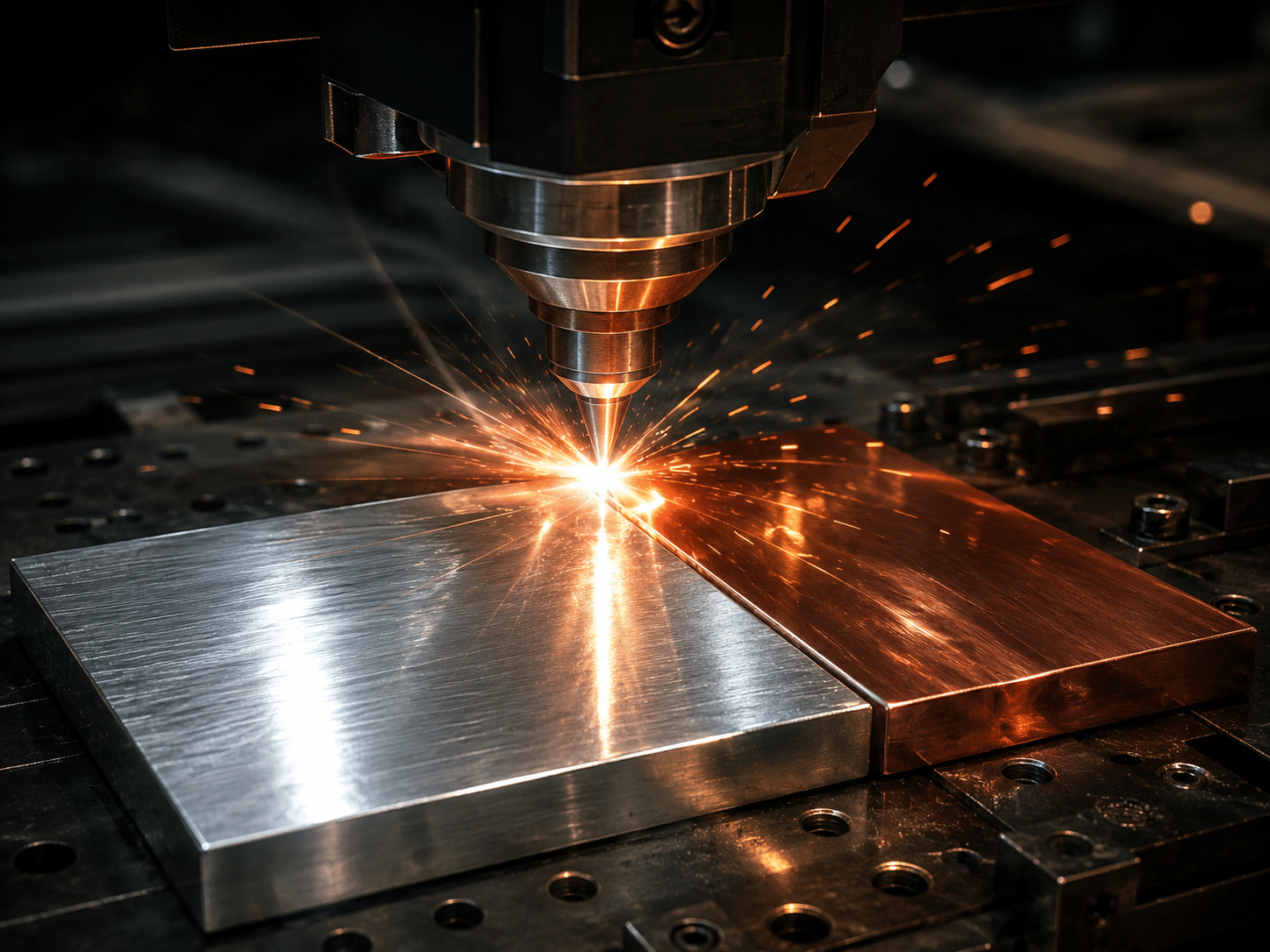
Why aluminum and copper are hard to laser process comes down to two physical traits: extreme reflectivity and rapid heat dissipation. Copper reflects roughly 95%[1] of 1 µm infrared laser light at room temperature, so almost no energy couples into the metal at the start. Aluminum reflects about 90% of near-infrared light and conducts heat nearly 5x faster than steel, draining warmth from the cut zone before melting can occur.
Why does the high thermal conductivity drain the heat away so quickly? Which wavelengths and laser types genuinely do the job? And what process settings let you cut these reflective metals in a reliable way?
Quick Takeaways
- Use green lasers (515 nm) to slash copper reflectivity versus standard 1064 nm fiber.
- Choose pulsed beams with high peak power to break through reflective metal barriers.
- Match laser wavelength and power to material instead of just increasing wattage.
- Expect copper to reflect ~95% of 1 µm infrared at room temperature.
- Account for aluminum conducting heat ~5x faster than steel, draining cut-zone warmth.
Why Do Lasers Struggle With Aluminum And Copper?
Lasers have a hard time with aluminum and copper for two reasons. These metals bounce most of the beam right back, and they carry heat away faster than the laser can actually melt them. Copper reflects about 95% of 1 µm infrared light at room temperature, so very little of that energy ever makes it into the metal. The real fix is matching the wavelength and the power to the material, not just throwing more watts at the problem.
Picture pointing a flashlight at a mirror. The light doesn’t soak in at all, it shoots straight back at you. Standard fiber lasers run at 1064nm, which is a wavelength close to infrared, and shiny metals treat that beam basically like a mirror. That treatment explains most of why aluminum and copper are hard to laser process.
The second problem makes the first one even worse. Even when the energy does manage to get in, copper carries heat away at roughly 400 W/mK and aluminum sits near 235 W/mK, so the spot you’re heating cools off almost instantly and the molten pool never settles into something stable. To make matters tougher, a 2023 review by other experts found that absorption efficiency is inversely tied to conductivity. The very metals that move heat best also absorb laser light the worst, so aluminum and copper essentially fail on both counts at the same time.
The rest of this guide walks through both root causes, reflectivity and thermal conductivity, along with the back-reflection risk to your laser source and which wavelengths and machines really do the job.
How Does High Reflectivity Cause Back Reflection And Beam Loss?
High reflectivity means the metal bounces the beam away instead of soaking it up. Polished copper reflects about 95% of 1 µm infrared laser light at room temperature, and aluminum sits in the 85,approximately 95% range, so only 5,15% of the beam energy is left to melt the metal. That tiny fraction is the root of why aluminum and copper are hard to laser process.
A polished copper plate does to a 1064nm fiber laser almost what a mirror does to a flashlight: the reflected energy travels straight back up the optical path, through the focusing lens, the protective window, and into the laser source itself.
This return trip is called back reflection. It does two bad things at once:
- Beam loss: Up to 95% of your power never reaches the cut zone, so piercing stalls and the surface barely warms.
- Optical feedback: Reflected photons re-enter the laser cavity, raising the cavity instability risk before the metal even starts to heat.
Here is the trap. Cold metal reflects most of the beam, but absorption climbs sharply once a thin molten layer forms,and getting that first melt is the hard part. With so little energy coupling in, the surface stays cold and reflective, a stubborn loop that wastes power and stresses the optics during the riskiest opening seconds of any cut or weld.
Pro tip: Tilt the cutting head 3,5° off vertical. This steers the reflected beam away from the laser source instead of straight back into it, a standard shop fix for reflective stock.
What Wavelength Absorbs Best In Aluminum And Copper?
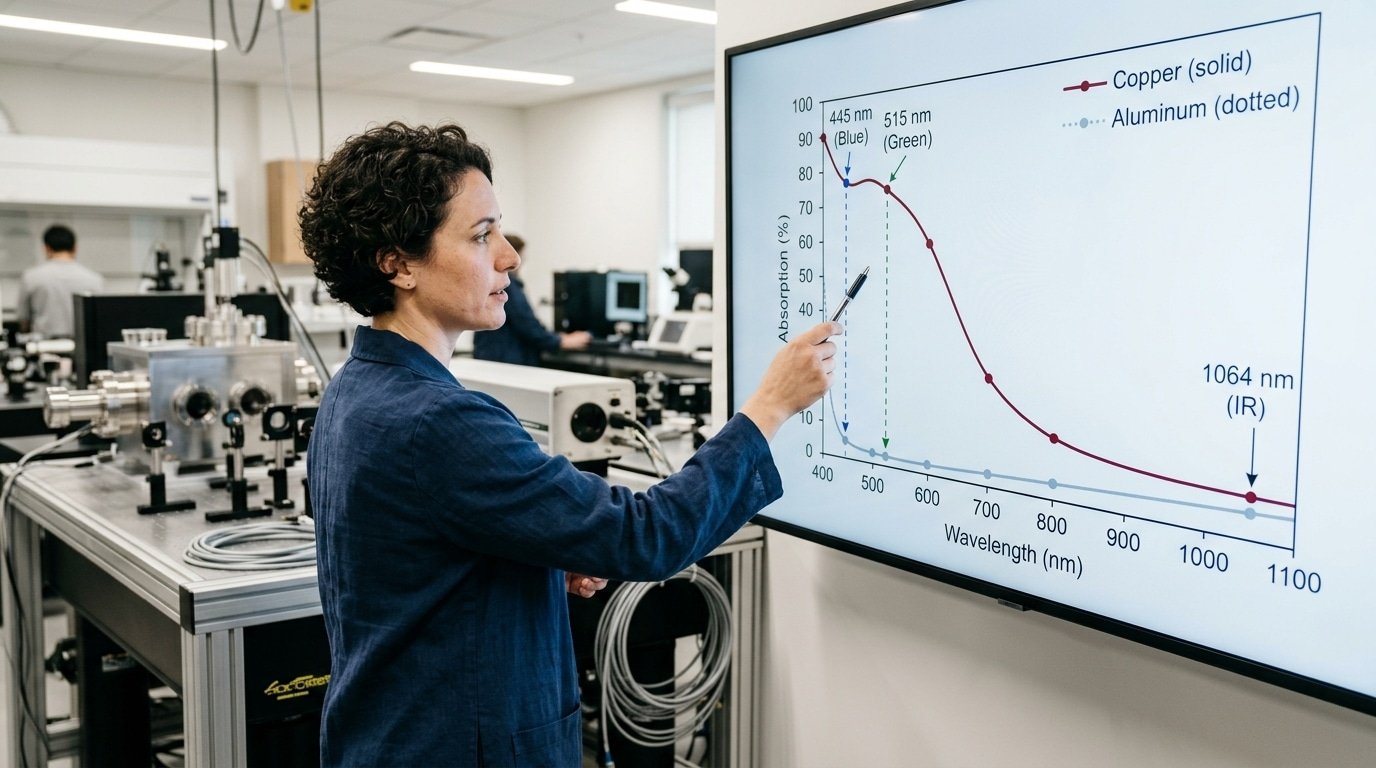
Blue light at 450nm absorbs best in copper, soaking up roughly 65%[3] of the beam,versus only about 5% at standard infrared (1064nm). Aluminum follows the same pattern but starts higher. This single fact explains much of why aluminum and copper are hard to laser process: the common fiber laser sits at the worst possible wavelength.
Absorption rises as wavelength shrinks because shorter light carries more energy per photon, so the metal’s loose electrons grab it instead of bouncing it back. At 1 µm infrared, copper reflects about 95% of the beam at room temperature,you lose nearly all your power before the metal even warms.
| Wavelength | Laser color | Copper absorption | Aluminum absorption |
|---|---|---|---|
| 1064nm | Infrared (IR) | ~5% | ~7% |
| 515nm | Green | ~40% | ~20% |
| 450nm | Blue | ~65% | ~13% |
Why Does Green Or Blue Beat Infrared On Copper?
Green (515nm) and blue (450nm) win because copper’s reflectivity collapses below 600nm,the metal turns from a near-perfect mirror into a real absorber. Switch a copper weld from IR’s ~5% absorption to blue’s ~65% and you push absorbed energy up by more than 12 times. That means lower peak power, less back reflection, and a stable melt pool,exactly the problem IR can’t solve.
Should You Always Pick Blue For Aluminum?
No. Aluminum’s absorption barely improves with blue,it sits near 13% there versus approximately 20% at green. For aluminum, green often gives the better trade-off, while copper clearly favors blue. Match the wavelength to the metal, not to one rule.
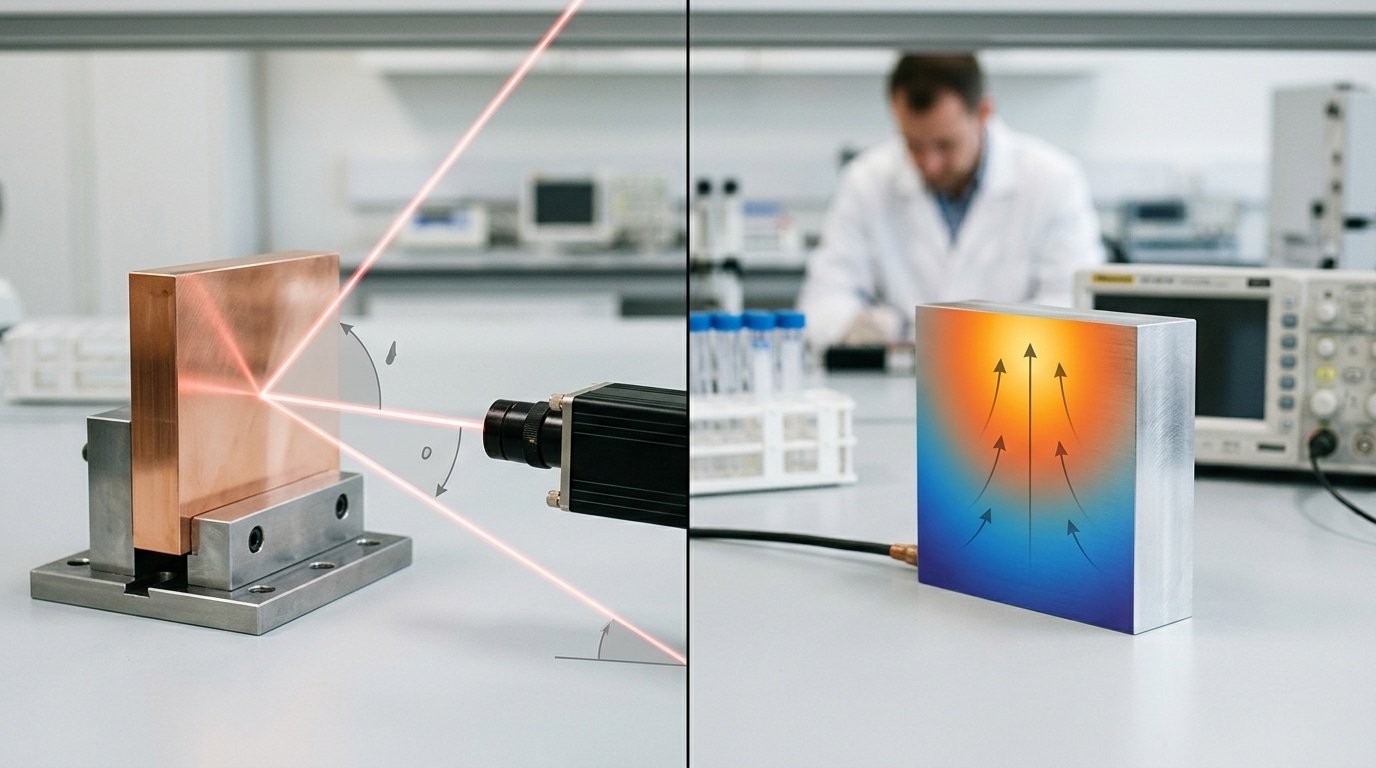
How Does Thermal Conductivity Wreck Cut Quality And Weld Stability?
The ability of these metals to move heat away really wrecks cut quality, because copper (401 W[4]/m·K) and aluminum (237 W/m·K) pull heat out of the melted area roughly 5,8 times faster than steel (~50 W/m·K) does. That quick loss of heat makes it hard to keep a stable pool of molten metal, and the result is welds that don’t fully penetrate, contain tiny holes, and behave unpredictably.
Picture pouring hot water into a cold metal cup versus a foam cup, where the metal cup steals the heat almost instantly. Copper and aluminum behave like that metal cup, so the laser energy spreads sideways before it can drill down into the material. This is a core reason behind why aluminum and copper are hard to laser process.
The way heat moves through these metals affects each kind of defect a little differently:
| Defect | Cause from high conductivity |
|---|---|
| Incomplete penetration | Heat escapes before the melt reaches the back face |
| Porosity | Fast cooling traps hydrogen gas bubbles in the weld |
| Spatter | Unstable melt pool ejects molten droplets |
| Burr formation | Edges resolidify before clean separation, common in aluminum |
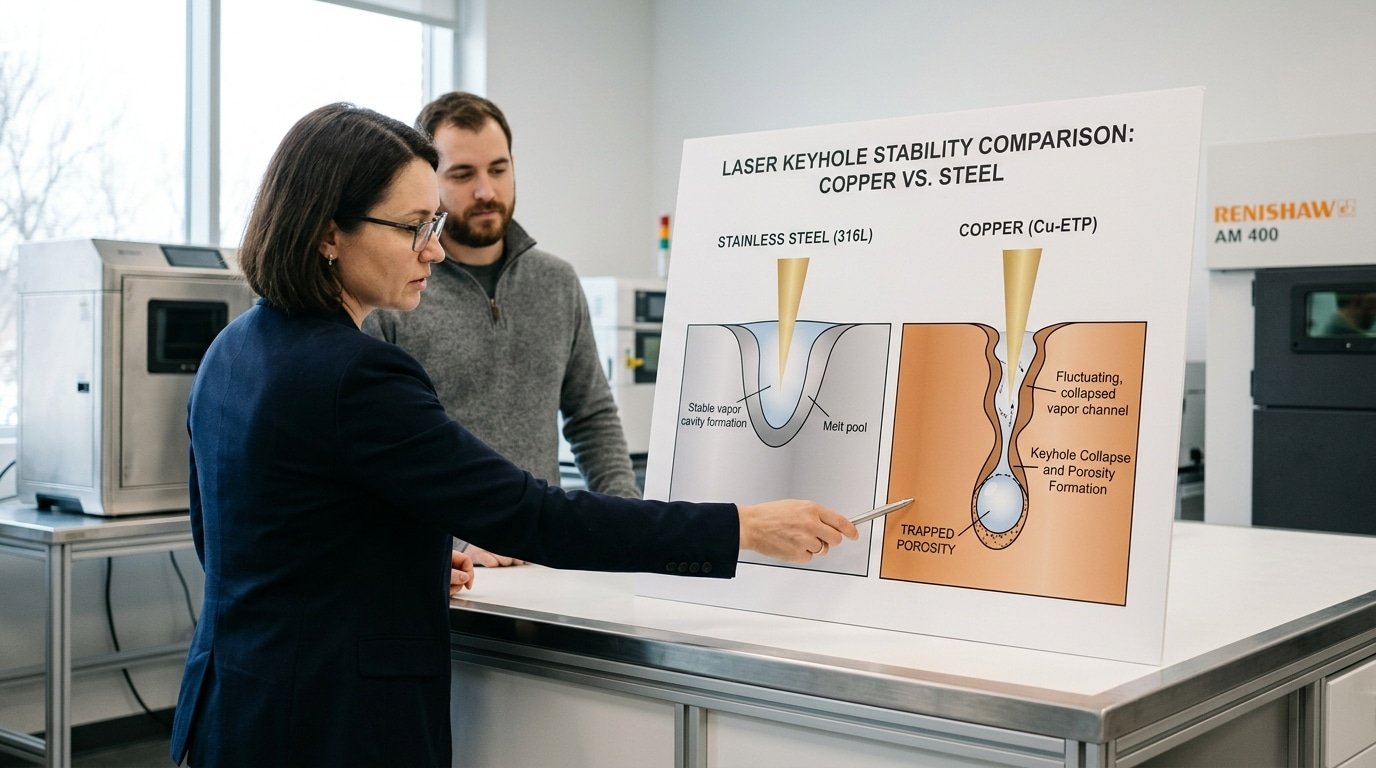
The deeper problem here is keyhole instability. A keyhole is the narrow vapor channel that a high-power laser punches into the metal during deep welding. In steel, this channel tends to stay open. But in copper, heat bleeds outward so fast that the keyhole keeps collapsing and reopening over and over, and each time it collapses it traps vapor that turns into pores. A 2023 review points out that absorption efficiency in metals is inversely related to conductivity, so the very property that drains the heat away also blocks the energy you would need to fight back against it.
So what is the fix? Generally, it comes down to higher power density and faster speeds, basically concentrating the energy faster than the metal can carry it away.
Can Back Reflection Actually Damage Your Laser Source?
Yes,back reflection can crack lenses, burn fiber tips, and destroy a laser resonator in seconds. With copper reflecting about 95% of 1 µm infrared light at room temperature, that bounced energy travels straight back up the beam path into the optics. This is the hidden hardware reason behind why aluminum and copper are hard to laser process safely.
⚠️ Common mistake: Cranking up wattage on a 1064 nm fiber laser to cut copper. This happens because copper reflects ~95% of 1 µm infrared at room temperature, so more power just bounces back—and risks damaging your optics from reflected energy. The fix: switch to a 515 nm green laser, which copper absorbs far better, or use high-peak-power pulsed beams to break through the reflective barrier.
Reflected laser light behaves like a shout bouncing off a hard wall, except it carries kilowatts of focused power. Once that energy re-enters the fiber, it heats the core, melts the protective end cap, and can wreck the gain medium that produces the beam.
What Hardware Actually Fails First?
The output coupler and fiber end cap take the first hit. Aluminum and copper can send back-reflected energy straight into the optics or source, creating a hardware-damage risk. Damaged parts to watch:
- End cap: the glass tip sealing the fiber—cracks from heat spikes
- Focusing lens: develops burn spots that scatter the beam
- Resonator / gain fiber: the part making the laser—permanent failure here means a full source replacement
How Do Modern Sources Block Back Reflection?
Two safeguards do the work. An optical isolator acts like a one-way door, letting the beam out but blocking reflected light. A back-reflection sensor measures returning energy and shuts the source down before damage spreads.
Older fiber lasers lacked both, so manufacturers flatly forbade them from cutting brass, copper, or shiny aluminum, voiding the warranty if you tried. Today’s high-reflective (HR) sources tolerate near-total reflection, which is why processing these metals is finally practical.
How Do Cutting, Welding, And Marking Each Behave Differently?
Cutting, welding, and marking fail in three separate ways on aluminum and copper: cutting fights dross and thickness ceilings, welding fights keyhole collapse and porosity, and marking fights uncontrolled oxidation. A power and pulse setting tuned for one process will ruin the metal in another,which is a big part of why aluminum and copper are hard to laser process.
Why Does Cutting Need Assist Gas And Thickness Limits?
Cutting needs high-pressure assist gas because the laser only melts the metal,the gas blows the molten material out of the kerf. For aluminum, nitrogen at 15,20 bar keeps the edge clean and oxide-free; skip the pressure and you get dross, the rough bead of resolidified metal stuck to the bottom edge.
Thickness is the hard ceiling. With copper reflecting about 95% of 1 µm infrared light, most fiber cutters cap clean copper cuts near 6mm[5]. Push thicker and the piercing time balloons, scorching the surface.
What Makes Welding Battle Keyhole Collapse And Porosity?
Welding fails when the keyhole,the narrow vapor channel the beam drills into the melt,collapses inward. Because copper dissipates heat at roughly 400 W/mK, the melt pool cools faster than the beam can stabilize it, and trapped vapor then freezes into voids, called porosity, that weaken the joint.
The fix isn’t more power. Use beam wobble (oscillating the spot in a tiny circle) to widen and steady the pool. Welding power that holds a stable keyhole would instantly overheat and warp a thin marking pass.
Why Does Marking Need Controlled Oxidation Instead Of Melting?
Marking works by heating the surface just enough to form a colored oxide layer,not by melting metal. Pulse energy here runs in microjoules, thousands of times lower than cutting. Too much power burns through the anodized coating on aluminum; too little leaves no contrast. This is why one machine setting never serves all three jobs.
Which Laser Type Should You Match To Each Metal And Job?
Match fiber (1µm infrared) to thick aluminum cutting, green (515nm) to copper welding, and blue (450nm) to thin copper foils. The reason traces back to why aluminum and copper are hard to laser process: copper reflects about 95% of 1µm infrared light in 2026, so wavelength choice decides whether you cut clean or wreck your optics.
Picking by gut wastes money. A green-source welder runs higher upfront cost than a comparable fiber unit, so you only buy one when copper welding demands it. Below is the if-X-then-Y map most shops never write down.
| If metal + job | Then use | Wavelength | Thickness sweet spot |
|---|---|---|---|
| Aluminum cutting | Fiber (IR) | 1064nm | 1–12mm |
| Aluminum welding | Fiber, wobble head | 1064nm | 0.5–4mm |
| Copper welding | Green | 515nm | 0.5–3mm |
| Thin copper / battery foil | Blue diode | 450nm | 0.01–0.5mm[6] |
| Copper marking | Fiber, low power | 1064nm | surface only |
Why fiber still wins for thick aluminum?
Fiber wins on thick aluminum because high peak power brute-forces past the reflective barrier once piercing starts. Aluminum reflects 85,approximately 95% of IR, but its 235 W/mK conductivity is lower than copper’s 400 W/mK, so heat builds enough to sustain a cut. Use nitrogen assist gas to stop oxide burrs.
When does blue beat green for copper?
Blue beats green on foils thinner than 0.5mm, like EV battery tabs. At 450nm, copper absorbs roughly 65%[7] versus approximately 5% at IR,so blue couples energy instantly without the violent spatter green can cause on ultra-thin stock. Green still rules for bulk copper busbars above 1mm, where deeper penetration matters.
What Practical Workarounds Improve Results On Reflective Metals?
Four fixes cut the failure rate on reflective metals: dull the surface, switch to pulsed power, wobble the beam, and pre-heat the part. Surface coatings alone can lift absorption from under 5% to 30% or more on bare copper, which reflects roughly 95% of 1 µm light when polished. Stack these tricks and a job that wouldn’t start becomes repeatable.
How Do Surface Coatings And Anodizing Boost Absorption?
A matte or anodized surface traps light instead of bouncing it back. Bare polished aluminum and copper send most of the beam away,this is the core of why aluminum and copper are hard to laser process. A thin black oxide, anodized layer, or graphite spray gives the beam a rough, dark target to grab. Anodizing aluminum can push starting absorption above 20%, enough to get the melt going before the coating burns off.
When Should You Use Pulsed Power Instead Of CW?
Pulsed mode wins on thin reflective sheet. Short pulses (nanosecond to millisecond) hit a peak power 10,100× higher than the average, punching through the reflective skin before heat escapes. Continuous wave (CW) suits thick welds where you need a steady melt pool. A practical range: 200,500 W average for pulsed copper marking, 2,6 kW[8] CW for thick aluminum cutting.
Does Beam Oscillation Really Cut Porosity?
Yes. Wobble welding,spinning the beam in a 0.5,2 mm circle at 100,300 Hz,stirs the melt pool and lets trapped gas escape. In automotive EV busbar welding, oscillation has dropped weld porosity from near 8% down to under 1%, killing the voids that weaken joints. Pre-heating the part to 150,250°C before welding adds another gain, slowing the rapid heat loss that breaks the melt pool apart.
Frequently Asked Questions
Short answers to the four questions buyers ask most before committing to a laser for reflective metals. Each one ties back to why aluminum and copper are hard to laser process.
Is aluminum harder to laser cut than steel?
Yes. Aluminum reflects 85,95% of a 1µm fiber beam and pulls heat away fast, while mild steel absorbs the beam readily and oxidizes to help the cut. A fiber laser cuts 6mm[9] steel cleanly, but the same machine fights burrs and dross on 6mm aluminum. Steel also benefits from an oxygen-assist reaction that aluminum can’t use,you must run nitrogen instead, which costs more gas.
What are the problems with laser cutting aluminum?
Three recurring issues: burr formation on the bottom edge, back reflection that can damage optics, and inconsistent edges from rapid heat loss through aluminum’s ~235 W/mK conductivity. Coated or anodized sheets behave differently than bare stock, so test each batch before a production run.
What thickness of aluminum can fiber lasers cut?
A 6kW fiber laser cuts aluminum up to roughly 20,25mm with nitrogen assist; a 3kW[10] machine handles around 12mm cleanly. Beyond that, edge quality drops and cycle time climbs. For thin sheet under 1mm, watch back reflection closely,that range produces the strongest return into the source.
Can you laser cut copper at all?
Yes, but it’s the hardest common metal. Copper reflects roughly 95% of 1µm infrared light at room temperature. High-power fiber lasers (4kW+) with anti-reflection isolators cut thin copper; thicker work favors a 515nm green source for better coupling.
Key Takeaways For Choosing Your Laser Process
The chain runs one direction: physics decides your wavelength, and wavelength decides your machine. Copper reflects about 95% of 1 µm infrared light at room temperature, so a standard fiber laser wastes most of its power before the metal even heats. Understanding why aluminum and copper are hard to laser process saves you from buying the wrong tool.
Reflectivity and thermal conductivity aren’t separate problems,they compound. High conductivity means heat escapes fast, which is exactly why laser absorption in metals runs inversely to conductivity (the better a metal carries current, the worse it soaks up the beam). That single law explains green lasers for copper welding and blue lasers for thin copper foil.
What Should You Confirm Before Buying?
Run this checklist before signing a purchase order for any reflective-metal machine:
- Wavelength match: Green (515nm) or blue (450nm) for copper; fiber (1µm) only with back-reflection protection.
- Isolator rating: Confirm the source has an optical isolator or back-reflection sensor—copper can fire energy straight back into the resonator.
- Power headroom: Budget 2–3x the power you’d use on steel, since aluminum’s 235 W/m·K conductivity drains heat fast.
- Material grade: Pure copper behaves differently than brass; tell the vendor your exact alloy.
- Sample cut: Demand a test piece on your real material, not a polished demo coupon.
Skip the guesswork. Reflective metals punish wrong assumptions with cracked optics and scrap parts. Before you buy a machine for aluminum or copper, send your drawings and alloy spec to a laser specialist and request a paid sample run. A two-hour consultation costs far less than a damaged source or a year of bad welds.
Reference Sources
- [1]arcuscnc.com/lq-project/advanced-laser-processing-for-automotive-ev-manufactu… — supports: In 2026, copper is commonly reported to reflect about 95% of 1 µm infrared laser light a…
- [2]osprilaser.com/news/key-considerations-for-laser-cutting-and-weldi-85136529.html — supports: In 2026, copper is described as having 95–99% reflectivity and about 400 W/mK thermal co…
- [3]sciencedirect.com/science/article/abs/pii/S003039922300614X — supports: A 2023 review states that high reflectivity and material-property variation in aluminum-…
- [4]ousar.lib.okayama-u.ac.jp/files/public/5/57420/20191208115401177603/K0006053_… — supports: A 2026 source states that copper and aluminum alloys are difficult to weld with lasers b…
- [5]sciencedirect.com — supports: Peer-reviewed review literature on laser welding of aluminum-copper dissimilar metals
- [6]osprilaser.com — supports: Industrial explainer with numeric reflectivity and thermal-conductivity figures for copp…
- [7]arcuscnc.com — supports: Industry explanation of copper reflectivity at fiber-laser wavelengths and processing in…
- [8]ousar.lib.okayama-u.ac.jp — supports: Academic PDF source discussing high reflectance and thermal conductivity as reasons alum…
- [9]kernlasers.com — supports: Practical laser-cutting guidance explaining aluminum reflectivity and heat dissipation c…
- [10]suntoplaser.com/why-is-it-difficult-to-laser-weld-copper-and-aluminum.html — supports: Sonar real-time citation (HEAD-verified)




