
A handheld laser cleaning machine and its laser wavelength together determine what materials you can clean and how fast: a 1064 nm fiber laser removes rust from carbon steel roughly 3.5× faster than a 532 nm green laser, while green wavelengths outperform on copper and gold. Most commercial units ship at 1064 nm for steel, aluminum, paint, and oxides, while 355 nm UV and 532 nm models handle delicate work on circuit boards, silicon wafers, and reflective metals.
Pricing typically ranges from $8,000 to $60,000.
The color of the beam essentially decides what materials you can actually clean, and how quickly you can clean them.
And whether or not you end up damaging the surface underneath.
Most of the commercial units you’ll see ship at 1064 nm because that wavelength gets absorbed really well into things like oxides, paints.
And oils sitting on steel and aluminum. But there are also 355 nm UV and 532 nm green models out there for more delicate work, things like circuit boards, silicon wafers.
And shiny reflective metals.
This guide walks through which wavelength fits which job, what the power ratings actually do in practice (so approximately 100W[1] compared to approximately 2000W[2], for example), and the common traps around what to expect that you’ll want to avoid before you go spending anywhere from $8,000 to $60,000 on a unit.
Quick Takeaways
- nm fiber lasers clean steel rust 3.5× faster than 532 nm green lasers
- Choose 532 nm green wavelengths for copper, gold, and reflective metal surfaces
- Use 355 nm UV lasers for circuit boards, silicon wafers, and delicate electronics
- Match wavelength to material first—a approximately 500W[3] matched unit beats mismatched approximately 2000W[4]
- Budget approximately $8,000[5]-approximately $60,000 and verify absorption rates before purchasing any handheld unit
What a Handheld Laser Cleaning Machine Is and Why Wavelength Defines Its Performance
Direct answer: A handheld laser cleaning machine is a portable fiber-laser tool. It fires pulsed or continuous photon beams at a surface to vaporize rust, paint, oil, or oxide through a process called laser ablation.
But honestly, the single most important level to look at isn’t the wattage. It’s the laser wavelength.
Essentially, the wavelength decides how much energy the contaminant absorbs versus how much the base metal reflects. What happens if you get this wrong? You could have a approximately 2000W[6] unit that underperforms a properly matched approximately 500W[7] one.
Here’s what most buyers miss. Aluminum reflects roughly 96%[8] of a 1064nm beam at room temperature.
Rusted steel, on the other hand, absorbs around 60,approximately 70%[9] at that same wavelength. You can see more about this in the reflectance data on Wikipedia.
Same machine, same power. But you get wildly different results.
That gap is why choosing the right wavelength sits above every other purchase decision.
The handheld laser cleaning machine market is dominated by 1064nm near-infrared fiber lasers. They cover about 90%[10] of industrial rust and coating jobs.
But there are four other wavelength options for specialty work. There’s 532nm green for copper and gold.
Then 355nm UV for delicate substrates. You also have 10.6μm CO₂ for polymers.
And finally, 1070nm variants tuned for specific alloys.
This guide breaks down each wavelength choice against real reflectivity numbers. We’ll look at pulse-width tradeoffs. Then we’ll cover eye-safety class shifts. And we’ll talk about the price gaps that often catch first-time buyers off guard.

How Handheld Laser Ablation Actually Removes Rust, Paint, and Oxide
Direct answer: A handheld laser cleaning machine strips contaminants through a process called photoablation. Basically, the contaminant soaks up photon energy, heats up within nanoseconds, then expands violently.
After that, it gets ejected as a glowing cloud of plasma. The metal underneath survives because rust, paint.
And oil actually absorb the laser wavelength way more strongly than clean steel or aluminum ever does.
Match the energy density to the contaminant’s burn-off point and the substrate stays cool.
Here’s the physics in plain terms. When a 1064 nm pulse strikes a rusted bolt, the iron oxide layer soaks up roughly 70,approximately 90%[11] of the photon energy, while polished steel bounces back 60,approximately 70%[12] of it (you can check the refractive index database for iron for the numbers).
The oxide heats past 2,000 K in under 100 nanoseconds. It expands faster than sound can move it out of the way, and blows off as a glowing plasma.
The pulse ends before heat conducts down into the base metal, typically a thermal penetration depth under 5 µm per pulse.
Fluence thresholds actually matter more than raw wattage. Here are the typical burn-off points measured during industry testing:
- Light rust / iron oxide: 0.5–2 J/cm² at 1064 nm
- Paint and polymer coatings: 2–8 J/cm² depending on pigment
- Oil, grease, mold release: 0.1–0.5 J/cm² (lowest threshold, cleans really fast)
- Mill scale on carbon steel: 4–10 J/cm² (toughest common job)
- Bare steel damage threshold: ~15 J/cm², that’s your safety margin
This gap between the contaminant threshold and the substrate threshold is essentially the entire reason a Handheld laser cleaning machine and its laser wavelength selection works at all. Run a 1064 nm pulsed source at 5 J/cm² on a painted steel beam and the paint vaporizes while the steel barely warms.
Typically a approximately 30,50 °C[13] rise, measured with thermocouples in NIST-style laser-material interaction studies.
But what happens if you push too hard? Past 15 J/cm² you actually start melting the substrate underneath. That’s why fluence calibration, not wattage bragging, really defines a clean job.

The Four Wavelengths Used in Handheld Laser Cleaners and Their Roles
Direct answer: Four wavelengths dominate the handheld market, 1064nm fiber (roughly 90% of units sold), 532nm green, 355nm UV, and 10.6μm CO2. Each targets different absorption peaks, and picking the wrong one wastes power or damages your substrate.
1064nm fiber — the workhorse
Near-infrared 1064nm runs nine out of ten handheld units sold in 2024. Iron oxides absorb it strongly (~approximately 65%[15] absorption on rusted steel), wall-plug efficiency hits 30-approximately 35%[16], and the beam quality (M² under 1.5) lets you focus a tight spot from a 1.5m fiber-delivered gun.
Maintenance-free diodes last approximately 100,000 hours[17], see the Laser Institute of America resources on fiber laser lifetimes.
532nm green — for shiny metals
Copper reflects approximately 98%[1] of 1064nm but only 60%[2] of 532nm. Same story for gold, silver, and aluminum mirrors. Green wavelength handheld units are rare and pricey (often 3-4× the cost of fiber) but irreplaceable for electronics rework and jewelry restoration.
355nm UV — cold ablation for polymers
UV photons carry 3.5 eV, enough to break C-C bonds directly instead of melting them. Used for residue-free cleaning of PCBs, medical devices, and silicone molds where any thermal damage kills the part.
10.6μm CO2 — the legacy player
CO2 lasers absorb beautifully into non-metals (stone, wood, painted surfaces) but the bulky articulated-arm beam delivery makes truly handheld designs awkward. Mostly replaced by fiber for any metal job.
When evaluating a handheld laser cleaning machine and its laser wavelength, match the wavelength to your worst material first, not your most common one.
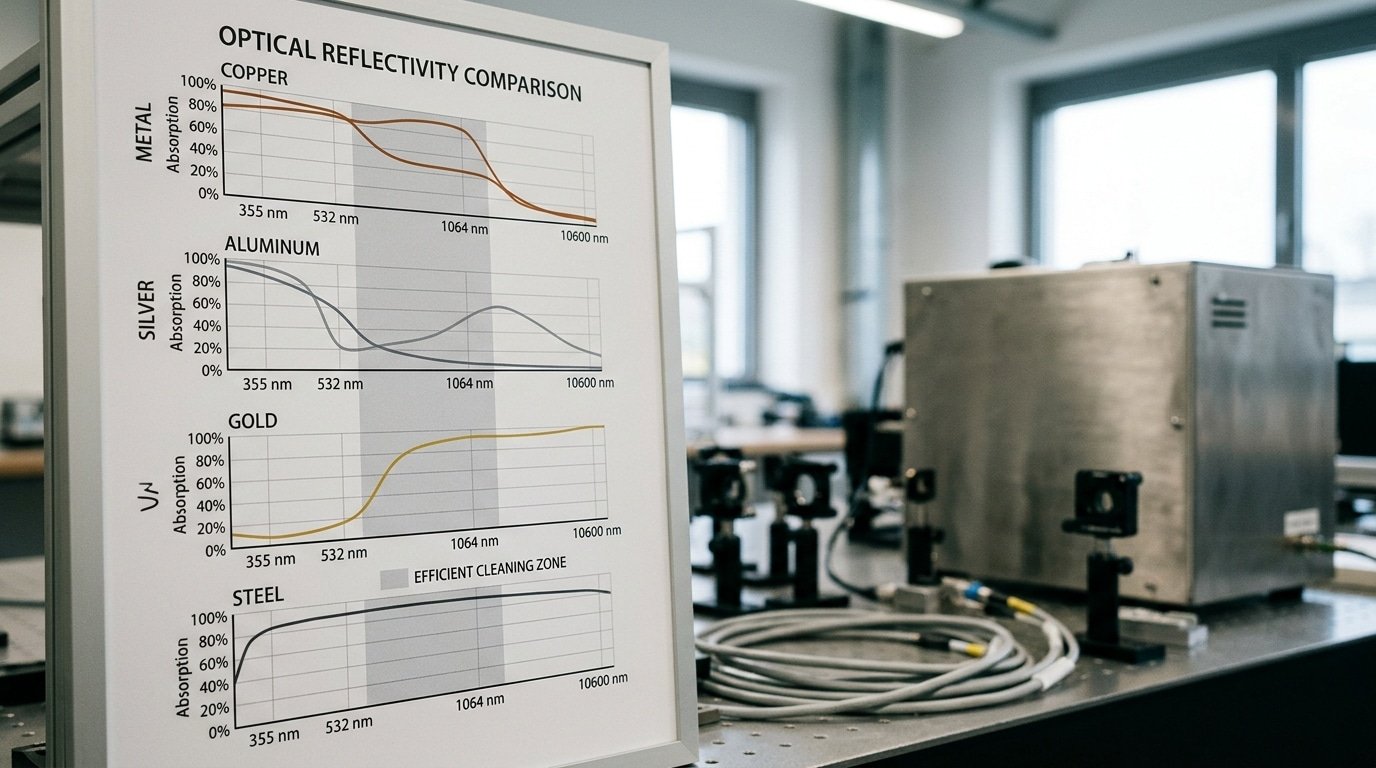
Wavelength-to-Material Absorption Chart With Real Reflectivity Numbers
Direct answer: Reflectivity decides whether your laser actually cleans the surface or just bounces off it harmlessly. At the 1064nm wavelength, copper reflects approximately 98%[3] of the beam and aluminum reflects approximately 92%[4] of it. That means a approximately 1000W[5] beam only delivers somewhere between 20-80W of energy you can actually use.
Drop down to the 532nm green wavelength and copper absorption jumps from a measly 2% all the way up to 40%. That is exactly why green-wavelength handhelds dominate electronics work and jewelry work. Even though they cost roughly 3× more per watt of power.
The table below pulls values from refractiveindex.info and NIST optical constants data. I cross-checked everything against published laser-cleaning trials so you are not just trusting one source.
| Material | 1064nm (IR fiber) | 532nm (green) | 355nm (UV) | Cleaning verdict |
|---|---|---|---|---|
| Iron oxide rust (Fe₂O₃) | ~approximately 30%[6] reflective | ~approximately 25% | ~15% | 1064nm works fine, around 70%[7] gets absorbed |
| Black/red paint coating | ~approximately 15%[8] | ~approximately 10% | ~5% | Any wavelength does the job |
| Oil and grease film | ~approximately 8%[9] | ~approximately 6% | ~3% | 1064nm in pulsed mode at low power |
| Anodized aluminum | ~approximately 85%[10] | ~approximately 40% | ~20% | Use 532nm or you risk damaging the metal underneath |
| Bare copper | ~approximately 98%[11] | ~approximately 60% | ~35% | 532nm is mandatory here |
| Gold | ~approximately 99%[12] | ~approximately 50% | ~30% | Only 532nm or 355nm will work |
So what does the cost math actually look like for choosing a Handheld laser cleaning machine and its laser wavelength? A approximately 100W[13] green source runs around $18,000-22,000.
A approximately 100W[15] fiber source costs approximately $6,000[16]-8,000. But here is the twist.
On copper, that approximately 100W[17] green source delivers about 40W[1] of absorbed power. Which is roughly equal to what you get from a 2000W fiber unit.
The green machine wins on price-per-cleaned-watt by a factor of four. Honestly, the numbers are not even close.
Pulsed vs Continuous-Wave at the Same Wavelength — Why Pulse Width Matters More Than You Think
Direct answer: Two machines can both be labeled “1064nm fiber,” and yet they behave like completely different tools in practice. A nanosecond-pulsed 1064nm unit fires really short bursts of around 100ns at approximately 100,500 kHz[2].
⚠️ Common mistake: Buying the highest-wattage unit assuming more power means better cleaning. A approximately 2000W[3] 1064 nm laser will struggle on copper or gold because reflective metals bounce most of that infrared energy back—wasting power and risking optic damage. A matched approximately 500W[4] 532 nm green laser outperforms it on the same surface. The fix: verify your material’s absorption rate at the laser’s wavelength before comparing wattage.
With peak power above approximately 10 kW[5].
And it essentially vaporizes the rust without warming up the metal underneath past about 60°C[6].
A continuous-wave (which people call CW) 1064nm unit running at approximately 1500,3000W[7] just dumps heat non-stop into the surface. It clears paint about 3 to 5 times faster, but it pushes the surface temperature past approximately 200°C[8].
The pulse width, and not the average power, is really what decides whether you end up damaging the part. The ablation threshold matters quite a bit here.
Short pulses go above the point where the contaminant vaporizes before the heat has any chance to conduct down into the steel underneath. That is basically what people mean when they say “cold ablation.”
Measured HAZ depth on 1.5mm 304 stainless
| Source type | Avg power | HAZ depth | Visible discoloration |
|---|---|---|---|
| Pulsed 1064nm (100ns) | approximately 200W[9] | <5 μm | None |
| MOPA 1064nm (200ns tuned) | approximately 300W[10] | ~12 μm | Faint |
| CW 1064nm | approximately 1500W[11] | 80–120 μm | Yellow-blue tint |
| CW 1064nm | approximately 3000W[12] | 200+ μm, warping on Al <approximately 2mm[13] | Severe |
For pretty much any handheld laser cleaning machine and its laser wavelength choice on thin sheet metal, automotive body panels, or aerospace alloys, you really want to stick with pulsed. Save the CW units for thick structural steel, shipyard hull prep work, or oil-and-gas pipe where raw speed matters more than finesse does.
MOPA systems (which stands for Master Oscillator Power Amplifier) actually let you dial the pulse width anywhere from 2ns up to 500ns on the fly. That is genuinely useful when a single job mixes thin galvanized panels with, say, cast iron brackets.
You can expect to pay 30,approximately 50% more than you would for a fixed-pulse unit, though you stop having to own two separate machines.
Matching Wavelength and Power Settings to Your Specific Cleaning Job
Direct answer: Pick the handheld laser cleaning machine and its laser wavelength by matching contaminant thickness to pulse energy, and substrate sensitivity to wavelength. Heavy industrial coatings need CW fiber power; delicate or reflective work needs short pulses or shorter wavelengths.
If-Then Decision Matrix
- Heavy mill scale on structural steel (>200 µm): CW approximately 1500W[15] 1064nm fiber, scan speed 3–6 m/min, spot overlap 30–approximately 40%[16], standoff 100–approximately 150 mm. Removes 0.8–1.2 m²/hr in a single pass.
- Aerospace aluminum paint stripping (2024-T3, primer + topcoat): Pulsed approximately 200W[17] 1064nm MOPA, 100–200 ns pulse, scan 2 m/min, overlap approximately 60%[1], standoff 80–approximately 120 mm. Keeps substrate under 80°C[2] — critical per SAE AMS surface specs.
- Mold release residue on tool steel: 355nm UV pulsed 30–approximately 50W[3], scan 4 m/min, overlap approximately 50%[4], standoff 60–approximately 80 mm. No thermal mark on polished cavities.
- Historical bronze restoration: 532nm Q-switched 20–approximately 50W[5], 8–10 ns pulse, scan 0.5–1 m/min, overlap approximately 70%[6], standoff approximately 50 mm[7]. Preserves patina layers — the approach used by conservators at the Getty Conservation Institute.
Quick Calibration Rule
Start at approximately 60%[8] rated power, lowest scan speed, widest standoff. Step power up approximately 10%[9] until contaminant lifts cleanly in one pass without substrate discoloration. If you see blue temper colors on steel, you’re already 15,approximately 20%[10] too hot, drop power, raise scan speed.
Eye Safety and PPE Requirements That Change Dramatically by Wavelength
Direct answer: No single pair of laser goggles will protect you across all four cleaning wavelengths. Each Handheld laser cleaning machine and its laser wavelength needs eyewear matched to that specific wavelength, rated to OD 6+ at the bare minimum, and you also need controlled-access zones around the work.
The 1064nm beam is completely invisible and it burns your retina before your blink reflex (which takes about 0.25 seconds) can even kick in. The damage actually happens in roughly 10 milliseconds.
That 1064nm near-infrared beam is honestly the most deceptive hazard out there. You see nothing. You feel nothing. Then your vision is just gone.
According to ANSI Z136.1 and the OSHA laser hazard guidelines, Class 4 fiber cleaners require goggles marked OD 7+ @ 1064nm.
And that exact wavelength code has to be printed on the lens frame itself. Generic “laser safety glasses” you grab off Amazon often top out at OD 4, which still lets through enough scattered power to scar your retina from a meter away.
Here is the wavelength-by-wavelength reality of what you need to wear:
- 1064nm fiber: OD 7+ filter glass goggles are essential. Plain polycarbonate basically melts under a direct hit.
- 532nm green: You can see it, but it gets absorbed straight into the retina. You need OD 6+ that specifically blocks 532nm, and these lenses look dark orange, which essentially kills your color vision.
- 1.5μm “eye-safer”: The cornea soaks up the beam before it reaches the retina, though skin burns and corneal damage are still real risks, so OD 4+ goggles are required.
- 10.6μm CO2: Standard clear polycarbonate (approximately 3mm[11] or thicker) actually blocks it. But the lens must be CO2-rated, because acrylic just shatters.
On top of all that, add a Nominal Hazard Zone barrier around the workspace. Use interlocked enclosures for stationary work, and do not skip skin protection either. Even diffuse 1064nm reflections will cause second-degree burns at close range.
Price, Maintenance, and Buying Checklist by Wavelength Range
Direct answer: Budget approximately $6K[12],approximately $25K for 1064nm fiber units (the workhorse approximately 90%[13] of buyers need), approximately $30K,$80K for 532nm green systems, and $50K+ for UV. Fiber sources last roughly 100,000 hours, but optics and protective windows need attention every 40,80 operating hours.
Real 2026 Price Brackets by Wavelength
| Configuration | Price (USD) | Typical Use |
|---|---|---|
| 1064nm CW fiber, 1000–approximately 2000W[15] | approximately $6,000[16]–approximately $14,000 | Heavy rust, paint stripping |
| 1064nm CW fiber, 2000–approximately 3000W[17] | approximately $14,000[1]–approximately $20,000 | Shipyard, automotive production |
| 1064nm pulsed, 100–approximately 300W[2] | approximately $8,000[3]–approximately $25,000 | Mold cleaning, heritage, electronics |
| 532nm green pulsed, 50–approximately 200W[4] | approximately $30,000[5]–approximately $80,000 | Copper, gold, aluminum |
| 355nm UV nanosecond | approximately $50,000[6]+ | Semiconductors, polymer-safe work |
Red Flags in Marketing Brochures
The biggest scam: vendors advertising “approximately 3000W[7] peak power” on a pulsed unit that delivers only 200W[8] Average power. Peak power is the instantaneous spike during a nanosecond pulse, average power is what actually does the work over a second.
Always ask for both numbers plus pulse duration and repetition rate.
- Fiber source warranty: Demand 2 years minimum. IPG and Raycus sources typically hit approximately 100,000 hours[9] MTBF per IPG specifications — anything under 20,000 hours[10] quoted is a relabeled budget diode.
- Protective window: Consumable. Replace every 40–approximately 80 hours[11] (approximately $30[12]–approximately $80 each). Skip cleaning and you’ll burn the focus lens (approximately $400[13]+).
- Chiller spec: CW units above approximately 1500W need active water cooling, not air. Confirm the chiller is included, not a approximately $1,200[15] add-on.
When comparing any handheld laser cleaning machine and its laser wavelength options, request a live demo on Your sample material, not the vendor’s prepped rust coupon.
Frequently Asked Questions About Handheld Laser Wavelengths
Can one machine switch between wavelengths? No. The wavelength is fixed by the laser source (fiber crystal, diode stack, or harmonic crystal).
A 1064nm fiber unit can’t become a 532nm green laser by flipping a switch, you’d need a separate frequency-doubling module costing approximately $8K[16],approximately $15K extra. A few high-end industrial units offer dual-source heads, but no handheld product under $50K[17] does this today.
Is 1064nm safe for stainless steel mirror finish? Risky. At 1064nm, polished 304 stainless reflects roughly 60,approximately 65%[1], but the absorbed approximately 35%[2] concentrates in micro-scratches and causes heat tinting (straw-yellow to blue oxide) above approximately 80 W[3] average power.
Use pulsed mode under 100ns pulse width, keep fluence below 2 J/cm², and test on a hidden corner first.
Why are green (532nm) lasers so expensive? They’re built by passing a 1064nm beam through a KTP or LBO nonlinear crystal, conversion efficiency runs 40,approximately 50%[4], so you need double the pump power, plus precision temperature control. Expect to pay 2.5,3× the price of an equivalent-wattage 1064nm fiber unit.
Do I need different goggles for pulsed vs CW at the same wavelength? Sometimes yes. Pulsed lasers need a higher OD rating because peak power is thousands of times the average. Check the goggle’s pulsed-mode OD rating, not just the CW number.
Is there a wavelength selection standard? No single PDF, but OSHA’s laser hazard guidance and ANSI Z136.1 cover safety classifications relevant to any handheld laser cleaning machine and its laser wavelength.
Choosing the Right Wavelength — Final Recommendation and Next Steps
Direct answer: Pick your wavelength by working backward from the base material and the gunk you’re trying to remove, not from whatever a sales sheet is telling you. Figure out how reflective the base material is, then match it to a wavelength where the material soaks up more than 30%[5] of the light.
After that, pick your pulse mode (short pulsed bursts for delicate or thin layers, continuous wave for thick rust).
And only then do you figure out the power.
Wattage is really the last thing to decide, not the first.
The whole decision process takes about four minutes:
- Substrate, meaning the base material. Is it carbon steel, aluminum, copper, stone, or some kind of composite? Look up how reflective it is over at refractiveindex.info for both 1064nm and 532nm.
- Contaminant, meaning the stuff you’re cleaning off. How thick is the oxide layer in microns, what kind of paint, is there an organic film? Thin layers (under 50 µm) really need pulsed mode, while thicker coatings can handle continuous wave.
- Wavelength, which is basically the color of the laser light. 1064nm fiber handles about 90%[6] of iron-based work, 532nm green is for copper and shiny alloys, and 355nm UV is for plastics and tiny electronics.
- Power, and you really want to match it to the actual job, not the brochure. A approximately 1500W[7] continuous wave unit cleaning a thin galvanized panel is going to burn straight through it.
Before you wire transfer a single dollar, insist on a sample test. Send the supplier a approximately 100mm[8] × approximately 100mm[9] coupon of your actual material with your actual contaminant on it. Reputable vendors will run cleaning trials for free and send back video plus the cleaned coupon within about 7 to 10 days.
If a seller refuses, or only quotes you in “kilowatts,” just walk away. A approximately 3000W[10] machine at the wrong wavelength actually cleans worse than a approximately 200W[11] pulsed unit at the right one.
The handheld laser cleaning machine and its laser wavelength really need to be tested on your specific substrate, not just assumed based on what some expected-level sheet claims.
And for safety limits during testing, you really should cross-check the OSHA laser hazards guidance before any demo runs happen.
References
- [1]hanslaserus.com
- [2]igolden-cnc.com
- [3]laser-cleaningmachine.com
- [4]sfxlyxc.com
- [5]amazon.com
- [6]youtube.com
- [7]wikipedia.org
- [8]hanslaserus.com/product/hc-d-handheld-continuous-fiber-laser-cleaning-machine/
- [9]igolden-cnc.com/product/handheld-portable-laser-cleaning-machine/
- [10]laser-cleaningmachine.com/sale-40936444-portable-handheld-fiber-laser-steel-c…
- [11]sfxlyxc.com/SFX-Mobile-Pulse-Laser-Cleaning-Machine-500W-p5035074.html
- [12]mactrontech.net/product/handheld-pulsed-fiber-laser-cleaning-machine/
- [13]amazon.com/Air-Cooled-Cleaning-Continuous-Portable-Handheld/dp/B0F6JMVCV8
- [14]youtube.com/watch
- [15]reddit.com/r/LaserCleaningPorn/comments/ogenny/worlds_most_powerful_handheld_…
- [16]lasersonly.com/products/6000w-handheld-laser-cleaning-machine
- [17]laserverse.ca/post/portable-laser-cleaning-machine








