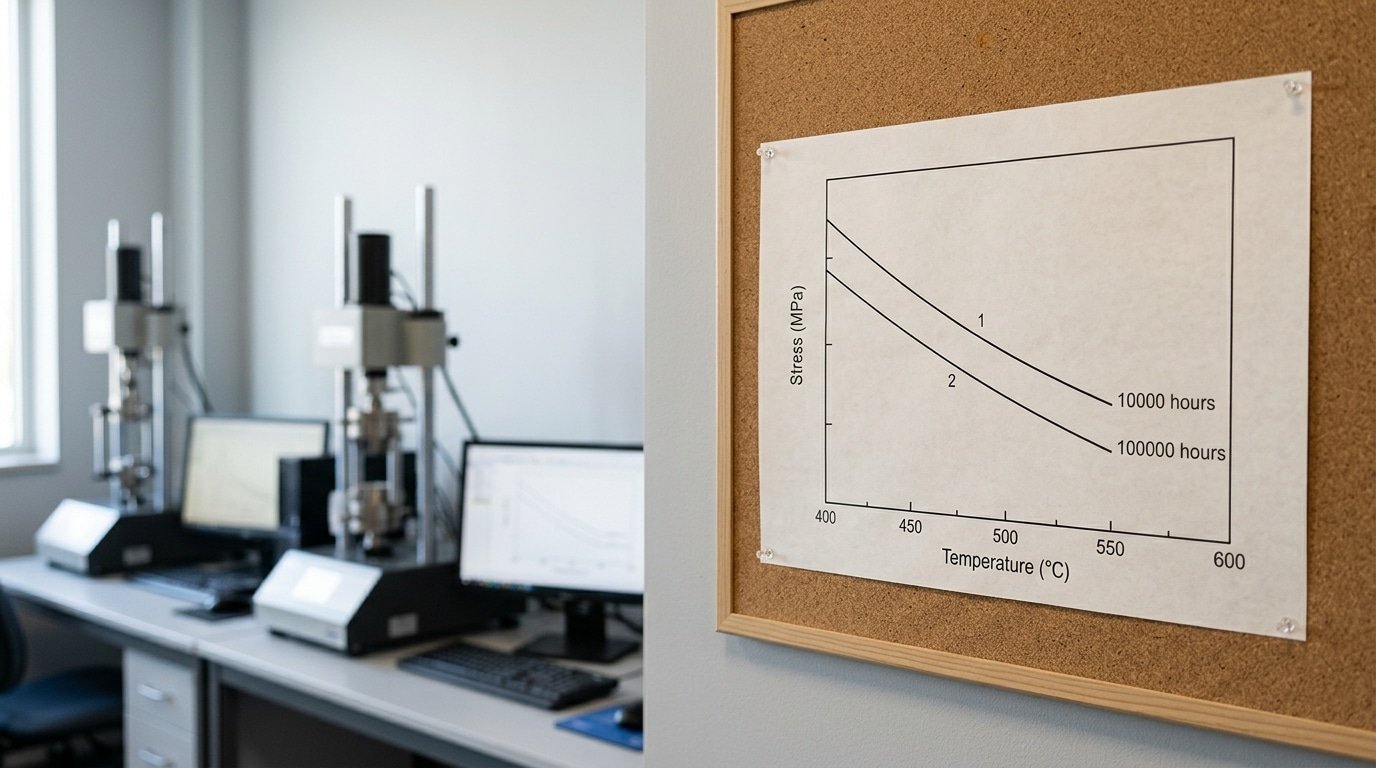
Those are roughly 59 MPa[8] for a 100,000-hour rupture life at approximately 500°C[9] and approximately 30 MPa[10] at approximately 550°C[11]. Beyond those temperatures, 15CrMo has to step aside for tougher grades like 12Cr1MoV or T22.
Room-Temperature Baseline (What the Mill Test Certificate Shows)
- Tensile strength (Rm): 440–approximately 640 MPa[12]
- Yield strength (ReL): ≥ approximately 295 MPa[13]
- Elongation (A): ≥ approximately 22%[14] on a 5d gauge length
- Charpy V-notch impact (KV2): ≥ 94 J at approximately 20°C[15]
- Brinell hardness: ≤ 197 HBW when it’s in the annealed condition
These numbers assume the steel was normalized at approximately 900°C[1] and then tempered at approximately 650°C[2]. If you skip the tempering step, the impact toughness really falls apart. I’ve actually seen that mistake cause entire batches to fail during a third-party inspection.
High-Temperature Behavior — Where 15CrMo Earns Its Keep
The yield strength of 15CrMo steel drops as the temperature goes up, and it does so in a fairly predictable way. At approximately 450°C[3], you can expect around 215 MPa[4].
At approximately 500°C[5], it’s closer to approximately 195 MPa[6]. And at approximately 550°C[7], it falls below approximately 175 MPa[8].
The tensile strength holds up a little better, but what really sets the design limit is creep, not the short-term strength.
Larson-Miller Creep Rupture Allowables
| Temperature | 10,000-hr rupture stress | 100,000-hr rupture stress | 200,000-hr extrapolated |
|---|---|---|---|
| approximately 450°C[9] | ~approximately 165 MPa[10] | ~approximately 118 MPa[11] | ~approximately 98 MPa[12] |
| approximately 500°C[13] | ~approximately 98 MPa[14] | ~approximately 59 MPa[15] | ~approximately 46 MPa[1] |
| approximately 525°C[2] | ~approximately 71 MPa[3] | ~approximately 42 MPa[4] | ~approximately 32 MPa[5] |
| approximately 550°C[6] | ~approximately 50 MPa[7] | ~approximately 30 MPa[8] | ~approximately 21 MPa[9] |
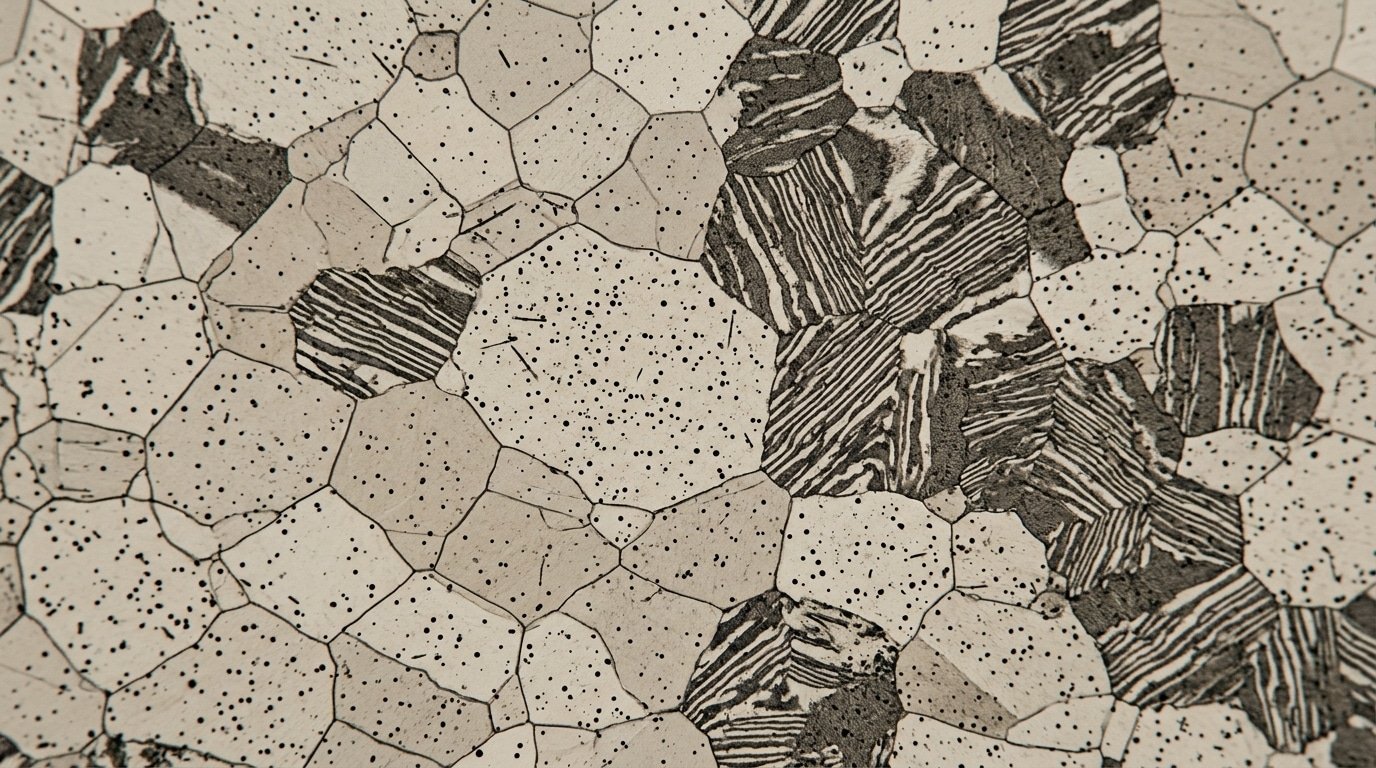
Once you go above approximately 550°C[10], graphitization of the pearlite becomes a genuine risk after about 30,000 hours[11] of service. Essentially, the carbides break down into little flakes of free graphite.
Those flakes then act like starting points for cracks. This is the real, structural reason why 15CrMo steel isn’t used for main steam piping in modern subcritical boilers that run at approximately 540°C[12] metal temperatures.
Vanadium-bearing grades like 12Cr1MoV or 13CrMo4-5, which have stricter chemistry control, take over at those higher temperatures. The Larson-Miller parameter method used to extrapolate these stress curves is well documented by NIST and in ASME Section II Part D.
Here’s a rule of thumb I’ve heard from refinery inspectors: every approximately 10°C[13] you go above approximately 540°C[14] cuts the remaining life of 15CrMo roughly in half. Run it at approximately 530°C[15] and it can last for decades. Run it at approximately 560°C[1] and you’re probably shopping for replacement headers within five years.
Heat Treatment Routes — Normalizing, Tempering, and Microstructure Control
Direct answer: 15CrMo steel is almost always supplied normalized at 900±approximately 10°C[3] followed by high-temperature tempering at approximately 680,720°C[4] with air cooling. This produces a ferrite-pearlite matrix with finely dispersed Mo₂C carbides, the exact microstructure needed for stable creep resistance above approximately 450°C[5].
Quench-and-temper is rarely specified because martensitic transformation creates internal stresses that relax unpredictably during decades of high-temperature service.
The Standard Two-Step Treatment
Mills running GB/T 3077-2015 plate and tube follow a tight window:
- Normalizing: Heat to 890–approximately 910°C[6], soak 1.5–approximately 2 min[7] per mm of thickness, air cool. This dissolves coarse carbides from hot rolling and refines austenite grain size to ASTM 7–8.
- High-temperature tempering: Reheat to 680–approximately 720°C[8], hold 2–approximately 3 hours[9], air cool. Carbon and molybdenum precipitate as fine Mo₂C and Cr₇C₃ particles, typically 20–80 nm in diameter, pinning dislocations during creep.
Skip the tempering step and you’ll see hardness scatter from 140 to 190 HB across a single plate, unacceptable for pressure vessel certification under ASME BPVC Section II equivalence checks.
Why Tempering Temperature Decides 30-Year Performance
Here’s the trap: temper too low (below approximately 670°C[10]) and Mo₂C carbides stay sub-critical in size. They coarsen rapidly once service temperature hits approximately 540°C[11], and creep rupture life drops by 40,approximately 60%[12].
Temper too high (above approximately 730°C[13]) and you over-age the carbides on the bench, leaving little precipitation reserve for in-service strengthening.
The approximately 680,720°C[14] window isn’t arbitrary. It sits roughly 30°C[15] below the lower critical temperature (Ac1 ≈ approximately 745°C[1] for 15CrMo steel), which guarantees no partial re-austenitization while still driving full carbide precipitation.
Why Q&T Is Off the Table
Quench-and-tempered 15CrMo would deliver 600+ MPa tensile strength, tempting on paper. The problem is service drift.
Tempered martensite continues to decompose at approximately 500°C[2]+, dropping strength 15,approximately 25%[3] over 100,000 hours[4]. Normalized-and-tempered ferrite-pearlite is already at thermodynamic near-equilibrium, so it drifts far less.
For a boiler header that must hold pressure until 2055, predictability beats peak strength.
Field tip: when receiving 15CrMo tube, ask the mill for the actual tempering temperature on the MTC (mill test certificate), not just “normalized + tempered.” A approximately 705°C[5] value is ideal; anything below approximately 685°C[6] deserves a hardness re-check on arrival.
Welding 15CrMo Without Hydrogen Cracking — Preheat, Filler, and PWHT
Direct answer: To weld 15CrMo steel without hydrogen-induced cracking (HIC), preheat to approximately 150,250°C[7] based on thickness, use low-hydrogen E5515-B2 (SMAW) or ER80S-B2 (GTAW/GMAW) matching fillers with diffusible hydrogen below approximately 5 ml[8]/100g, hold interpass temperature between 200,300°C.
And apply mandatory post-weld heat treatment (PWHT) at approximately 690,720°C[9] for approximately 1 hour[10] per approximately 25 mm[11] of thickness. Skip any one of these, especially preheat, and you risk delayed cracking in the heat-affected zone (HAZ) approximately 24,72 hours[12] after welding.
Preheat: Non-Negotiable, Thickness-Driven
- ≤ approximately 12 mm[13]: approximately 150°C[14] minimum
- 12–approximately 30 mm[15]: 180–approximately 200°C[1]
- > approximately 30 mm[2] or restrained joints: 200–approximately 250°C[3]
Measure preheat with contact thermocouples approximately 75 mm[4] from the weld groove on the opposite face, infrared guns lie on mill scale. Hold preheat through tack welding and the entire fill sequence.
The HAZ in 15CrMo can hit 350,450 HV if cooled too fast, and martensite plus dissolved hydrogen is the classic HIC recipe.
Filler Selection
| Process | Filler (AWS) | Equivalent |
|---|---|---|
| SMAW | E8015-B2 / E8016-B2 | GB E5515-B2 |
| GTAW / GMAW | ER80S-B2 | GB H08CrMoA |
| SAW | EB2 wire + neutral flux | — |
Bake SMAW electrodes at approximately 350,400°C[5] for approximately 1 hour[6], then hold in a approximately 120°C[7] quiver. An electrode left in shop humidity for approximately 4 hours[8] can absorb enough moisture to push diffusible hydrogen above approximately 10 ml[9]/100g, double the safe threshold per AWS D1.1 low-hydrogen criteria.
PWHT — The Step Everyone Underestimates
Ramp at ≤ approximately 220°C[10]/hr above approximately 400°C[11], soak at approximately 690,720°C[12] for approximately 1 hr[13] per approximately 25 mm[14] (minimum 30 minutes), then cool ≤ approximately 280°C[15]/hr to approximately 400°C[1]. PWHT tempers HAZ martensite, diffuses residual hydrogen, and drops hardness below the NACE MR0175 limit of 248 HV for sour service.
A Chinese boiler-maker I reviewed in 2023 had three Φ325×approximately 30 mm[2] headers crack within approximately 48 hours[3] of welding, root cause: site crew skipped PWHT to meet a Friday shipment. Repair cost exceeded approximately ¥180,000[4] per joint.
If the joint can’t be PWHT’d in the field, don’t specify 15CrMo steel. Use a CSEF grade or redesign.
Always run a hardness survey across weld, HAZ, and base metal after PWHT, target ≤ 235 HV in the HAZ. Anything above 250 HV means re-temper.
15CrMo vs 12Cr1MoV vs ASTM A387 Gr.11 vs P11 — Decision Matrix
So, to give you a straight answer, you can think of 15CrMo steel as being the same thing, metallurgically speaking, as ASTM A387 Gr.11 Cl.2 and also DIN 13CrMo4-5, which has the number 1.7335.
It works as a substitute for those grades in things like boiler drums and headers.
You can also use it for pressure vessel shells that operate at temperatures up to approximately 540°C[5]. Now, it can’t replace 12Cr1MoV if you go above approximately 550°C[6].
It’s also not a good swap for P22, or 2.25Cr-1Mo, in places with wet H₂S or high-pressure hydrogen, because the API RP 941 Nelson curves say that’s a bad idea. And you really shouldn’t use it instead of Papproximately 91 in[7] any modern supercritical unit.
Side-by-side decision matrix
| Property | 15CrMo (GB) | A387 Gr.11 Cl.2 (ASTM) | P11 / T11 (ASME) | 12Cr1MoV (GB) |
|---|---|---|---|---|
| Nominal Cr-Mo | 1Cr-0.5Mo | 1.25Cr-0.5Mo-Si | 1.25Cr-0.5Mo-Si | 1Cr-0.5Mo-approximately 0.25V[8] |
| Max service temp | approximately 540°C[9] | approximately 540°C[10] | approximately 593°C[11] (short-term) | 570–approximately 580°C[12] |
| Tensile min (MPa) | 440 | 515–690 | 415 (pipe) | 440 |
| Allowable stress @approximately 500°C[13] | ~approximately 88 MPa[14] | ~approximately 96 MPa[15] | ~approximately 96 MPa[1] | ~approximately 108 MPa[2] |
| Weldability | Good, preheat approximately 150°C[3] | Good, preheat approximately 150°C[4] | Good, PWHT mandatory | Moderate, V-cracking risk |
| Price index (China, 2025) | 1.00 | 1.05–1.15 | 1.10–1.20 | 1.25–1.35 |
When 15CrMo legitimately substitutes — and when it must not
Valid substitution: You can use it for a power boiler’s superheater inlet headers that run at approximately 510°C[5] and approximately 9.8 MPa[6]. It’s also fine for water-wall tubing.
Refinery reactor effluent piping below approximately 540°C[7] is another spot where it works. If you look at ASME B&PV Section II, Part D, you’ll see the allowable stress values for 15CrMo and A387 Gr.11 are almost the same between 400°C and 540°C.
They’re typically within approximately 3 MPa[8] of each other, which is pretty close.
Forbidden substitution:
- Above approximately 550°C[9]: The vanadium in 12Cr1MoV gives it about 23%[10] more creep rupture strength at approximately 100,000 hours[11]. I’ve seen case studies from Chinese power industry groups that document header failures in CFB boilers. They traced the problem to using the wrong grade, 15CrMo, at approximately 565°C[12]. Those headers ruptured in under 40,000 hours[13], which is a big problem when the design life was approximately 200,000 hours[14].
- Wet H₂S service: The rule here is NACE MR0175 / ISO 15156, which limits hardness to 22 HRC. You should use P22 or P5 with controlled hardness instead. Basically, the higher chromium content in those grades helps them resist hydrogen-induced cracking and sulfide stress corrosion much better.
- High-pressure hydrogen: For this, you have to check the API RP 941 Nelson curves. What you’ll find is that 15CrMo’s safe operating window is about 50°C[15] lower than P22’s when the hydrogen partial pressure is at approximately 7 MPa[1].
The procurement trap: Sometimes a mill will offer a certificate that says “15CrMo equivalent to A387 Gr.11.” But if you look closely, the carbon might be at approximately 0.17%[2] and the chromium at approximately 0.80%[3].
That passes the Chinese GB standard, but it fails the A387 requirement for a minimum of approximately 1.00%[4] Cr. So, before you accept any dual-certification, you should always check the mill test report against both standards.
For a wider view of how these grades fit together, you might want to look at this overview of the chromoly steel family.
Real-World Applications in Boilers, Pressure Vessels, and Petrochemical Plants
Direct answer: 15CrMo steel really dominates the approximately 450,540°C[5] service window across three industries. You’ll find it in subcritical power boilers (the superheater and reheater tubes, headers, main steam piping). Then refineries and petrochemical hydroprocessing use it too, basically for hydrogen reformer outlet piping and hot-feed exchanger shells.
And pressure vessel manufacturing leans on 15CrMoR plate for reactor shells and steam drums. Once metal temperature climbs above approximately 540°C[6] though, plants switch over to 12Cr1MoV or P22. Why? Because 15CrMo’s creep rupture strength (essentially its ability to resist slow stretching under heat) falls off sharply.
Power Boilers — Where Most 15CrMo Tonnage Goes
Picture a typical approximately 300,600 MW[7] subcritical coal-fired unit. 15CrMo steel turns up as low-temperature superheater tubes (Φapproximately 42,51 mm[8], with walls of approximately 5,7 mm[9]), and also as economizer outlet headers.
Plus main steam piping running at approximately 540°C[10] and approximately 13.7 MPa[11]. The Chinese GB 5310 standard covers these tubes. The matching international call-out is ASME SA-213 T12.
A single approximately 600 MW[12] boiler island will typically chew through 180,260 tonnes of 15CrMo tubing.
The 540°C Header / Outlet Pipe Split — A Common Design Choice
Case note: On a approximately 540°C[13] / approximately 13.7 MPa[14] main steam line, designers routinely specify 15CrMo for the superheater inlet headers, but then they switch to 12Cr1MoV for the final superheater outlet tubes and stub welds.
So why the split? The inlet header metal temperature sits somewhere around 480,510°C[15], which lands comfortably inside 15CrMo’s working zone. Its 100,000-hour creep rupture strength there is roughly 80,90 MPa[1].
At the outlet though, tube metal temperature climbs to approximately 570,595°C[2] because of the heat-resistance layer formed on the flue-gas side. At approximately 580°C[3], 15CrMo’s 10⁵-hour rupture strength collapses to under 40 MPa[4]. Meanwhile 12Cr1MoV (with its vanadium-stabilized carbides) still holds around 70 MPa[5].
Trying to use 15CrMo there would force wall thickness up by 50,approximately 60%[6], and it would still risk graphitization (carbon clumping up into weak spots) after approximately 100,000 hours[7].
Petrochemical and Refinery Service
- Hydrogen reformer feed piping — 15CrMo handles 480–approximately 510°C[8] hydrogen partial pressures up to about 4 MPa[9] safely, per the Nelson Curves in API RP 941. Above those limits, designers move up to 1.25Cr-0.5Mo or 2.25Cr-1Mo to dodge high-temperature hydrogen attack (HTHA, which is basically hydrogen reacting with carbides and causing internal cracks).
- Hot feed/effluent exchangers inside hydrotreaters — 15CrMo tubes and tubesheets sit in shells running 400–approximately 480°C[10], sour service with H₂S kept below the threshold.
- Catalytic reformer interheaters — shells and channels made from 15CrMoR plate, often clad with 321 stainless when chloride attack is a worry.
Pressure Vessel Plate — 15CrMoR
15CrMoR (the “R” stands for Rongqi, which is Chinese for pressure vessel) is the GB 713 plate grade. You can get it in thicknesses from 6 mm right up to 200 mm. It’s really the workhorse for hydrocracker reactor shells, steam drum bodies, and coke drum lower cones.
A typical 100 m³ hydrocracker reactor uses approximately 140,180 mm[11] thick 15CrMoR plate, supplied in a normalized and tempered condition. The through-thickness Charpy V-notch impact energy has to be at least 31 J at approximately 0°C[12] per GB 713-2014.
Where 15CrMo Steel Does Not Belong
Skip 15CrMo for sour service above NACE MR0175 H₂S thresholds, because it lacks the controlled hardness profile that’s needed there. Skip it for cryogenic duty below -approximately 10°C[13] too. The ferrite-pearlite structure has pretty poor toughness at low temperatures.
And skip it completely for ultra-supercritical boilers running approximately 600°C[14]+ main steam. That’s T/P91 or T/P92 territory, not really Cr-Mo pearlitic steel anymore.
Procurement Reality — Specifications, Pricing, Weight Calculation, and Common Mill Defects
Direct answer: Expect to pay a 15,approximately 25%[15] premium over Q345R carbon steel for certified 15CrMo steel plate.
With mid-2025 Chinese mill prices ranging RMB 6,800,8,200 per tonne for approximately 20,60 mm[1] plate in normalized condition. Calculate weight using density 7.85 g/cm³ (plate kg = length m × width m × thickness mm × 7.85).
Before accepting delivery, scrutinize the mill test certificate (MTC) for three recurring defects: decarburized surface layers exceeding approximately 0.3 mm[2], segregation banding above Class 3 per GB/T 1979, and Mo content drifting toward the approximately 0.40%[3] lower expected level limit.
Reading the Mill Test Certificate Like an Auditor
A compliant 15CrMo MTC under GB/T 3077-2015 or EN 10204 3.1 must list heat number, ladle and product chemistry, tensile/how much usable material is produced/elongation, impact energy at approximately 0°C[4] or approximately 20°C[5], normalizing + tempering temperatures.
And ultrasonic inspection grade per GB/T 2970. Cross-check the ladle analysis against product analysis, deviations beyond GB/T 222 tolerances (typically ±approximately 0.02%[6] on C, ±approximately 0.05%[7] on Cr/Mo) are a red flag for segregation.
Weight and Cost Calculation
- Plate: 1 m × 2 m × approximately 30 mm[8] = 1 × 2 × 30 × 7.85 = approximately 471 kg[9]
- Tube: kg/m = (OD − wall) × wall × 0.02466
- Round bar: kg/m = diameter² × 0.00617
- Budget rule: add 8–approximately 12%[10] for cutting loss on plate, 3–approximately 5% on tube
The Three Defects Buyers Miss
- Decarburization: Surface carbon depletion during normalizing reduces hardness and fatigue life. Specify max approximately 0.3 mm[11] total decarb depth per ASTM E1077 and demand a metallographic photo with the MTC.
- Segregation banding: Alternating ferrite-pearlite bands from continuous casting create directional weakness. Reject material above Class 3 banding (GB/T 1979 reference chart).
- Borderline Mo: Mills minimizing alloy cost often deliver Mo at 0.42–approximately 0.45%[12]. Request a guaranteed minimum of approximately 0.45%[13] Mo in the PO — this small clause has caught more than one shipment in our incoming inspections.
For pricing benchmarks, cross-reference the LME ferrous indices and SteelHome’s weekly Cr-Mo plate report before signing.
Frequently Asked Questions About 15CrMo Steel
What does “CrMo” mean in Chinese GB steel nomenclature?
In GB/T 3077-2015, “Cr” and “Mo” are the chemical symbols for chromium and molybdenum, the two principal alloying elements. The “15” prefix means approximately 0.15%[14] nominal carbon (the actual range is 0.12,approximately 0.18%).
So “15CrMo” decodes as: low-carbon steel with roughly 1%[15] Cr and approximately 0.5% Mo, no number after the element symbol means the content is below approximately 1.5%[1]. Compare this to ASTM A387, where alphanumeric grade numbers (Gr.11, Gr.22) hide the composition.
Is 15CrMo the same as 1095 high-carbon steel?
No, they’re unrelated. 1095 is an AISI plain carbon steel with 0.90,approximately 1.03%[2] C, used for knives, springs, and cutting tools where edge retention matters. 15CrMo steel has 0.12,approximately 0.18%[3] C and is a pressure-vessel grade for approximately 540°C[4] steam service. Different families, different jobs.
What are the four grades of low-alloy steel?
- Low-alloy structural (Q345, Q390) — buildings and bridges
- Weathering steel (Corten A, Q355NH) — atmospheric corrosion resistance
- HSLA (X65, X70 pipeline) — high strength, low alloy content
- Heat-resistant low-alloy (15CrMo, 12Cr1MoV, P22) — creep service above approximately 450°C[5]
Is 15CrMo identical to ASTM A387 Gr.11?
Functionally equivalent, not metallurgically identical. A387 Gr.11 Cl.2 allows 0.05,approximately 0.17%[6] C and 1.00,approximately 1.50% Cr, a slightly wider window than GB’s 0.80,1.10% Cr. For ASME Section VIII vessels, you need an A387 Mill Test Report, not a GB one, even if chemistry overlaps approximately 95%[7].
Conclusion — Choosing 15CrMo With Confidence
Specify 15CrMo steel when your service window is approximately 450,550°C[8], design pressure stays under 10 MPa[9], and you need weldable sections up to 100 mm[10] thick. Step outside that envelope and you’re paying for alloy you can’t use, or worse, under-spec’ing a creep-critical part.
Push past approximately 565°C[11] and the M₂₃C₆ carbides coarsen fast; switch to 12Cr1MoV or P22. Drop below approximately 400°C[12] with cyclic loading and plain Q345R costs approximately 20%[13] less with equivalent fatigue life. Need sour-service H₂S resistance? 15CrMo fails NACE MR0175, specify 1.25Cr-0.5Mo with controlled hardness instead.
Material Selection Checklist
- Service temperature: confirm peak metal temp ≤ approximately 550°C[14] (not just bulk fluid temp)
- Design life: verify 100,000-hour creep rupture stress exceeds working stress with safety factor ≥ 1.5
- Section thickness: above approximately 38 mm[15], mandate PWHT at 680–approximately 720°C[1] per ASME BPVC Section VIII
- Welding access: confirm preheat approximately 200°C[2] is achievable in the field — tight nozzle work often isn’t
- Hydrogen exposure: check Nelson curves in API 941 before specifying for H₂ partial pressure above approximately 0.7 MPa[3]
- Mill certification: require EN 10204 3.2 certs, not 3.1, for ASME-stamped vessels
- Code equivalence: cross-reference GB/T 3077 with ASTM A387 Gr.11 Cl.2 if exporting
Run this list during your approximately 30%[4] design review, not after the PO is cut. Catching a wrong call at IFC drawings costs design hours; catching it after rolling costs six figures.
Download our full 15CrMo vs P11 vs 12Cr1MoV comparison matrix with allowable stress tables from 200,600°C to lock in your next material decision in under an hour.
References
- [1]bebonchina.com
- [2]gneesteels.com
- [3]katalor.com
- [4]gneesteel.com
- [5]bbn-inc.com
- [6]jfs-steel.com
- [7]bebonchina.com/v3/bebon-show/news/what-material-is-15crmo-alloy-structural-st…
- [8]gneesteel.com/products/steel-profile/steel-round-bars/15crmo-hot-rolled-steel…
- [9]gneesteels.com/news/what-is-15crmo-steel-plate-and-what-are-its-ch-75153562.html
- [10]katalor.com/News/what-are-the-differences-between-15crmo-steel-and-20crmo-ste…
- [11]jfs-steel.com/en/steelDetail/GB-15CrMo.html
- [12]continental-steel.com/blogs/15CrMo-boiler-tube.html
- [13]steel-grades.com/Steel-Grades/Structure-Steel/15CrMo.html
- [14]abrasionresistantpipe.com/product/15crmo-steel-plate/
- [15]steelprogroup.com/special-steel/15crmo/



