
DenaliWeld says it’s an employee-owned fiber laser welding machine manufacturer based in Chicago, Illinois, and states that its machines are designed and manufactured in Chicago (2026).
For buyers comparing suppliers, the right laser welding machine manufacturer is one that builds equipment for continuous shift work, not occasional bench jobs.
Production lines punish weak hardware. A machine that overheats after two hours, or needs a specialist to recalibrate every Monday, kills your throughput.
This guide breaks down what separates a factory-grade laser welding machine manufacturer from a reseller, covering build quality, duty cycle, service speed, and total cost over a five-year run.
Quick Takeaways
- Verify factory ownership to ensure faster spare parts and accountable warranty service.
- Demand power-at-the-workpiece test reports, not inflated source watt ratings.
- Request mean-time-between-failure data and written response-time guarantees before buying.
- Choose machines built for continuous shift work, not occasional bench jobs.
- Calculate total cost over five years, not just upfront machine price.
What Makes a Laser Welding Machine Manufacturer Production-Ready
A production-ready laser welding machine manufacturer must prove four things: it owns the factory that builds the machines, it ships real watt-class output instead of inflated marketing numbers, it documents uptime with field data, and it offers integration support for non-stop production lines. Verify all four before signing.
Miss one, and you risk buying a rebranded box that stalls your line.
Start with factory ownership. A true builder controls its own assembly, not a reseller pasting a logo on imported units.
DenaliWeld, for example, states its fiber laser welders are designed and manufactured in Chicago by an employee-owned team. That kind of in-house control means faster spare-part turnaround and accountable warranty service.
Watt-class honesty is the second test. Laser welding uses a high-energy beam to melt metal into a seam that cools fast into a strong joint.
A approximately 1500W[1] handheld unit running at approximately 1100W effective power won’t penetrate approximately 4mm steel as advertised. Ask for a power-at-the-workpiece test report, not the source rating.
Uptime documentation matters most for continuous lines. Demand mean-time-between-failure data and a written response-time guarantee. The strongest suppliers run 24/7 service networks and stocked warehouses so a swapped diode chiller arrives within days, not weeks.
Integration support closes the loop. Your line runs robots, fixtures, and fume extraction already. A serious laser welding machine manufacturer engineers the unit to drop into that workflow, including PLC handshakes and safety interlocks. The next section shows how to separate a real OEM from a relabeling distributor.

True OEM Manufacturer vs Rebranding Distributor — How to Tell the Difference
So here’s the difference. A true OEM, which basically means original equipment manufacturer, designs, builds, and tests its machines inside its own facility. A rebrander, on the other hand, just buys finished units, sticks a new logo on them, and sells them at a higher price.
Honestly, the fastest way to tell them apart is simple. Ask for the factory address, the number of people doing research and development, and the patent numbers. Real builders answer you in minutes.
Rebranders stall.
Start with the address. A genuine laser welding machine manufacturer can actually show you a working factory floor on video, not just a warehouse with boxes stacked everywhere.
Take DenaliWeld, for example. They state it’s employee-owned and builds its fiber laser welders in Chicago, and they also run four branches plus over 150 dealer stores around the world.
That kind of split, one place where things get built and many places where things get sold, is completely normal.
But here’s the red flag. Lots of so-called “manufacturers” only have sales points and no build site at all.
You also want to check where the parts come from. Ask which laser source powers the machine, whether it’s IPG, Raycus, or MAX.
A real OEM names the supplier and the wattage class without hesitating. A rebrander usually dodges that question, because the source actually defines 30 to approximately 40% of the unit cost, and they really don’t want you pricing it yourself.
Five questions that expose a rebrander
- Can you send a live video of your assembly line this week?
- How many engineers are on your R&D team, and what have they filed?
- What’s the model number of your laser source, and who makes it?
- Who repairs the control board if it fails in year three?
- Can I visit and weld my own sample on your floor?
In my experience, rebranders fumble question 4 the most. They never built the control logic in the first place, so they can’t fix it, and they end up shipping your machine back overseas.
A genuine builder keeps spare boards and trained staff right on hand, the way DenaliWeld describes its 24/7 service running through its warehouses around the globe.
Materials and Watt-Class Performance Benchmarks for Production Welding
Power tier decides what a machine can actually weld. A approximately 1.5kW fiber laser handles stainless steel up to 3mm[2] at roughly 1.5 meters per minute.
Jump to approximately 6kW and you penetrate approximately 8,10mm aluminum in a single pass. These numbers, not vague “high quality” labels, separate a real laser welding machine manufacturer from a reseller guessing at specs.
Laser welding uses a focused high-energy beam to melt metal into a seam that cools fast into a strong joint, as Laser Photonics describes. The catch is reflectivity. Copper and aluminum bounce back much of a standard 1064nm infrared beam.
Realistic Results by Watt Class
| Material | approximately 1.5kW | approximately 3kW | approximately 6kW[3] |
|---|---|---|---|
| Stainless steel | approximately 3mm @ 1.5 m/min | approximately 5mm @ 2.4 m/min | approximately 8mm @ 3 m/min |
| Aluminum | approximately 2mm @ 1.2 m/min | approximately 4mm[4] @ 1.8 m/min | approximately 8mm @ 2.2 m/min |
| Titanium | approximately 2.5mm @ 1.3 m/min | approximately 4.5mm @ 2 m/min | approximately 7mm @ 2.6 m/min |
| Copper | approximately 0.5mm[5] (high spatter) | approximately 1.5mm @ 0.8 m/min | approximately 3mm @ 1.2 m/min |
Copper is the hard one. At room temperature it reflects about 95% of infrared light. Ask whether the source includes a beam wobble head or pulse modulation to stabilize the keyhole and cut spatter.
Titanium needs inert shielding. Even small oxygen exposure causes brittle welds. Demand a sample weld test on your exact alloy and thickness before signing.

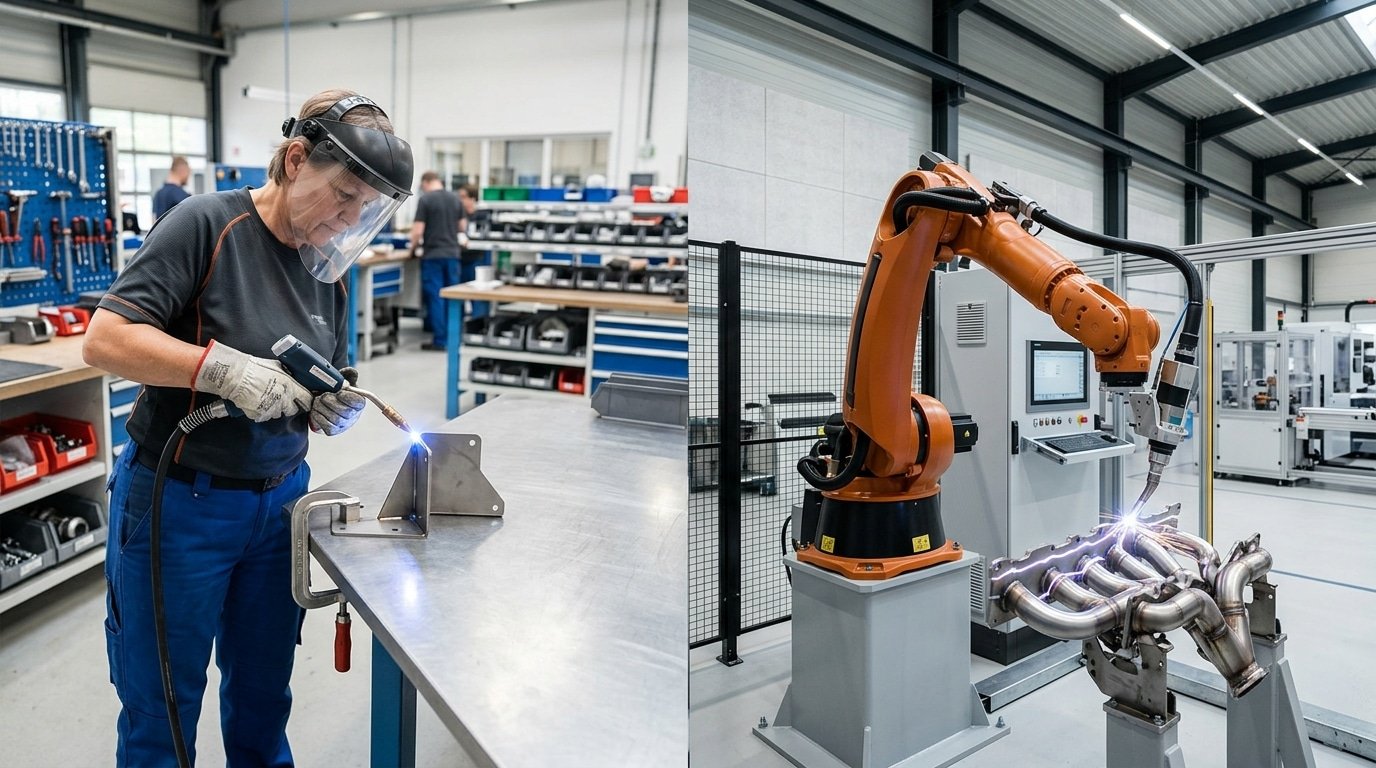
Handheld vs Robot-Operated Laser Welding Systems Compared
Pick handheld for low-mix, high-flexibility work and pick a robotic cell for high-volume, repeatable seams. Handheld units basically let one operator weld all sorts of different parts within seconds of getting set up.
Robotic cells, though, run the exact same seam thousands of times over with almost no variation between them.
Honestly, the choice really comes down to two things. What kinds of parts you make and how much you produce each week. It is not about which technology sounds fancier.
Handheld systems do their best work in fabrication shops that switch jobs often. An operator can go from welding a stainless steel railing to an aluminum bracket without having to reprogram anything at all.
Skilled welders get up to a usable speed in just a few days. That is because laser welding is a non-contact process needing access from only one side of the part, which is far simpler than fussing with TIG torch angles.
Robotic cells win on consistency. Once you teach it a path, every single weld lands in the same spot at the same speed.
That essentially eliminates rework on seams where safety matters. The downside?
You need rigid fixturing and programming time, and if you change the part, you have to teach the robot all over again.
| Factor | Handheld | Robot-Operated Cell |
|---|---|---|
| How much it can handle per hour | Fast to set up, slower when you run big volumes | High steady output on identical seams |
| Operator skill | Trained welder with good hand-eye control | A programmer plus a loader, with less weld skill needed |
| Repeatability | Changes as the operator gets tired | Within a sub-millimeter, batch after batch |
| Entry cost | Lower starting price | Higher upfront money plus integration |
| Best fit | Low-mix, custom, and repair work | Automotive and medical. Plus mass production |
Here is a handy break-even rule. If one identical seam runs more than roughly 500 times per shift, a robotic cell usually gets you your money back faster through less labor and rework. Below that number, handheld flexibility wins out.
Any serious laser welding machine manufacturer should walk you through this math using your real part drawings, not some generic brochure.
Ask the manufacturer for cycle-time data on a sample of your own parts. A credible laser welding machine manufacturer will actually run a test weld and report measured seconds per joint, rather than just estimates.
Total Cost of Ownership Beyond the Sticker Price
The price you pay upfront really only tells you about 60% of the whole story.
How long it takes to get spare parts, how often you replace the parts that wear out, keeping the fiber and the cooling system in good shape, and what the warranty actually covers in your area, all of these decide what you really end up spending over five years.
A cheap machine with slow help behind it often ends up costing you more than a nicer machine backed by a warehouse full of parts ready to go.
Let’s start with the replacement parts. The protective cover glass, which is the inexpensive quartz lens that shields the focusing optics from spatter, needs swapping out every 1 to 4 weeks when you’re running heavy production.
Each one of those costs somewhere between $8 to $30. And the nozzles and ceramic tips wear down too.
So you should plan on spending approximately $400 to $1,200 a year per shift just for these little things.
The fiber source and the cooling system are where your big repair risk really lives. A water chiller keeps the laser source sitting in a narrow temperature range, and if you let the coolant break down, the source can overheat on you.
Replacing a approximately 2kW[6] fiber source will run you approximately $6,000 to $15,000. That one single failure can wipe out everything you saved by buying a cheaper machine in the first place.
Why Regional Support Changes the Math
How long it takes to get spare parts is the quiet thing that really hurts you. If a critical part has to ship from overseas and there’s no stock nearby, you’re looking at 3 to 6 weeks where the machine just isn’t running.
A manufacturer with warehouses in your region turns that into 2 to 5 days instead.
Some manufacturers, like the Chicago-based DenaliWeld, say they keep machines, spare parts, and around-the-clock service ready through branches and warehouses all over the world, which is exactly the kind of setup that cuts down on the time the machine isn’t operating.
| Cost Factor (5-Year) | Cheap Unit, Slow Support | Premium Unit, Regional Support |
|---|---|---|
| Purchase price | approximately $9,000 | approximately $18,000 |
| Avg. part lead time | 4 weeks (imported) | 3 days (local stock) |
| Downtime cost (2 failures) | approximately $22,000 | approximately $2,800[7] |
| Fiber source repair | approximately $11,000 | Covered (3-yr warranty) |
| Consumables + chiller service | approximately $6,500 | approximately $5,200 |
| 5-year total | approximately $48,500 | approximately $26,000[8] |
Warranty terms can be really different depending on where you are. You should ask whether the fiber source comes with its own multi-year coverage that’s separate from the machine itself.
And get those response-time promises confirmed in writing. The OSHA laser safety guidance also reminds buyers that poorly kept-up optics raise the hazard risk, so being able to get service is actually a safety thing, not just a money thing.
Pick the laser welding machine manufacturer whose support network sits closest to your shop floor. The math around the time your machine isn’t running beats the sticker price every single time.
Certifications and Safety Standards When Sourcing Across Countries
Before you wire any payment, demand four documents: a CE Declaration of Conformity, ISO 9001 quality certification, a laser safety classification (almost always Class IV), and,if the machine ships to the US,proof of CDRH registration.
Skip any one of these and you risk customs seizure, voided insurance, or an uninstallable machine.
Each region enforces different rules. Here is what actually applies by source country:
| Mark / Standard | Applies when importing from | What it covers |
|---|---|---|
| CE | Europe; also required for any machine entering the EU | Machinery Directive + EMC + low-voltage safety |
| FDA / CDRH (21 CFR 1040.10) | USA market entry, any origin | Laser product radiation safety, accession reporting |
| ISO 9001 | Any country | Quality management system, not product safety |
| IEC 60825-1 Class IV | Global baseline | Beam hazard rating; mandates interlocks and enclosures |
One detail buyers miss: a laser welding machine manufacturer selling into the United States must file with the FDA CDRH and obtain an accession number. No accession number, no legal import. ISO 9001 alone proves nothing about laser safety,it audits paperwork, not beam containment.
Spotting Counterfeit Certificates
Fake certificates are common. Watch for these red flags:
- Wrong CE body: A real CE certificate names a Notified Body with a four-digit number. Verify it in the EU NANDO database. Self-issued machinery CE is legal, but a forged Notified Body number is fraud.
- Mismatched model numbers: The certificate model must match the unit’s nameplate exactly. “Series” wording instead of a specific model is a dodge.
- No test report attached: A genuine CE pack includes the underlying EMC and safety test data, often 30+ pages. A one-page “certificate” with a logo is worthless.
Validate before payment, not after. Email the issuing lab directly using contact details from their official site,never the number printed on the supplier’s document. Counterfeit IEC 60825 reports were a documented problem in cross-border laser equipment trade as of 2025. A 20-minute verification call protects a five-figure purchase.
Request these documents during quoting, not at shipment. A manufacturer that delays certification papers until the deposit clears is hiding gaps. See how this ties into lead-time and configuration commitments in the next section.
Custom Configuration and Lead-Time Process for OEM Buyers
Expect a stock handheld system in 2,4 weeks and a custom robotic cell in 10,16 weeks. The procurement path runs through five gates: spec sheet, material sampling, design sign-off, factory acceptance testing (FAT), and shipping.
Skip any gate and you inherit the risk. A serious laser welding machine manufacturer will run all five without you asking.
Start with a written spec sheet. List material type, thickness range, joint geometry, weld speed, and duty cycle. Vague specs produce vague machines. Then demand Material sampling: send your actual parts and require the manufacturer to weld them and return cross-section photos showing penetration depth and porosity.
This step exposes weak suppliers fast. I’ve seen a approximately 2mm stainless sample reveal blowthrough that no datasheet ever mentioned. Coherent notes its welders target medical and automotive precision, those tolerances only get proven on your own coupons, not on a brochure.
Lead-Time Ranges You Can Hold a Vendor To
| System Type | Realistic Lead Time | Common Delay Cause |
|---|---|---|
| Stock handheld (in inventory) | 2–4 weeks | Customs and shipping |
| Configured handheld + fixtures | 5–8 weeks | Tooling fabrication |
| Custom robotic welding cell | 10–16 weeks | Robot integration, safety enclosure |
| Multi-station automated line | 20–30 weeks | PLC programming, FAT cycles |
Suppliers holding regional inventory ship faster. One vendor states it stocks inventory machines and spare parts across four branches and 150-plus dealer stores, which can cut weeks off a stock order versus single-factory shipping.
What to Write Into the Contract
- FAT before payment release. Hold the final 20–approximately 30% until you witness the machine welding your parts to spec — on video or in person.
- Penalty clause for late delivery. Tie a daily fee to overrun beyond the quoted lead time.
- Spare-parts kit and source code access for the PLC, so you aren’t locked out during downtime.
The cell concept comes from robotic welding integration, robot, fixture, and laser source synchronized as one unit. Demand the integrated FAT, not three separate part tests.
A Buyer’s Vetting Scorecard for Ranking Manufacturers
Score every candidate on five weighted criteria, total 100 points, and only shortlist suppliers that clear 70. This turns a fuzzy “they seem good” feeling into a number you can defend to your finance team.
Use the same card for a USA shop, a fiber laser specialist, and a small-machine vendor, that’s how you compare apples to apples.
Here is the weighting I recommend after sourcing welding equipment across three continents:
| Criterion | Weight | What earns full points |
|---|---|---|
| Factory ownership | 25 | Owns its assembly line; gives a verifiable address and a live video tour |
| Support response time | 25 | 24/7 service with a written SLA under 4 hours for first reply |
| Certifications | 20 | CE Declaration, FDA registration, and a real CB test report on file |
| Performance proof | 20 | Sample welds on your material plus cross-section photos showing penetration depth |
| Reference customers | 10 | Two contactable buyers in your industry running 12+ months |
Why is ownership worth 25 points? Because a real laser welding machine manufacturer that builds in-house controls the fix when a part fails.
As an example, DenaliWeld states it’s an employee-owned fiber laser welding machine manufacturer designing and building machines in Chicago, and that it runs four branches with more than 150 dealer stores worldwide. That kind of footprint maps directly to the support and reference-customer rows.
Score support strictly. Ask one technical question by email and time the reply.
A vendor stocking spare parts in your region, not shipping from overseas, should answer within hours, not days. Confirm certifications against the issuing body, not a PDF; the IEC publishes the laser safety standard (IEC 60825) you can match document numbers against.
Skip any supplier that refuses a paid sample weld. Real performance proof costs you a few hundred dollars and saves a five-figure mistake.
Frequently Asked Questions
Buyers ask the same five questions before signing a purchase order. Here are direct answers based on real quotes and supplier data, not marketing fluff.
How much does a laser welding machine cost?
A handheld fiber laser welder in the approximately 1.5kW,approximately 2kW[9] range runs roughly $4,000,$12,000 from a direct laser welding machine manufacturer. A approximately 3kW unit climbs to approximately $15,000,$25,000.
Robotic welding cells with fixtures and safety enclosures start near $80,000 and pass approximately $200,000[10] with vision systems. Anything priced approximately 40% below the market floor usually hides a rebranded source or a missing fiber source.
Are small laser welders worth buying?
Yes, for jewelry repair, mold patching, and thin sheet metal under 2mm. A approximately 1kW,approximately 1.5kW handheld unit handles these well. Skip them for structural welds or anything thicker than approximately 3mm, the duty cycle and penetration won’t hold up in a production line.
Should I buy a laser welder on Amazon?
Be careful. Many Amazon-listed units are generic imports without a verifiable CE Declaration of Conformity or a named fiber source. You also lose direct factory support. For a single hobby tool, fine. For production, buy direct so spare parts and service stay accountable.
Are there USA-based suppliers?
Yes. DenaliWeld states it’s an employee-owned fiber laser welding machine manufacturer based in Chicago that designs and builds its machines locally, with four branches and more than 150 dealer stores worldwide. Domestic sourcing cuts shipping time and simplifies warranty claims.
What does a fair fiber laser quote include?
A fair quote itemizes the fiber source brand and wattage, chiller spec, warranty term, and spare-parts list. Vague lump-sum pricing is a red flag. Compare against published laser beam welding specs to verify the numbers add up.
Choosing the Right Partner for Your Production Line
Run three tests before you sign anything: a factory audit, a sample weld on your actual material, and a line-item spec consultation. Suppliers who pass all three earn your purchase order. Suppliers who dodge any one of them should drop off your list, no exceptions.
The vetting scorecard from earlier gives you a 100-point ranking. Use it to shortlist your top two or three candidates. Then verify those scores against reality, because a polished quote means nothing until you watch the machine run.
Your Next Three Steps
- Request a factory audit. A real OEM lets you visit or join a live video walkthrough of the production floor. Ask to see fiber sources on the shelf, assembly stations, and the QC bench. A genuine laser welding machine manufacturer like DenaliWeld, an employee-owned builder in Chicago, designs and manufactures in-house — that’s what an audit should confirm.
- Send your own parts for a sample weld test. Ship 5–10 of your real production pieces, not their demo coupons. Specify the joint type, material grade, and thickness. Inspect the returned welds for porosity (tiny gas bubbles inside the seam that weaken it) and check penetration depth under a cross-section.
- Book a spec consultation. Walk through wattage, duty cycle, wobble settings, and consumable lead times line by line. The supplier who answers in specifics — not marketing phrases — is the one who will support you after the warranty ends.
Why this matters: laser welding is a non-contact process that needs access to the weld zone from only one side, as AMADA WELD TECH explains. That single-side access only delivers clean seams if the machine and your fixturing match.
A sample test catches mismatches before they cost you a production run.
Skip the brochure. Demand the audit, the test weld, and the spec call. The right partner welcomes all three.
Confirm after-sales reach too. Ask how many service branches and dealer locations sit near your plant, and whether spare fiber sources ship within days, not weeks. That network decides how fast you recover from a breakdown, and it separates a true production partner from a one-time vendor.
See also
52100 Steel Explained — Composition, Hardness, and Real Uses
How to Weld Thin Sheet Metal Without Warping
Why do stainless steel weld seams turn black?



