

Tin plated steel carries just 0.05 to 2.8 grams of tin per square meter on each side.
And yet that incredibly thin little layer is the reason approximately 90% of the world’s food cans haven’t rusted through while sitting on grocery shelves. The performance really comes from a process called electrolytic deposition, not from the bulk material itself, which is why things like coating weight, passivation.
And how humid the storage area is end up mattering way more than just the grade of steel on its own.
And storage humidity matters quite a lot too.
This guide walks through seven facts that actually predict whether tin plated steel is going to hold up over time. It covers the points at which corrosion sets in, the ASTM coating designations (things like 25/25 versus 50/50), how long the shelf-life really is under tropical conditions.
And the ways cans tend to fail long before the tin layer itself has worn out.
Quick Takeaways
- Specify ASTM coating designation (25/25 or 50/50) based on product acidity and shelf-life needs.
- Store tin plated steel cans below approximately 65% relative humidity to prevent premature corrosion.
- Verify electrolytic tinning over hot-dipped for thinner, more uniform 0.1-1.5 μm coatings on food packaging.
- Check passivation and oil application steps, as cans typically fail before tin wears through.
- Demand the FeSn₂ alloy reflow layer for superior corrosion resistance in acidic food applications.
What Tin Plated Steel Is and How It’s Made (Electrolytic vs. Hot-Dipped)
Tin plated steel is low-carbon steel sheet (typically 0.13,approximately 0.49 mm thick) coated on both sides with a thin layer of pure tin. The tin acts as a barrier against corrosion and reaction with food acids.
While the steel core provides strength and formability. Two production methods exist: electrolytic tinning (the modern route, producing coatings 0.1,1.5 μm thick) and hot-dipped tinning (the legacy route, producing 5,25 μm coatings).
Today, electrolytic deposition accounts for over 95% of global output.
The Electrolytic Process (Modern Standard)
Cold-rolled steel strip runs through a continuous line at speeds up to 600 m/min. The sequence: alkaline cleaning → pickling in dilute sulfuric acid → electroplating in a tin sulfate or methanesulfonic acid (MSA) bath → flow-melting (the “reflow” step, where the strip is induction-heated past tin’s approximately 232 °C melting point to create a glossy finish and a thin FeSn₂ alloy layer) → chemical passivation → oil application.
The FeSn₂ intermetallic is the unsung hero here. It’s a 0.005,0.08 μm alloy bond that anchors the tin to the steel and dramatically improves corrosion resistance, especially under lacquer in food cans. ASTM A623 governs the expected level in North America; EN 10202 covers it in Europe.
The Hot-Dip Process (Legacy)
In hot-dipping, cleaned sheet is fluxed and submerged in molten tin at roughly 300 °C. Coating thickness is hard to control, tin consumption is 10,25× higher per square meter, and the surface finish is less uniform.
The method survives only for niche uses, heavy-duty wire, hand-soldered cookware, and small artisan workshops.
Why Electrolytic Won
- Coating economy: a typical #25 electrolytic plate uses ~5.6 g/m² of tin versus 50–150 g/m² for hot-dip — at LME tin around $30,000/tonne, that’s a major cost gap.
- Differential coatings: electrolytic lines can deposit different thicknesses on each side (e.g., 2.8/5.6 g/m²) for cans where the inside sees acid and the outside sees only paint.
- Tighter tolerances: ±0.05 μm on commercial lines.
For deeper metallurgy on the FeSn₂ layer and reflow behavior, see the open-access Frontiers study Characterization of tin-plated steel.

Coating Weight Designations Decoded (#25, #50, #75, E2.8/2.8)
Coating weight basically tells you exactly how much tin actually sits on each side of the steel, and honestly it’s the single most important number for predicting how long something will resist rust. Two standards really dominate the field here.
ASTM A623 uses imperial “pound” designations like #25, #50, #75, and #100, which means pounds of tin per base box of approximately 31,360 in². Then EN 10202 goes metric with codes like E2.8/2.8, measured in grams per square meter, per side.
So a #25 works out to 5.6 g/m² total, and a #100 hits 22.4 g/m². You match the number to how corrosive the stuff inside the can actually is.
Designation-to-Thickness Reference Table
| ASTM A623 | EN 10202 equivalent | g/m² per side | Tin thickness per side | Recommended end-use |
|---|---|---|---|---|
| #15 | E1.1/1.1 | 1.1 | ~0.15 µm | Crown caps, dry-product closures |
| #25 | E2.8/2.8 | 2.8 | ~0.38 µm | Dry goods cans (coffee, biscuits, powdered milk) |
| #50 | E5.6/5.6 | 5.6 | ~0.77 µm | Beer, carbonated beverages, oils |
| #75 | E8.4/8.4 | 8.4 | ~1.15 µm | Mildly acidic foods, vegetables in brine |
| #100 | E11.2/11.2 | 11.2 | ~1.54 µm | Tomato products, citrus juice, aerosols, fish in oil |
Why #25 Works for Dry Goods but Fails for Tomatoes
Picture a sealed coffee can. The air inside is essentially neutral and oxygen is minimal, so that 0.38 µm of tin gives plenty of sacrificial protection for a 2-year shelf life.
But push that same #25 into a tomato paste can, where the pH sits around 4.3 and free organic acids are attacking the surface non-stop, and you’ll watch iron pickup blow past the FDA’s 250 ppm guideline within months.
That’s exactly why processors will specify #100 or go with differential coatings like D8.4/2.8, heavy on the inside and lighter on the outside, when they’re packing acidic products.
Differential coatings are actually a cost lever worth understanding. Tin runs roughly $28,000,$32,000 per tonne on the LME.
So dropping the exterior side from #50 down to #25 on a billion-can run actually saves real money, and the food-contact surface stays completely protected. When you’re specifying Tin plated steel, always call out both sides separately and reference which standard you’re using. ASTM A623M-21 is the current one.

Mechanical and Corrosion Performance Metrics That Actually Matter
Direct answer: When specifying tin plated steel, four numbers decide whether your part survives production and service: tensile strength (approximately 260,550 MPa), elongation at break (2,approximately 38%), Rockwell hardness on the 30T scale (HR30T 49,73).
And salt-spray endurance (approximately 24,96 hours). Everything else, gloss, solderability, formability index, derives from these four.
Temper Codes Map Directly to Mechanical Properties
The ASTM A623 temper system tells you what the steel will do under load. T-1 (HR30T 46,52) bends like soft copper and deep-draws into two-piece beverage cans without splitting.
T-5 (HR30T 58,64) resists denting in food can bodies. Double-reduced grades like DR-8 and DR-9 push tensile strength to approximately 520,550 MPa, letting canmakers shave steel thickness from 0.22 mm down to approximately 0.15 mm, a approximately 32% material savings per can.
| Temper | Tensile (MPa) | Elongation | Typical Use |
|---|---|---|---|
| T-1 | 260–310 | 32–approximately 38% | Deep-drawn aerosol domes |
| T-3 | 310–380 | 22–approximately 28% | Food can ends |
| T-5 | 380–450 | 10–approximately 18% | Stamped closures, crowns |
| DR-8 | 520–550 | 2–approximately 4% | Lightweight beverage bodies |
Salt-Spray Hours Are Not Interchangeable
ASTM B117 neutral salt-spray testing is the industry’s go-to corrosion benchmark, but the hour rating depends entirely on coating weight. A #25 coating (2.8/2.8 g/m²) typically lasts approximately 24,36 hours before red rust appears at scribe lines.
A #75 (8.4/8.4 g/m²) pushes that to approximately 72,96 hours. Differentially coated stock with 11.2 g/m² on the wet side can clear approximately 120 hours.
Full method details sit in the ASTM B117 standard.
The Formability Trap Most Buyers Miss
Cupping height in the Erichsen test drops sharply as temper hardens, T-1 stock cups to approximately 10,11 mm, DR-9 manages only 4,5 mm before cracking. If your part needs a draw ratio above 1.8, don’t expected level anything above T-3, regardless of how attractive the lighter gauge looks on the BOM.
Does Tin Plated Steel Rust? Failure Modes and Real Shelf Life
Yes, tin plated steel rusts.
But in patterns you can predict and design around. Tin sits cathodic to steel when exposed to the atmosphere, which basically means that once the coating gets breached anywhere, corrosion of the underlying base metal actually speeds up instead of slowing down. So you plan for four different ways it can fail.
You also keep the warehouse humidity below approximately 60% RH, which is just the percentage of moisture sitting in the air.
And honestly, you can expect 12 to 24 months of usable shelf life on unopened, mill-wrapped coils stored indoors.
The four corrosion failure modes you’ll actually see
- Pinhole corrosion. Tiny gaps in the tin layer, often smaller than 0.5 µm, let the iron underneath touch moisture. On #25 electrolytic stock, ASTM A623 porosity tests usually show somewhere between 5 and 20 pinholes per square centimeter. That is fine for dry electronics work. Marginal, though, for acidic food contact.
- Sulfide staining. Foods that are rich in sulfur, things like peas, corn, fish and meat, react with the tin to form a purple-black compound called tin sulfide (SnS). It is really just a cosmetic problem and not a safety issue, but shoppers reject it on sight. Sulfur-resistant lacquers, typically zinc oxide-loaded epoxy phenolics, fix the issue.
- Filiform corrosion. Thin thread-like trails of rust creep under the organic lacquer coatings when humidity sits between 65 and 95% RH. You see this often on lithographed can ends stored in tropical warehouses.
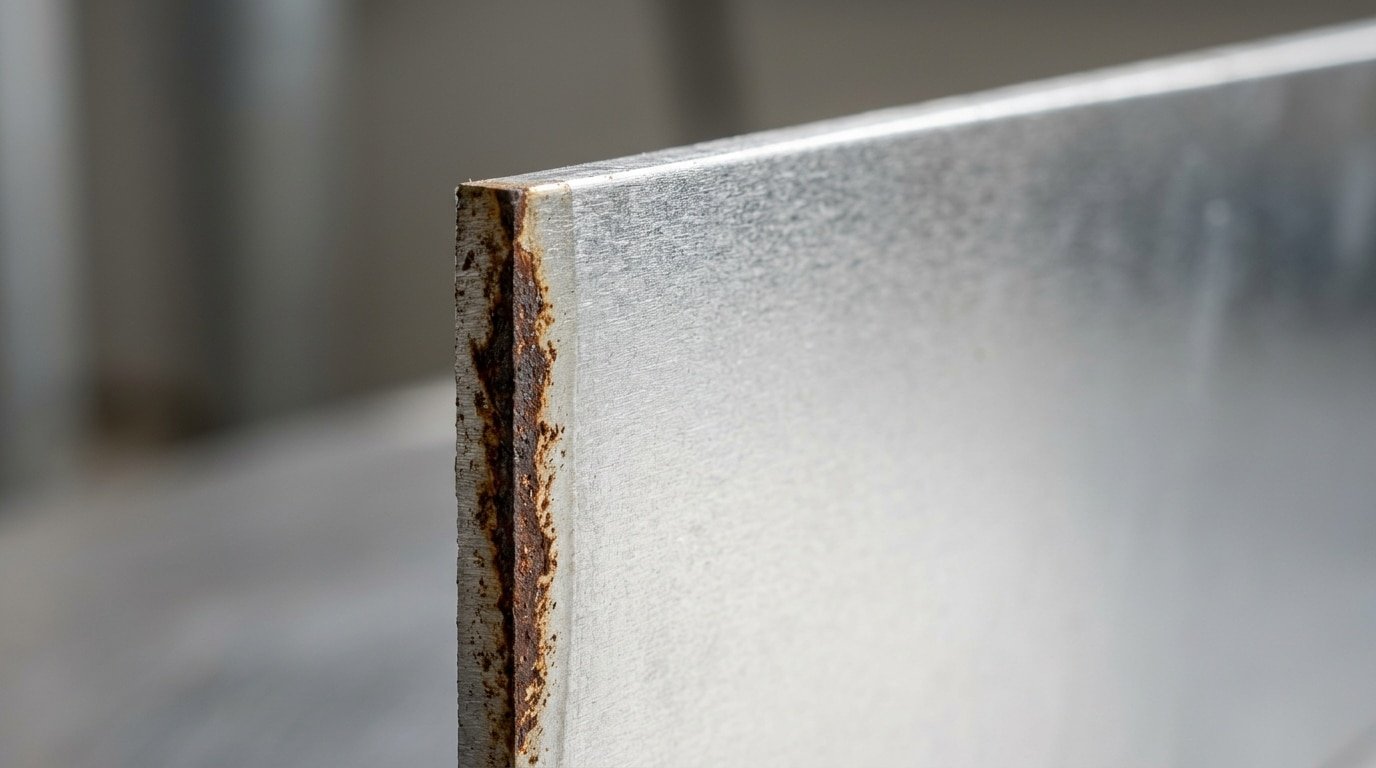
- Edge rust at cut lines. Slitting and shearing the steel exposes bare metal along the edges. Within 4 to 8 weeks at approximately 70% RH, brown rust bleeds inward by 1 to 3 mm. Edge oiling and DOS (dioctyl sebacate) passivation films can delay this. They do not stop it completely.
Storage rules that actually preserve shelf life
Mill-wrapped coils of tin plated steel hold for 12 to 24 months when you store them between 15 and 25 °C and below approximately 60% relative humidity. Cross that humidity number and the clock speeds up fast. At approximately 80% RH, visible edge rust often shows up within 90 days.
And never stack coils directly on bare concrete floors. Condensation wicks up through the pallets overnight when warm coils meet cool slabs underneath.
The ASTM A624/A624M standard suggests keeping the passivation film intact until you are ready to form the part. That chromate or sodium dichromate passivation layer is really what holds back tin oxide growth during storage. Strip it off too early and you will see yellow staining within weeks.
Disadvantages and Tarnishing Behavior Engineers Should Plan For
Direct answer: Tin plated steel tarnishes in a cosmetic way through the formation of SnO and SnO₂, turns yellow above approximately 200°C because of faster oxidation, and costs about 15 to approximately 30% more than ECCS (which is chromium-coated steel).
⚠️ Common mistake: Specifying a heavier 50/50 coating assuming thicker tin always means longer shelf life. This happens because buyers focus on the tin layer itself rather than the failure mode—most cans actually fail at passivation defects, oil film gaps, or seam corrosion long before the 0.05–2.8 g/m² tin wears through. The fix: verify passivation quality and store below approximately 65% RH instead of over-specifying coating weight.
And it stops being easy to solder after sitting in a warehouse for 6 to 12 months. None of these are really deal-breakers, but they do reshape your parts list and how you store the material.
And the level of passivation you should expect.
The tarnish mechanism (and why it’s mostly cosmetic)
Tin actually oxidizes in two stages. A thin layer of stannous oxide (SnO) forms within just a few hours after the sheet is made, and then a stannic oxide (SnO₂) layer grows on top of that, gradually getting thicker over weeks.
Below approximately 100°C, the combined oxide layer stays under 5 nanometers thick, which is basically invisible to the naked eye. But push the sheet past approximately 200°C during lacquer curing or reflow soldering.
And the oxide jumps to somewhere around 30 to 50 nanometers, producing that telltale straw-yellow to brownish discoloration documented in the ASTM A623 aging studies.
The structural steel underneath is completely untouched, though. So really, you should only reject a coil for yellowing if downstream printing or food-contact looks demand it.
Cost, scratch, and solder pain points
- Cost premium: Tin trades around $30,000–$33,000/tonne on the LME (which is the London Metal Exchange, 2024 average), making #50 tinplate roughly 18–approximately 25% pricier per square meter than chromium-coated ECCS at the same thickness.
- Scratch sensitivity: Tin’s Vickers hardness sits near 5 HV, which is actually softer than aluminum foil. A single forklift skid across the coating exposes bare steel underneath, and red rust shows up within approximately 72 hours at approximately 80% relative humidity.
- Aged-stock soldering: Once the SnO₂ layer gets thicker than about 10 nanometers, the flux activity drops off and solder wetting times basically double. Stock that’s older than 9 months generally needs an activated rosin (RA) flux instead of the mildly activated (RMA) kind.
Passivation: the spec line most buyers forget
Passivation really isn’t optional, it’s what keeps the tin from tarnishing before the can ever reaches a filling line. Two systems dominate the market:
- Chromium passivation (311/312 treatments): A cathodic dichromate dip that deposits about 1–approximately 4 mg of chromium per square meter. It’s excellent at suppressing oxide formation, but it’s regulated under REACH Annex XVII because of the hexavalent chromium, Cr(VI), involved.
- CFPA (chromium-free passivation alternatives): These are zirconium- or titanium-based conversion coatings that ArcelorMittal and Tata Steel have been using since 2019. They give you comparable tarnish resistance and are FDA-compliant, though the lacquer adhesion is slightly weaker on applications that involve a lot of drawing or forming.
You should always state the passivation type on your purchase order. Asking for “Tin plated steel, #50, T4 temper” without specifying the passivation basically invites whatever the mill happens to be running on that particular shift.
Tin Plated Steel vs. Tinplate, ECCS, Galvanized, and Stainless
Direct answer: In the industry, “tinplate” and “tin plated steel” are actually the same thing. Both terms describe low-carbon steel that has been coated with a layer of metallic tin, and this is defined by standards like ASTM A623 and EN 10202.
The real decision you need to make is choosing between five specific material options. You have electrolytic tinplate, which can be single-reduced or double-reduced.
Then there is ECCS, which stands for electrolytic chromium-coated steel and is sometimes called TFS. You also have hot-dip galvanized steel and finally, stainless steels like 304 or 430.
Each one is essentially the best choice for a different situation.
Five-material decision matrix
| Material | Coating | Salt-spray hrs (bare) | Formability | FDA / EU food contact | Relative cost/kg |
|---|---|---|---|---|---|
| Tin plated steel (ETP) | 1.1–11.2 g/m² Sn | 24–72 | Excellent (DWI, DRD) | Yes, direct contact | 1.0× (baseline) |
| ECCS / TFS | ~0.1 g/m² Cr + Cr oxide | <8 (needs lacquer) | Good, but lacquer cracks on deep draw | Yes, with approved coating | 0.85–0.9× |
| Hot-dip galvanized | 60–275 g/m² Zn | 200–500 | Moderate (Zn flakes) | No (zinc migration) | 0.7–0.9× |
| Stainless 304 | Self-passivating Cr₂O₃ | 1000+ | Good, work-hardens fast | Yes | 4–6× |
| Stainless 430 (ferritic) | Self-passivating Cr₂O₃ | 200–400 | Limited (orange peel) | Yes | 2.5–3.5× |
How to actually pick
- 3-piece food cans, aerosol bodies, crown caps: You want tin plated steel. The reason it still dominates about 90% of the food can market, according to the World Steel Association, is because tin can be soldered and it is approved for direct food contact.
- Can ends, easy-open lids, painted closures: ECCS is your material. It is cheaper than ETP because it does not use any tin, which costs around $33,000 per ton in 2024. But you have to apply a full lacquer layer, since bare ECCS will start rusting in just a few days.
- Outdoor enclosures, HVAC ducting, roofing: Go with galvanized steel. The zinc coating provides sacrificial protection that tin simply cannot match. But you should never use it for anything involving food.
- Pharmaceutical, brewery, or chloride exposure: Stainless steel is the answer. That 4 to 6 times higher price buys you a part that will basically last forever in service.
Here is a common trap. Someone might specify “tinplate” on a drawing, but then their supplier quotes them ECCS instead.
This happens because both materials can come in identical-looking coils that are approximately 0.18 mm thick. To avoid this, you must always insist on seeing the exact coating designation, like E2.8/2.8 for tinplate or CR 100/100 for ECCS, right on the mill certificate.
Application-by-Application Selection Guide (Cans, Electronics, Closures, Roofing)
Quick answer: Match coating weight and temper to the corrosion load and forming severity. Food cans take #50,#75 electrolytic, battery and capacitor cans demand heavier hot-dipped equivalents (1.5,2.8 g/m² per side or more), crown caps run DR-8 to DR-9 thin temper.
And roofing has effectively abandoned tin plated steel since the 1960s.
Food and Beverage Cans
For low-acid foods (tuna, peas, broth), #25,#50 electrolytic with a vinyl or epoxy-phenolic lacquer is standard. Acidic contents, tomato, citrus, pickles, push you to #75,#100 plus a sulfur-resistant gold enamel.
The U.S. Cans about 1,500 food products in steel, and the Can Manufacturers Institute reports steel food cans recover at roughly 71% in the U.S.
Recycling stream.
Electronics: Battery and Capacitor Cans
Alkaline battery cans use nickel-plated or heavy hot-dipped tin plated steel (often 2.0,4.0 g/m² per side) because deep-draw ratios exceed 2.5:1 and internal KOH chemistry is brutal. Aluminum electrolytic capacitor cans use lighter coatings but require ultra-low surface roughness (Ra under 0.35 µm) to prevent seal leaks.
Specify reflowed tin, not matte, for solderability on lead frames.
Closures: Crown Caps, Twist-Offs, Lug Lids
DR (double-reduced) temper rolled to 0.15,approximately 0.18 mm dominates here. DR-8 with #25/#25 differential coating is typical: more tin on the food-contact side, less on the lacquered exterior. The differential expected level saves roughly 15,approximately 20% on tin cost per million caps.
Roofing — Why It Disappeared
Historic “tin roofs” were actually terne (lead-tin) or hot-dipped tinplate. Galvanized steel and aluminum killed the market by the 1970s: zinc gives sacrificial protection at scratches, tin doesn’t. For exterior architecture, specify Galvalume or aluminum, not tin plated steel.
Supplier Spec Checklist
- Coating mass per side (g/m²) and whether differential
- Temper (T-1 through T-5, or DR-8/DR-9)
- Passivation type (CDC 311 vs. 300)
- Oil film weight (DOS or BSO, mg/m²)
- Reflowed vs. Matte finish
- Mill certificate to ASTM A623 or EN 10202
Food Safety, Sustainability, and Recyclability Profile
Direct answer: Properly passivated tin plated steel meets FDA 21 CFR 175.300 and EU Regulation 10/2011 for direct food contact, recycles at approximately 82.5% in Europe (highest of any packaging material).
And emits roughly 30% less CO₂ per tonne when produced from BOF steel with scrap input compared to virgin aluminum.
Food-contact compliance specifics
FDA 21 CFR 175.300 governs the Organic coating (epoxy-phenolic, oleoresinous, or BPA-NI lacquers) applied over the tin layer, not the tin itself, which is GRAS. The tin layer must be electrolytically deposited, chemically passivated (CDC 311 dichromate or chromium-free 300 series).
And free of lead contamination above 100 ppm.
EU 10/2011 adds a specific migration limit (SML) of approximately 100 mg/kg for tin in canned foods and approximately 50 mg/kg in baby food per EFSA guidance.
Skip un-passivated coil for acidic fills (pH < 4.5). Stannous ion migration into tomato paste, pineapple, and citrus juices can exceed SML within 18 months on bare tinplate, which is why nearly all modern food cans use an internal lacquer over the tin.
Recyclability versus aluminum and plastic
| Material | EU recycling rate (2022) | Energy saved vs. virgin |
|---|---|---|
| Steel cans (tin plated) | approximately 82.5% (APEAL) | ~75% |
| Aluminum cans | approximately 76.1% | ~95% |
| PET bottles | approximately 50.5% | ~60% |
Steel wins on capture rate because it’s ferromagnetic, material recovery facilities pull it out with overhead magnets at near-approximately 100% efficiency, no optical sorting required. The tin layer (0.2,approximately 1.0% by weight) is recovered separately via electrolytic detinning and resold into the secondary tin market.
Carbon footprint
BOF-route tin plated steel sits at roughly 2.1,2.4 tonnes CO₂ per tonne of finished coil per worldsteel LCA data. EAF-route product using approximately 90%+ scrap drops to 0.6,0.8 tonnes, a number specifiers should request on EPDs (Environmental Product Declarations) when bidding sustainability-driven packaging contracts.
Frequently Asked Questions About Tin Plated Steel
These six questions cover what buyers and fabricators actually ask before they place an order. The answers pull from ASTM A623, MatWeb data, and US distributor pricing as of Q3 2024.
Is tin plated steel toxic or safe to handle?
No, it is not. Metallic tin gets classified as non-toxic by the FDA under 21 CFR 175.300. And unlike lead or cadmium, the solid coating carries no occupational exposure limit from OSHA.
Dust from cutting is treated as a nuisance dust, nothing more. The steel underneath contains no hexavalent chromium as long as you order it with the modern chromium-free passivation finish, which the industry shortens to CFPA.
What does tin plated steel cost?
Mill prices for E2.8/2.8 coil in 2024 sat between $1,150 and $1,450 per metric ton according to the CRU Tinplate Index. That works out to roughly $1.15 to $1.45 per kilogram.
Buying in small retail amounts is a completely different story though. K&S Precision Metals lists a 0.013″ × 6″ × 12″ sheet near $9 each, which comes out to about $45 per kilogram.
So expect a 20 to 35 times markup for hobby-scale buys compared to ordering coil directly from the mill in quantities over 25 tons.
Can tin plated steel be welded or soldered?
Soldering is excellent. That’s basically the whole point of the coating. Use 60/40 Sn-Pb or the lead-free SAC305 alloy with a mild rosin flux (the RMA grade) at around 230 to approximately 260 °C.
Resistance welding, which covers both seam and projection types, also works well and is the standard method for joining the side seams on three-piece cans. But stay away from TIG and MIG.
The arc heat boils off the tin layer, throws SnO₂ fumes into the air, and leaves you with an unprotected weld bead that starts rusting within a few weeks.
How do you cut and finish it safely?
Shear it, nibble it, or laser-cut it. Always deburr the cut edges afterward because they expose bare steel underneath, and honestly those edges are the number one place where rust starts.
For edges that will be visible or exposed, wipe on a tin-rich solder or brush on an epoxy edge coat. Avoid abrasive grinding on the coated face.
It strips off 0.1 to 1 μm of tin in just seconds.
Where do you buy small versus mill quantities?
- Hobby/prototype (1–50 sheets): K&S Precision Metals, Online Metals, and McMaster-Carr
- Service center (approximately 100 kg–approximately 5 tons): Randall Metals, Wallner Tinplate, and Alliance Steel
- Mill direct (25+ tons): US Steel, Tata Steel, Baosteel, and JFE
Key Takeaways and How to Specify the Right Grade
Quick answer: a complete tin plated steel purchase order really needs seven pieces of information, the coating weight, the differential coating ratio (if there is one), the temper, the passivation type, the surface finish, the certification standard.
And the dimensional tolerance. If you miss even one of these, the mill will just pick defaults on your behalf.
And those defaults may not actually match what your application needs.
The Seven-Point Specification Checklist
- Coating weight: You’ll want to specify this in g/m² per side using the ASTM A623 naming convention. For example, E2.8/2.8 means equal coating on both sides, while E5.6/2.8 is what’s called differential, meaning a heavier coating on the food-contact side. For dry electronics, going with #25 (2.8 g/m²) saves you money. But for acidic food contact, #75 (8.4 g/m²) actually pushes shelf life past 24 months.
- Temper: This runs T1 through T6 for what they call single-reduced steel, or DR8/DR9/DR10 for the double-reduced versions. T2.5 works well for drawn closures, and DR9 lets you make approximately 0.15 mm beverage can bodies while saving roughly 30% on material.
- Passivation: The 311 type (which is sodium dichromate cathodic) is still the standard for cans. The 300-series chromium-free options are now actually required for EU food contact under the REACH Annex XVII updates.
- Surface finish: You have a few choices here, bright (which is reflowed), stone, silver, or matte. This really drives both how well the lacquer sticks and how well it prints. Stone finish improves ink anchoring by roughly 15% compared to bright.
- Certification: Ask for ASTM A623, EN 10202, or JIS G 3303 mill certificates. Plus FDA 21 CFR 175.300 or EU 10/2011 declarations if it’s going into food contact.
- Dimensional tolerance: Thickness within ±approximately 5%, width within ±approximately 0.3 mm, and camber under 0.5 mm per 2 m if you’re running high-speed presses.
- Packaging and shelf life: VCI paper between layers, dry storage with relative humidity below approximately 60%, and first-in-first-out use within 6 months of when it was produced.
What to Do Next
Send this checklist out to at least three mills that are certified under ISO 9001:2015 and compare the quotes you get back against ATSI (Association of Tin Suppliers International) reference pricing, which tracks the LME tin price against finished coil premiums. And ask for a approximately 50 kg pre-production sample so you can run your ironing, drawing, or lacquer bake trials before you commit to a full coil order.
A approximately $200 sample run can really prevent approximately $20,000 scrap events down the line.
Build your expected level sheet once, then reuse it across all your suppliers. You’ll cut your RFQ turnaround from weeks down to days, and you’ll actually be able to make apples-to-apples comparisons.



