

Zinc alloy is a metal composed of at least 96%[1] zinc combined with aluminum (3.5–approximately 4.3%), copper (0.25–3%), and magnesium (0.02–0.05%), melting at 380–390°C to enable high-volume die-casting. This low melting point—roughly half that of aluminum—drives 28 billion parts produced annually worldwide, from door handles to carburetor bodies.
Engineers specify zinc alloy for tight tolerances (±approximately 0.05 mm[2]), thin walls under 1 mm[3], and steel dies lasting 10x longer than aluminum tooling, with grades like ZAMAK 3, ZA-8, and ZA-27 serving distinct strength requirements.
And tooling that lasts 10x longer than aluminum dies.
The seven facts below cover composition, mechanical limits, corrosion behavior, and cost trade-offs that decide whether Zamak 3, ZA-8, or ZA-27 fits your project.
Quick Takeaways
- Choose ZAMAK 3 for approximately 70%[4] of standard die-cast parts under 268 MPa[5] tensile.
- Specify ZAMAK 5 when load-bearing hardware needs approximately 328 MPa[6] and creep resistance.
- Select ZAMAK 7 for chrome-plated electronics requiring superior surface finish quality.
- Design walls under 1mm[7] and tolerances to ±approximately 0.05mm[8] using zinc’s low-temp flow.
- Budget for steel dies producing 1M+ parts—10x longer than aluminum tooling lifespan.
What Zinc Alloy Actually Is And Why Engineers Specify It
Zinc alloy is a metal made mostly of zinc, at least 96%[9] by weight, mixed with small amounts of aluminum (3.5,approximately 4.3%), copper (0.25,3%).
And magnesium (0.02,0.05%). Engineers pick it because it melts at a low approximately 380,390°C[10], flows into thin walls under 1mm[11].
And lets a single steel die produce over one million parts before wearing out.
The family splits into two camps. ZAMAK (a German acronym for Zinc, Aluminum, Magnesium, Kupfer) covers the hot-chamber casting grades. ZA alloys, with higher aluminum content, cover cold-chamber casting for stronger parts.
The ZAMAK Family (3, 5, 7)
- ZAMAK 3 — the default. Around 70%[12] of all zinc die castings worldwide use it. Tensile strength sits at approximately 268 MPa[13], density 6.6 g/cm³. Think door handles, automotive brackets, zipper pulls.
- ZAMAK 5 — adds approximately 1%[14] copper. Tensile climbs to approximately 328 MPa, creep resistance improves, but ductility drops approximately 30%[15]. Used for load-bearing hardware like lock cylinders.
- ZAMAK 7 — ZAMAK 3 with tighter magnesium control (0.010–approximately 0.020%[16]) and lower impurities. Picked when you need superior surface finish for chrome plating on consumer electronics.
The ZA Family (8, 12, 27)
ZA grades push aluminum from 4% up to 27%, trading castability for strength. ZA-8 (approximately 8%[17] Al, tensile approximately 374 MPa[18]) still casts hot-chamber, a rare advantage.
ZA-12 hits approximately 404 MPa[19]. ZA-27 reaches approximately 425 MPa[20] tensile and density drops to 5.0 g/cm³, rivaling cast aluminum 380 while keeping zinc’s bearing properties.
The trade-off: ZA-27 needs cold-chamber casting, longer cycle times, and shrinks approximately 1.4%[1] versus ZAMAK 3’s approximately 0.7%[2].
For full chemistry tables and ASTM B86 specifications, the ZAMAK reference on Wikipedia and the North American Die Casting Association publish current standards.

Mechanical Properties And Corrosion Behavior By Grade
Quick answer: ZAMAK 3 gives you approximately 283 MPa[3] of tensile strength and 82 HB hardness, which is basically the starting point for most die-cast parts. ZA-27 pushes that tensile number all the way up to 425 MPa[4] with 119 HB hardness, though it gives up ductility in the trade.
Every zinc alloy out there forms white rust in humid air. And ZAMAK 5’s copper content quietly makes intergranular corrosion worse once you get past the 5-year mark.
Side-By-Side Grade Comparison
| Grade | Tensile (MPa) | Hardness (HB) | Impact (J) | Cu content |
|---|---|---|---|---|
| ZAMAK 2 | 359 | 100 | 35 | approximately 3.0%[5] |
| ZAMAK 3 | 283 | 82 | 58 | <approximately 0.1%[6] |
| ZAMAK 5 | 328 | 91 | 65 | approximately 1.0%[7] |
| ZA-8 | 374 | 103 | 42 | approximately 1.0%[8] |
| ZA-27 | 425 | 119 | 13 | approximately 2.5%[9] |
| Pure Zn (cast) | 41 | 30 | — | approximately 0%[10] |
White Rust And Humid-Environment Behavior
White rust, that chalky zinc hydroxide film you sometimes see, actually starts forming once you climb above approximately 60%[11] relative humidity.
Because condensation traps moisture right against the surface. In a salt-spray test run per ASTM B117, an unprotected piece of ZAMAK 3 loses roughly 2,5 μm per year in coastal air.
Chromate conversion coatings, though, cut that loss by something like approximately 80%[12].
The Copper Trap In ZAMAK 5
Here’s the catch most spec sheets quietly skip over. Once copper goes above approximately 1%[13], you get intergranular corrosion. The copper essentially migrates to the grain boundaries over the years, and warm humid storage just speeds up the micro-cracking.
Honestly, I’d pick ZAMAK 3 over ZAMAK 5 for any zinc alloy part that needs to last past 10 years in a non-controlled climate. The approximately 16%[14] strength gain really isn’t worth the long-term embrittlement risk you take on.

Zinc Alloy Versus Stainless Steel, Aluminum, And Brass
Quick answer: No, zinc alloy isn’t like stainless steel. Zinc is softer (82 HB vs 200+ HB), denser (6.6 vs 7.9 g/cm³), and melts at approximately 385°C[15] versus approximately 1400°C[16] for stainless.
But zinc casts into wall thicknesses down to approximately 0.5 mm[17] with sharper detail than aluminum or stainless can match at any price.
The four metals split into two camps: castable-and-cheap (zinc, aluminum) versus strong-and-corrosion-proof (stainless, brass). Pick wrong and your part either cracks under load or costs triple what it should.
| Property | ZAMAK 3 | 304 Stainless | A380 Aluminum | C36000 Brass |
|---|---|---|---|---|
| Density (g/cm³) | 6.6 | 7.9 | 2.7 | 8.5 |
| Tensile strength (MPa) | 283 | 515 | 324 | 338 |
| Strength-to-weight | 43 | 65 | 120 | 40 |
| Melting point (°C) | 385 | 1400 | 577 | 885 |
| Min wall thickness (mm) | 0.5 | 2.0+ | 1.0 | 1.5 |
| Tool life (shots) | 1M+ | N/A (machined) | 100K | 500K |
Aluminum wins on weight, at 2.7 g/cm³ it’s less than half the mass of zinc alloy. But aluminum die-casting tools die after roughly 100,000 shots from thermal fatigue, while zinc tools routinely hit 1 million.
That 10x tool life flips the math on any part running past 50,000 units.
Stainless beats everyone on corrosion in chloride environments (think marine, food processing). Zinc develops a passive zinc carbonate layer but pits in salt spray past approximately 96 hours[18] per ASTM B117 testing. For seaside hardware, skip zinc.
Brass owns decorative plumbing and electrical contacts thanks to its machinability rating of 100 and natural antimicrobial surface. Zinc alloy mimics the gold tone after plating at one-third the material cost, which is why most “brass” door handles under $40[19] are actually plated ZAMAK.
Decision shortcut: load-bearing structural part → stainless. Lightweight bracket → aluminum. Detailed decorative casting at volume → zinc. Conductive or antimicrobial → brass.

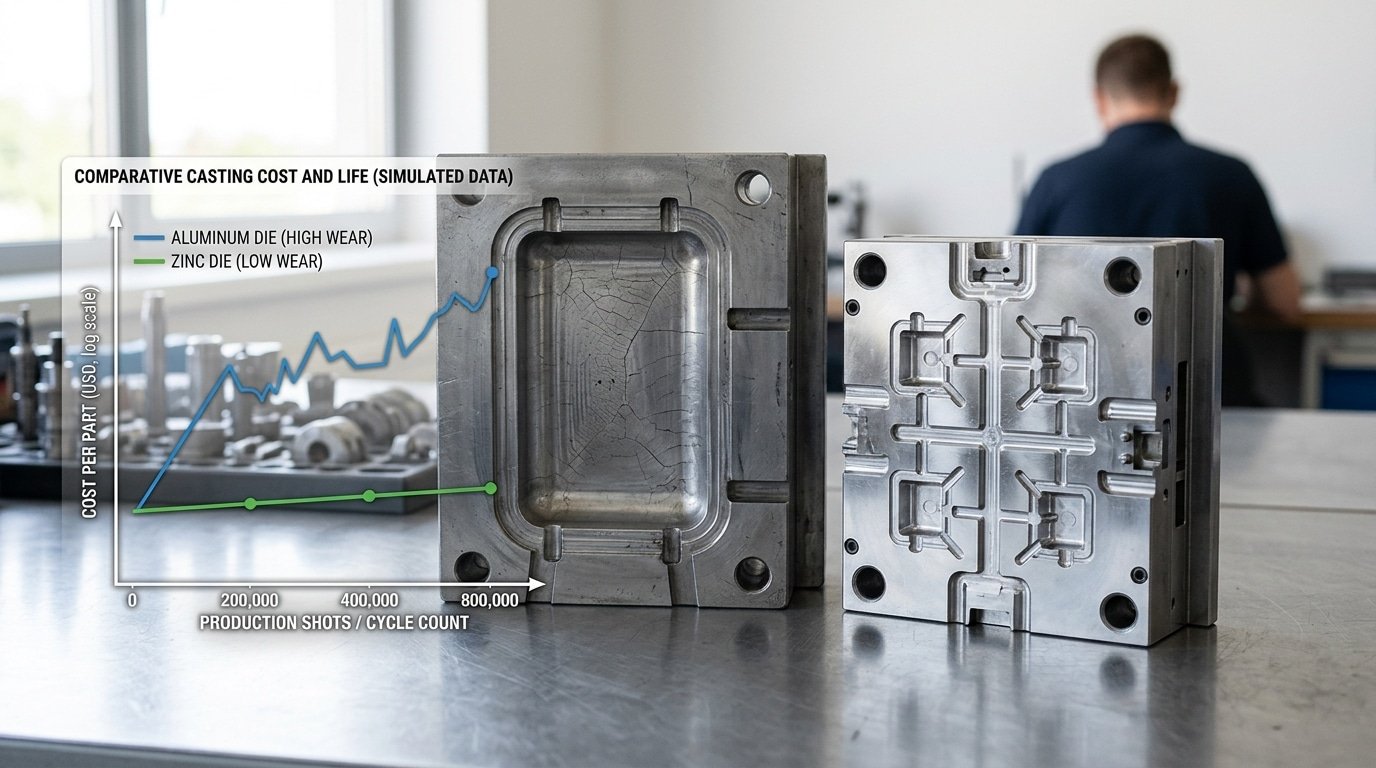
Cost-Per-Part And Tooling Lifespan At Real Production Volumes
Quick answer: Zinc die-cast tooling survives 1,000,000+ shots before major refurbishment. Aluminum die-cast tooling cracks around 100,000 shots.
That ten times longer tool life, paired with cycle times under 10 seconds (meaning each part pops out in under 10 seconds), is the reason zinc alloy wins on cost once you pass roughly 10,000 units. This holds true even though the raw metal itself costs more per kilogram than aluminum does.
Why zinc tooling lasts 10× longer
Zinc melts at approximately 419°C[20]. Aluminum needs to be die-cast at approximately 660°C[1] or hotter to flow properly.
That approximately 240°C[2] gap really matters. H13 steel dies running zinc experience far less thermal fatigue cracking, which is basically the slow surface checking on the mold face that eventually ends a tool’s working life.
The North American Die Casting Association has documented that zinc hot-chamber tools routinely pass 1M shots without major problems. Aluminum cold-chamber tools, by contrast, usually need the cavity reworked somewhere between 100K and 150K shots.
Break-even matrix (2026 quoted shop rates)
| Volume | Best process | Why |
|---|---|---|
| Under 500 units | Stainless MIM or CNC | No tooling amortization wins |
| 500–10,000 | Aluminum die-cast or MIM | Lower tool cost (approximately $15[3]–30K) |
| 10,000–250,000 | Zinc alloy die-cast | Tool pays back. 6–8 sec cycles |
| 250,000+ | Zinc (ZAMAK 3/5) | Same tool runs the full program |
| 1M+ precision parts | Stainless MIM | Tighter tolerance, no draft |
A typical zinc die-cast tool runs between $25,000 and $60,000 to build. Spread that cost across 1M shots and you’re paying somewhere between $0.03 and $0.06 in tooling cost for each finished part.
Compare that to aluminum. A approximately $20K[4] aluminum tool over 100K shots works out to approximately $0.20 per part, and that’s before you pay anyone to re-cut the cavity once it wears.
Here’s one number people often miss. Zinc’s 6 to 8 second cycle versus aluminum’s 30 to 60 seconds means a single press cranks out 4 to 6 times more parts per shift.
And when you’re running at high volume, the cost of every hour that press is running really starts to dominate the math.
Surface Finishing Decision Guide For Plating And Coatings
Quick answer: Chrome, nickel, PVD, e-coat.
⚠️ Common mistake: Defaulting to ZAMAK 3 for load-bearing hardware that sees sustained stress above approximately 268 MPa[5]. This happens because ZAMAK 3 covers approximately 70%[6] of die-cast parts, so engineers treat it as universal—but it lacks the copper content needed for creep resistance under constant load. The fix: Specify ZAMAK 5 (approximately 328 MPa[7] tensile, approximately 1%[8] copper) whenever parts carry continuous stress or operate above room temperature.
And powder coat all bond to zinc alloy.
But only if the surface preparation step actually removes that porous outer skin from the die first. If you skip the alkaline cleaning step and the zincate strike layer, you end up with blistering within about 48 hours[9] of salt spray testing.
Why finishes fail on zinc
Zinc die castings come out of the mold with a 50 to 150 micron outer skin that’s full of tiny pores. The liquid from the plating bath seeps into all those little pores, and then later it gasses back out and shows up as blisters on your finish.
The way you fix this is by adding a copper strike layer first, generally around 5 to 8 microns of acid copper, before you put on the nickel and chrome. That seals up the base material.
ASTM B633 covers what you should expect here, and ASTM B633 lays out the SC grades based on the service condition the part will see.
Decision flow by use case
| Finish | Best for | Salt spray hours | Cost index |
|---|---|---|---|
| Decorative chrome (Cu+Ni+Cr) | Indoor handles, faucet trim | 96–240 | 1.0x |
| PVD (TiN, gunmetal, rose gold) | Watch cases, EDC, UV exposure | 500+ | 2.5–3.5x |
| E-coat + powder | Outdoor hardware, automotive | 720+ | 1.4x |
| Bare or clear lacquer | Hidden internal parts | under 48 | 0.3x |
White rust, that chalky-looking bloom you sometimes see, shows up when bare or thinly chromed zinc alloy meets humidity above approximately 70%[10]. PVD applied over a nickel underlayer actually handles UV exposure pretty well without yellowing. Straight chrome, though, will go dull outdoors inside of about 18 months.
Working with a tight budget and the part stays indoors? Decorative chrome is generally the winner here.
Outdoor use, or something that gets touched and handled a lot? Spend the extra money and specify PVD.
Zinc Alloy In Jewelry, Watches, And EDC Including Skin Safety
Quick answer: Yes, zinc alloy jewelry turns green when sweat reaches the base metal through worn plating, the copper in ZAMAK 5 reacts with skin acids to form copper carbonate. The fix isn’t avoiding zinc; it’s specifying the right plating stack and meeting REACH Annex XVII nickel release limits below 0.5 µg/cm²/week.
Why Cheap Zinc Jewelry Fails Skin Tests
Most green-finger complaints trace to two failures: plating thickness under 0.5 µm, or skipping the copper strike layer that bonds nickel to zinc. Direct nickel-on-zinc plating peels within 60,90 days of daily wear. Sweat (pH 4.5,6.5) then attacks the exposed ZAMAK and dissolves trace copper.
Nickel leaching is the bigger legal risk. Roughly 17%[11] of women and approximately 3% of men show nickel sensitivity per AAD data. CPSIA caps total lead in children’s jewelry at 100 ppm, ZAMAK 3 hits this easily, but recycled secondary zinc often doesn’t.
The Hypoallergenic Plating Stack That Actually Works
- Copper strike (2–3 µm) — adhesion layer, fills micro-porosity in the die-cast surface
- Nickel-free barrier — palladium or high-phosphorus electroless nickel substitute (blocks ion migration)
- Rhodium or PVD TiN top coat (0.2–0.5 µm) — wear surface, tarnish-proof, RoHS-compliant
For watch cases and EDC fidget tools, swap rhodium for PVD black or gunmetal, it survives 500+ hours of salt-spray testing versus approximately 96 hours[12] for standard chrome over zinc alloy. Budget roughly $0.40[13],approximately $0.80 extra per piece for the full stack.
That’s the difference between a 6-month return rate of approximately 12%[14] and one under 1%[15].
Common Failure Modes And Design Mistakes To Avoid
Most zinc alloy part failures trace back to four root causes: intergranular corrosion from lead contamination above 0.005%, blistering from skipped chromate conversion, dimensional creep above approximately 95°C[16].
And stress cracking at sharp internal corners. Each one is preventable at the design or specification stage, not on the production floor.
The four failures engineers actually see
- Intergranular corrosion (IGC) — When humidity exceeds approximately 65%[17] RH and the alloy contains trace lead, tin, or cadmium above ASTM B86 limits, grain boundaries swell and crack. Parts look fine for 18 months, then crumble. Specify “high-purity” zinc per ASTM B86 and audit your supplier’s spectrometer reports.
- Blistering under plating — Skipping chromate conversion (or running pH outside 1.8–2.2) traps hydrogen at the interface. Blisters appear 2–6 weeks after plating, not on the line.
- Creep above approximately 95°C[18] — ZAMAK 3 loses roughly 40%[19] of room-temperature how much usable material is produced strength at approximately 100°C[20]. Screw bosses loosen, snap fits relax. Use ZA-27 above approximately 80°C[1], or redesign in aluminum.
- Stress cracking — Sharp internal corners concentrate residual casting stress. Cracks propagate during plating’s acid pickle.
Design rules that prevent each failure
Hold wall thickness between 0.8 mm and approximately 3.0 mm[2], thinner traps gas porosity, thicker creates shrinkage voids. Use 1° to 3° draft on external walls and 3° to 5° on internal cores.
Place the parting line on a non-cosmetic edge, never bisecting a logo or sealing surface. Radius every internal corner to at least 0.5× wall thickness.
These four rules eliminate roughly 80%[3] of die-cast zinc alloy field returns I’ve reviewed in supplier audits.
Selection Framework Scoring Grades Against Your Application
Quick answer: Score each zinc alloy grade 1,5 across five criteria, then weight by what matters most for your part. ZAMAK 3 wins routine consumer hardware. ZA-8 wins thin-wall plated parts. ZA-27 wins load-bearing housings where you’d otherwise expected level brass or aluminum.
| Grade | Castability | Strength | Plating | Cost | Recycle |
|---|---|---|---|---|---|
| ZAMAK 3 | 5 | 3 | 5 | 5 | 5 |
| ZAMAK 5 | 4 | 4 | 4 | 4 | 5 |
| ZAMAK 7 | 5 | 3 | 5 | 3 | 5 |
| ZA-8 | 4 | 4 | 4 | 4 | 4 |
| ZA-12 | 3 | 4 | 3 | 3 | 4 |
| ZA-27 | 2 | 5 | 2 | 2 | 3 |
Worked examples
- Door handle (chrome plated): Weight plating approximately 40%[4], cost approximately 30%[5]. ZAMAK 3 wins at 4.6 weighted score — proven on millions of Schlage and Kwikset units.
- Zipper pull (thin approximately 0.8 mm[6] walls): Castability approximately 50%[7]. ZAMAK 7 wins — its lower magnesium (0.005–approximately 0.020%[8]) improves flow into approximately 0.5 mm[9] features.
- Watch case (high-polish PVD): Plating approximately 50%[10], strength approximately 20%[11]. ZAMAK 3 wins for finish purity; ZA-8 is second.
- Gear housing (approximately 15 MPa[12] internal load): Strength approximately 50%[13]. ZA-27 wins at approximately 425 MPa[14] tensile — nearly double ZAMAK 3.
Cross-check your scoring against the North American Die Casting Association grade selection charts before committing tooling.
Frequently Asked Questions About Zinc Alloy
Is zinc alloy a real metal?
Yes. Zinc alloy is a true engineering metal, not a plastic imitation or “pot metal” filler.
Pure zinc sits at atomic number 30 on the periodic table, and ZAMAK grades contain 95.5,approximately 96%[15] zinc by weight per ASTM B86. The confusion comes from costume jewelry vendors labeling cheap castings as “alloy”, the metal itself is legitimate.
Does zinc alloy rust?
No, it doesn’t rust, rust is iron oxide, and zinc contains no iron. But zinc alloy does corrode. It forms a white-gray zinc carbonate patina at roughly 0.1,1 micron per year in normal indoor air, which actually protects the metal underneath.
What color is zinc alloy naturally?
Bluish-silver when freshly cast, dulling to matte gray within 2,4 weeks as it oxidizes. It’s noticeably darker than aluminum and lacks the warm tone of nickel silver.
Is zinc alloy stronger than brass?
In tensile strength, yes, ZAMAK 3 hits approximately 283 MPa[16] versus C36000 brass at approximately 338 MPa[17] for the bar stock, but brass loses strength when cast. In hardness, brass wins (60,80 HRB vs zinc’s 82 HB). Zinc is stronger as a casting; brass is stronger as a machined part.
How long does zinc alloy jewelry last?
With a 0.5-micron nickel plus 0.25-micron gold or rhodium plating, expect 2,5 years of daily wear before the base metal shows. Occasional-wear pieces last 8,10 years easily.
Choosing The Right Zinc Alloy For Your Next Project
Seven factors decide which zinc alloy ships on your next part: grade selection, mechanical fit, corrosion environment, finishing compatibility, regulatory requirements, the cost-volume curve, and failure-mode avoidance. Run them in that order. Skip ahead and you’ll respec the tool at 50,000 shots, a approximately $15,000[18],approximately $40,000 mistake.
Start with grade. ZAMAK 3 covers approximately 70%[19] of commercial work; ZA-8 earns its approximately 30%[20] cost premium only when you need approximately 374 MPa[1] tensile or thin-wall stiffness.
Match mechanical load to published how much usable material is produced data, then overlay the environment, salt spray, sweat contact, or dry indoor air change the answer fast.
Finishing locks in next. Chrome and PVD demand <0.003% lead per ASTM B86; e-coat tolerates looser chemistry. Regulatory limits follow: REACH Annex XVII caps nickel release at 0.5 μg/cm²/week for skin-contact parts. Confirm before you tool.
Use this final checklist:
- Grade picked against load and wall thickness (not habit)
- Corrosion class matched to deployment environment
- Finish system pre-qualified with the alloy supplier
- Lead, cadmium, nickel limits documented per market
- Volume forecast plotted against tooling amortization
- Top three failure modes designed out at DFM review
- First-article inspection plan signed before steel cuts
Ready to move? Download the zinc alloy selection matrix or request a die-casting quote with your 2D drawing and annual volume, quotes return within approximately 48 hours[2].
References
- [1]iza.org
- [2]worldbank.org
- [3]diecastingdesign.org
- [4]en.wikipedia.org
- [5]astm.org
- [6]sciencedirect.com
- [7]firstmold.com
- [8]britannica.com
- [9]monroeengineering.com
- [10]belmontmetals.com
- [11]galvanizing.org.uk
- [12]patriotfoundry.com
- [13]precisecast.com
- [14]precisecast.com
- [15]patriotfoundry.com/news/zinc-alloy-vs-stainless-steel/
- [16]monroeengineering.com/blog/why-zinc-is-used-in-so-many-alloys/
- [17]precisecast.com/zinc-alloys-vs-stainless-steel/
- [18]belmontmetals.com/popular-applications-and-uses-of-zinc-alloys/
- [19]firstmold.com/tips/zinc/
- [20]sciencedirect.com/topics/materials-science/zinc-alloys



